
滚子轴承性能试验用外圈轴向定位工装设计
2014-03-07 02:15王立慧
哈尔滨轴承 2014年3期
王立慧,闫 众
(中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036)
滚子轴承性能试验用外圈轴向定位工装设计
王立慧,闫 众
(中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036)
针对悬臂式轴承试验机,提出一种工艺装备的设计方案,重点解决圆柱滚子轴承外圈的轴向定位问题,以保证轴承试验的各种技术参数的高度模拟状态。
滚子轴承;悬臂式轴承试验机;工装设计;轴向定位;参数模拟
1 前言
对于被试验的滚子轴承来说,只能承受径向载荷,不能承受轴向载荷,而且外圈和内圈是相对游离的,所以要求工艺装备的设计时,要保证在试验箱的有效空间内要实现轴承内、外圈的精确定位,既要保证两者在高速旋转时的相对位置度的要求,又要保证轴承的径向载荷精确地作用于轴承的加载中心上,同时还要实现润滑等技术参数的高度模拟效应,因此,滚子轴承内、外圈轴向的精确定位一直是各个试验厂家重点攻关的问题,目前国内各个试验单位提出了不同的解决办法,本人设计的这种工艺装备能够实现滚子轴承外圈轴向的精确定位,使得滚子轴承在悬臂式轴承试验器上的试验效果良好。悬臂式轴承试验机优点很多,如安装、拆卸试验轴承非常方便,便于实现环下润滑等。
2 试验机结构及工装设计要求
如图 1 所示,在悬臂式轴承试验机的试验轴承箱体5内,只有一根试验主轴6,主轴动力是靠后端的电主轴1传递过来的,在试验轴承箱体3内有两组支撑轴承2、4支撑试验主轴,试验主轴另一端悬空,通过若干件的工艺装备将试验轴承安装到试验主轴上面,实现高速旋转、径向加载等试验技术要求。
滚子轴承试验需要模拟轴承在机器上工作的各种技术参数,如转速、载荷、润滑等。而轴承内、外圈的轴向、径向的精确定位,是实现上述各种技术参数的前提,对于滚子轴承试验的高度模拟仿真具有重要的意义。
2.1 工艺装备的机械部分设计
如图 2 所示,滚子轴承内圈5安装在试验副轴3上,试验副轴3安装在试验主轴19上,通过主轴的左侧轴肩和右侧轴端的双螺母8、17将轴承的内圈压紧在试验主轴上,这样主轴高速旋转就带动轴承内圈以同一转速旋转。轴承的外圈相对于轴承的内圈是游离的状态,保证外圈在试验过程中相对于内圈处于轴承原始设计的位置是轴承试验最理想状态。如图 2 所示,1为试验箱体,试验器14端盖通过螺栓固定在试验箱体上,圆柱形垫铁12固定在试验器端盖14上,轴向定位砝码11被固定在圆柱垫铁12上,1、11、12、14组成固定不动的部分,相当于试验机箱体。滚子轴承的外圈7安装在负荷体9内部,负荷体端盖2通过螺栓连接将试验轴承外圈压紧在负荷体9内,形成一个整体结构,这个整体安装在试验轴承的圆柱滚子的外侧,处于悬浮状态。这个整体部分的轴向精确定位是本设计的关键所在。它是通过轴向定位法兰10、轴向定位砝码11、圆柱垫铁12,拉紧螺栓13、六角头螺母16来共同实现的。首先轴向定位法兰10通过螺栓连接与7、9、2组成的试验轴承外圈悬浮结构相连接,拉紧螺栓13与轴向定位法兰10通过T形槽口配合拉动整体结构向右侧移动,当件10的右侧端面与轴向定位砝码11的左侧平面靠紧的时候,整体结构就被定位在这个位置,然后用六角头螺母16锁死拉紧螺栓13右侧头部的螺纹部分。另外,通过13将由2、7、9、10组成的轴承外圈的浮动部分拉紧固定在试验箱体上,如果改变轴向定位砝码11的厚度,就可以改变外套浮动部分的轴向位移,这样只需要精确计算保证11的厚度就可以实现轴承外圈的轴向相对于轴承内圈的原始设计位置。此种设计结构的轴向定位砝码11的左端面设有圆形凹槽。这样的设计使得轴向定位砝码11的左端面形成一个环形端面;由于轴向定位砝码11的左端面起到与轴向定位法兰10的右端面接触定位的作用,因此,轴向定位砝码11的左端面的加工精度要求很高,需要上磨床精磨,环形端面减少了轴向定位砝码11的左端面的接触面积,提高了轴向定位的精度,又减少了在磨床上的磨削量和加工成本。

图1 悬臂式轴承试验机结构
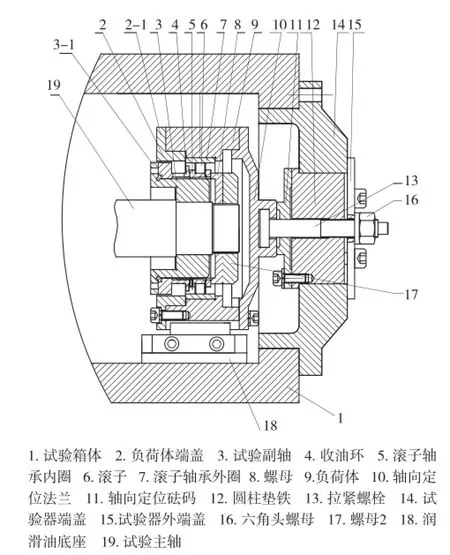
图2 圆柱滚子轴承试验工装
需要强调的一点是,由于轴承的外圈是要承受径向的载荷的,试验器的径向加载头直接作用在负荷体9上,这样如果将浮动的外套组合体死死的拉紧固定在固定体上,这样径向的载荷就要受到影响,所以将圆柱垫铁12和拉紧螺栓13设计成一段螺纹连接,螺距选择1.5mm,在锁死六角头螺母16,实现试验轴承的外圈轴向精确定位以后,要松开六角头螺母,将12与13的螺纹连接部分退回半圈,即大约是0.75mm的距离,再锁死六角头螺母。这样既能保证外圈结构的轴向位置,又能保证径向加载不受固定部分的影响。
