
3MZ1310A内沟磨床砂轮轴供油系统改造
2014-03-07 02:15栾佳园姜伟斌
哈尔滨轴承 2014年3期
栾佳园,姜伟斌
(1. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 铁路轴承制造分厂,黑龙江哈尔滨 150036)
3MZ1310A内沟磨床砂轮轴供油系统改造
栾佳园1,姜伟斌2
(1. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 铁路轴承制造分厂,黑龙江哈尔滨 150036)
3MZ1310A内沟磨床的砂轮轴采用动压轴承支承。由于该动压轴承油箱体积小,使工作时油温升高,粘度降低,油楔刚度发生变化,造成磨削精度不稳定甚至抱轴现象。针对以上问题,对供油系统进行了改造,加大了油箱体积,延长了润滑油流动路线,加快了润滑油的流动速度,使润滑油工作温度恢复正常,解决了存在的问题,经改造后加工出的产品尺寸精度稳定在0.003mm以内。
内沟磨床;砂轮轴;动压轴承;供油系统;温升
1 前言
3MZ1310A内沟磨床由于使用年限较长,该设备已经出现了加工产品的尺寸精度不稳定、散差大等现象,有时出现废品。
3MZ1310A内沟磨床的砂轮轴采用的是动压轴承,动压轴承是靠调整轴瓦与轴的间隙来保证砂轮轴的旋转精度的。由于使用多年,轴与轴瓦磨损产生的间隙要经常调整,为了提高加工精度,将轴与轴瓦之间调出尽量小的间隙,可是小的间隙经常造成油温过高,使润滑粘度下降产生“抱轴”现象,造成轴、轴瓦的损坏。
2 动压轴承的特点
运动平稳,抗振性好,回转精度高。但动压滑动轴承必须在一定压力下才能产生油膜,实现纯液体摩擦,因此不适应于运转速度低的主轴部件,例如工件轴。另外,由于主轴在启动和停止时速度太低,不能建立压力油膜,所以不可避免地要发生轴颈和轴瓦表面的直接接触,引起磨损。同时,主轴在运转过程中,轴心的偏移将随外载荷与转速等工作条件不同而不同,旋转精度与稳定性也有一定的限制。
主轴轴颈与轴瓦之间保持适当的间隙是十分重要的。减小轴承间隙虽然可以提高主轴的旋转精度,但间隙过小,会造成旋转时温升过高,严重时还会发出“抱轴”现象,一般情况下,冷态时的间隙在0.015~0.025mm之间。3MZ1310A内沟磨床砂轮轴箱体的装油量是有限的。高速旋转的砂轮轴使润滑油迅速升温,润滑油粘度指标下降,砂轮轴“油楔”刚度产生变化,造成磨削精度不稳定。
由此可见,润滑油的温度过高会造成润滑油粘度下降,不能建立理想的压力油膜产生与主轴转速太低相同的不良现象。
3MZ1310A内沟磨床砂轮轴的前后支撑均采用动压轴承(见图1)动压式楔形油膜短五片瓦结构。动压轴承油膜压力是靠轴本身旋转产生的,因为供油系统简单,设计良好的动压轴承具有很长的使用寿命,因此,很多旋转机器均广泛采用各类动压轴承。
3 机床共有系统存在的问题
由图 1 可以看出,3MZ1310A内沟磨床砂轮轴箱体的装油量是有限的。高速旋转的砂轮轴使润滑油迅速升温,润滑油粘度指标下降,砂轮轴“油楔”刚度产生变化,造成磨削精度不稳定。
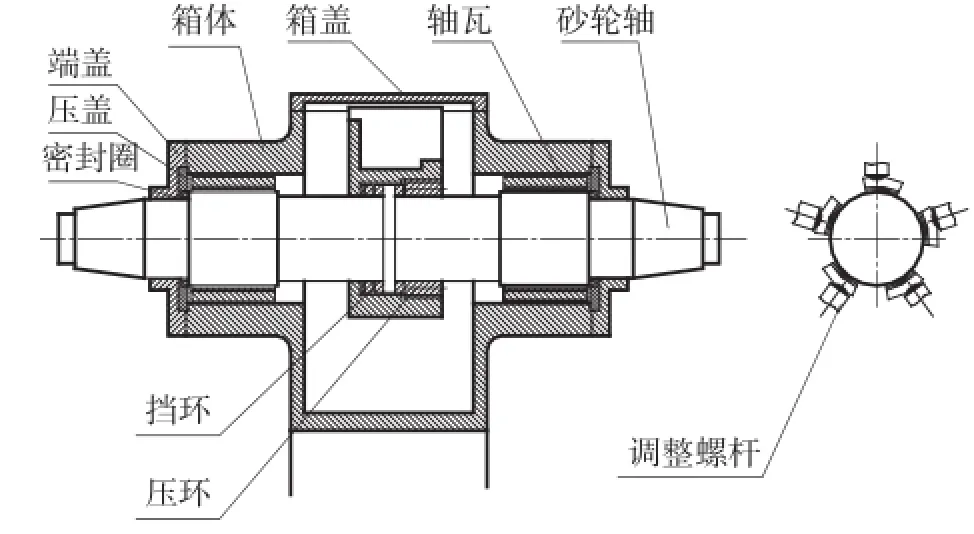
图1 砂轮轴装配图
4 供油系统的改进
动压轴承工作时,由于有承载油膜将轴颈与轴瓦隔开,金属表面不直接接触,只有润滑油之间的摩擦,也就是液体摩擦,故摩擦阻力很小,轴颈与轴瓦的摩擦也很小,使用寿命可大大提高,此外,因油膜有吸振性能,故主轴运转非常平稳。为砂轮轴配置的新供油箱与砂轮轴箱体的连接图见图 2。
