数控机床上下料用工业机器人的手爪设计
2014-03-06 05:46刘宇斐周清华
机电信息 2014年12期
刘宇斐 周清华
(广州中国科学院工业技术研究院,广东 广州 511458)
0 引言
小型化、精密化、规模化和低成本化是目前工业消费品的发展趋势,近年来,基于工业自动化技术的发展和企业用工成本的提高,珠三角的机械加工企业在竞争激烈的市场中谋求转型,在生产制造过程中纷纷引入集成加工技术,以期在降低用人成本的同时,实现制造系统的自动化、柔性化、规模化和精确化,提高竞争力。工业生产自动化是在工业生产中广泛采用各种自动控制、自动检测和自动调整装置,对生产过程中进行自动测量、检验、计算、控制、监视等,以代替人来操纵机器设备[1]。自动化是生产机械化的更高阶段,也是工业技术现代化的基本方向之一。一般来说,工业机器人与数控机床要协同作业,需通过一个末端执行机构将它们串联起来,而这个机构一般称之为机器人手爪。进行机械加工的工件是多种多样的,不同的工件需根据其材料、结构和加工工艺设计不同的手爪,手爪中辅以气动、液压、传感器等技术,来满足工件自动上下料的要求。手爪的结构、性能如何往往决定整个工艺方案的成败,所以方案设计必须执行设计依据收集、设计方案制定和方案论证的设计流程。下面就以某设备上的壳体加工过程为例,对其进行自动上下料的机器人手爪开发过程予以说明。
1 手爪设计的工艺条件及相关要求
(1)工件:某设备壳体为铝镁合金铸件,如图1所示。(2)机加工要求:待加工表面如图2所示,为大小2个内圆孔表面及1个止口。(3)柔性要求:要求1套手爪能适应装夹10种以上类似工件。(4)设备配置比例:机器人数量∶数控机床数量≥1∶2。(5)机器人自由度要求:要求能顺利完成上下料的动作。在一般情况下,灵活性高的工业机器人,其外围设备较简单,可适应产品型号的变化;反之,灵活性低的工业机器人,其外围设备较复杂[2]。(6)适配数控机床:Brother TC-S2A。(7)数控机床封闭高度:380 mm。(8)数控机床夹紧工装台高度:135 mm。(9)装模高度(数控机床封闭高度-数控机床夹紧工装台高度):245 mm。
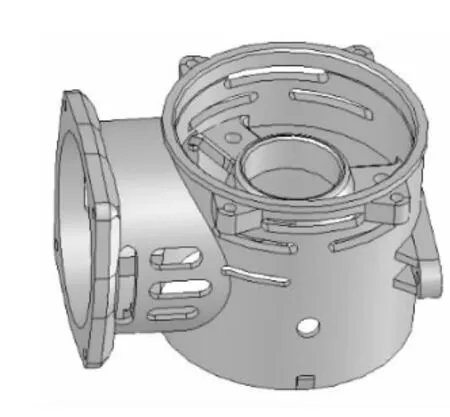
图1 某设备壳体零件