2.2 方案的实用性
此设计方案具有通用性,当滚子轴承的型号不同(外圈的宽度不同)时,只需要改变轴向定位砝码11的厚度,就可改变轴承外圈的轴向位置,进而保证试验轴承的外圈相对于内圈的原始设计安装位置,保证滚子轴承试验的高度仿真效果。
2.3 试验轴承润滑部分的设计
试验轴承的润滑是根据轴承用户试验大纲上的要求来设计的,轴承型号不同,润滑的要求各不相同,所以不同的型号轴承的工艺装备的设计要结合润滑要求来综合考虑。以下只针对一种型号的轴承加以说明。
件4是环下润滑收油环,设计成顺时针螺旋结构,模拟轴承的运转工况,负荷体端盖2上面开有润滑油通道,通过此件能够将润滑油喷射到环下润滑收油环4上。由于主轴19高速旋转,环下润滑收油环4的收油结构将润滑油收集在收油口处,甩入到滚子轴承内圈5的收油腔内部,在离心力的作用下,将润滑油喷射到轴承滚子6和滚子轴承外圈7的滚道上,实现了环下润滑,保证环下润滑的模拟效果,这里不作详细介绍。
3 结束语
(1)经过多种型号的滚子轴承在悬臂式轴承试验机上面的试验证明,本设计结构能够实现滚子轴承试验时的轴向精确定位,完成轴承的内、外套的疲劳试验,效果非常好。这种结构能够保证试验过程中的轴承的原始设计安装的相对位置度要求,保证轴承的径向载荷不偏载、滚子轴承不易损坏、在高转速情况下轴承润滑状况良好等试验技术要求。滚子轴承的转速可达到35 000r/min。
(2) 这种工艺装备的设计结构具有通用性,不同型号滚子轴承可以完全利用这种工艺装备结构,只需要根据轴承尺寸的大小,设计相关的零件的结构尺寸就可进行轴承试验。而轴向定位问题完全依靠轴向定位码11的轴向尺寸来确定,只要改变轴向定位码11的厚度就能够实现轴承内外圈轴向的精确定位,进而保证轴承外圈与内圈的相对位置度的要求。
(编辑:林小江)

表1 加工方法改进前后形位公差对比 mm
6 结束语
通过将超轻系列轴承外圈的多工序合并成两道工序加工,完全达到了设想结果,与传统工艺加工方法相比,既提高了产品质量,满足了工艺要求,确保了加工产品的一致性与稳定性,并且在生产效率上提高了40%左右,生产成本降低了38%左右。同时,为其他型号超轻系列轴承的成型加工提供了实践经验。
(编辑:王立新)
Design of outer ring axial positioning tooling for performance test of roller bearing
Wang Lihui,Yan Zhong
( Bearing R&D Center, AVIC Harbin Bearing Co., Ltd., Harbin 150025, China )
For the cantilever bearing test machine, this paper presents a design of tooling, focused on solving the problem of axial location of cylindrical roller bearing outer ring, so as to ensure the altitude simulation state of all kinds of technical parameters for bearing test.
roller bearing; cantilever bearing test machine; tooling design; axial location; parameter simulation
TG155.3+1
B
1672-4852(2014)03-0040-03
2014-03-22.
王立慧(1970-),女,高级工程师.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
商品与质量(2021年7期)2021-04-02
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年6期)2019-06-25
轴承(2018年10期)2018-07-25
数学小灵通(1-2年级)(2018年6期)2018-06-28
海军航空大学学报(2015年1期)2015-11-11
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
数学大王·中高年级(2015年6期)2015-06-26