由图 2 可以看到,将原砂轮轴箱体内的润滑油形成了流动的动力油,是由后配置的油箱用油泵经导管、过滤器、散热器进入砂轮轴箱体内。同时再由主回油管流回后配置的油箱中,配置的副回油管是将砂轮轴外泄油液流回配置的油箱中。经过外配置的液压油箱及散热器基本解决了砂轮轴动压轴承油液升高过热问题。

图2 改进后的供油系统
5 结束语
3MZ1310A内沟磨床经过半年的使用,加工出的产品尺寸精度稳定散差在0.003mm以内,极大地提高了产品质量。
到目前为止,已为六台内沟磨床砂轮轴动压轴承的供油系统配置了机外循环油箱,收到很好的效果。
(编辑:钟 媛)
Improvement of oil supply system for 3MZ1310A inner groove grinder grinding wheel shaft
Luan Jiayuan1, Jiang Weibin2
( 1. Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China; 2. Railway Bearing Manufacturing Subfactory, Harbin Bearing Group Corporation, Harbin 150036,China )
3MZ1310A inner groove grinder grinding wheel shaft is supported by dynamic pressure bearing whose oil tank volume is small. The increased oil temperature and decreased oil viscosity during working result in the change of oil wedge rigidity, unstability of grinding precision and even the shaft not rotation. Aiming at the above problem, the oil supply system is developed by increasing the volume of oil tank, prolonging running line of lubricant , accelerating the running speed of lubricant, and lowing the oil temperature to normal level. The existing problem is resolved. The product dimensions are stabled within 0.003mm after the modification.
inner groove grinder; grinding wheel shaft; hydrodynamic journal bearing; oil supply system; temperature rise
TG581+.1
B
1672-4852(2014)03-0038-02
2014-06-06.
栾佳园(1982 -),男,助理工程师.
猜你喜欢
风机技术(2021年3期)2021-08-05
上海大中型电机(2021年1期)2021-06-09
哈尔滨轴承(2020年3期)2021-01-26
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年4期)2017-06-22
采矿与岩层控制工程学报(2015年3期)2015-12-16
西安交通大学学报(2014年7期)2014-04-16