图2 壳体零件工艺要求标注示意图
2 工艺分析
(1)机器人选型:根据上下料的动作、单工序抓取零件重量和预估手爪重量选择六轴机器人,定型为KUKA KR16,送料有较高的可靠性和灵活性。(2)设备配置比例及布局:根据机器人送料速度、一次性耗时及数控机床机加时间、上下料时间形成的工艺节拍确定采用以六轴机器人为中心,机器人圆周放射性排列的1∶3布局方式,便于送料方案展开。(3)换位机构:考虑到机床的封闭高度较低,机器人手爪拟采用双位旋转换位结构。(4)公共装夹要素提取:考虑到本方案中待开发手爪需应对10种以上相似工件,因此要找出他们通用共性的装夹、定位要素。经分析得知,在这一组件中公共装夹要素是它的上边外圆即图中的夹紧边圆和中心锥孔[3]。以上分析已经基本确定送料方案。
3 装夹方案的确定
3.1 方案1:弹簧夹头夹紧
(1)工作方式:工件处于定位后的工位上,弹簧夹头对中插入。靠弹性夹头的向外弹性张力夹持工件,如图3所示。(2)方案评价:此方案结构简单。使用弹性夹头利用锥中心孔定位。然而本方案有两大缺点,其一是锥中心孔的1/2锥度必须小于摩擦角,否则在工件向上力撤出后工件会滑出;其二是本方案中机器人手爪采用双位旋转换位结构不允许手爪受向上的外力,而此结构恰恰有向上的力,所以此方案不可行。
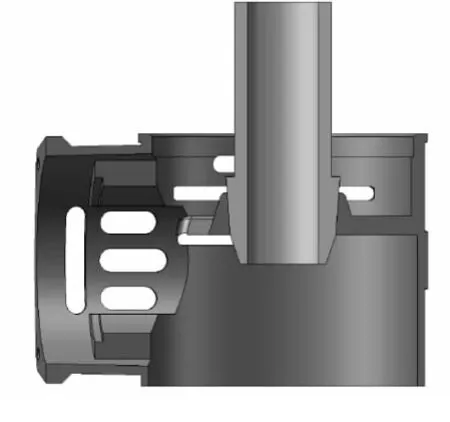
图3 弹簧夹头夹紧
3.2 方案2:带芯轴的弹簧夹头夹紧
(1)工作方式:工件处于定位后的工位上。首先芯轴插入到位,然后弹簧夹头插入,靠弹性夹头的楔入形成的摩擦力夹持工件,如图4所示。(2)方案评价:此方案是在假设锥中心孔的1/2锥度小于摩擦角的情况下确立的,该方案与方案1的不同是增加了一个芯轴,目的是消除一个施加给手爪的向上外力,即是利用芯轴将施加给手爪的外力转化成手爪机构的内力。该方案的缺点是结构复杂、重量大,手爪总重难以控制在16 kg以内,由于约束条件太多,暂时列为备选方案。

图4 带芯轴的弹簧夹头夹紧
3.3 方案3:定心芯轴与边圆定心夹爪组合定位夹紧
(1)工作方式:工件处于定位后的工位上,定心芯轴缓缓插入,到达指定位置后,边圆定心夹爪夹紧工件上边圆,靠边圆定心夹爪夹紧工件;定心轴起到定心作用兼具起到运动时防偏转作用,如图5所示。
(2)方案评价:本方案是采用定心芯轴与边圆定心夹爪组合方式的定位夹紧方式,可消除工件的5个自由度,特点是结构简单、定位夹紧可靠、重量轻。
综上所述,从设备的效率、成本、重量和可靠性方面综合考虑,方案3是最优方案。

图5 定心芯轴与边圆定心夹爪组合定位夹紧
4 手爪整体结构确定
手爪作为机械结构,应该满足的基本条件是:在满足预期功能的前提下,性能好、效率高、成本低,在预定使用期限内安全可靠、操作方便、维修简单和造型美观等[3]。本次设计充分会充分遵循了以上原则。依据工艺要求、工艺分析和方案论证,确定定心芯轴与边圆定心夹爪组合定位夹紧方案。考虑数控机床的装模高度等因素确定手爪的结构形式:采用双位旋转换位结构。考虑运行效率、系统刚度等因素安排工位:本方案上下料各安排3个工位。
5 手爪总成
综合如上因素设计的手爪如图6所示。其中一组(同边3个上料工位)用于上料,另一组(另一边3个上料工位)用于卸料。目前,手爪总成已经应用在自动化制造系统当中,保持着高效率和高可靠性,工作状态如图7所示。

图6 手爪三维示意图

图7 手爪系统总成实物图
6 结语
工业机器人与数控机床间的机构、装置适配设计是一项综合的精密的设计工作。要考虑定位、夹紧合理性、系统刚度、受力条件、工序节拍、运动特性、接口特点、工况控制特征等综合因素影响,所以制定、遵循一套科学的设计论证流程是必要的。
[1]吴明亮,樊明龙.自动化生产线技术[M].北京:化学工业出版社,2011
[2]孙树栋.工业机器人技术基础[M].西安:西北工业大学出版社,2006
[3]杨可桢,程光蕴,李仲生.机械设计基础[M].北京:高等教育出版社,2006
猜你喜欢
一重技术(2021年5期)2022-01-18
中学语文(2019年33期)2019-12-03
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
制造技术与机床(2018年12期)2018-12-23
荣誉杂志(2017年7期)2017-08-23
内蒙古教育·综合版(2017年5期)2017-05-17
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2015年10期)2015-04-09
现代冶金(2015年4期)2015-02-06