
电线切剥机自动收线系统的设计和开发
2014-02-23 06:38陈晶晶何文丰孙发第卢宏义
安顺学院学报 2014年2期
陈晶晶 何文丰 孙发第 卢宏义
(1、2、3、4.龙岩学院物理与机电工程学院,福建 龙岩 364012)
电线切剥机自动收线系统的设计和开发
陈晶晶1何文丰2孙发第3卢宏义4
(1、2、3、4.龙岩学院物理与机电工程学院,福建 龙岩 364012)
文章以降低用工成本为出发点,对用于电线切剥机的自动收线机,结合不同厂家所生产收线机的优缺点,在机械和电子两方面综合提出改进型的收线方法。实践表明,采用改进后的自动收机线工作噪音明显降低,所收电线更加整齐,系统也更加节能。
收线;线束加工机;机械夹爪
在当前线束加工领域,全自动的线束加工平台功能齐全,但体积大且价格昂贵,大多在十几万以上。这对于中小型线束加工企业来说,成本过高。因此,成本在一至两万之间,功能单一,只进行切剥线的电线切剥机快速发展。它具有加工速度快、价格适中,体积小等优点。但由于电线切剥机功能单一,所以需要人工完成收线工作。在用工成本激增的当前社会环境下,代替人工收线的辅助收线设备的设计开发迫在眉睫。
一、改进型自动收线系统结构
改进后的收线系统主要分电线预处理,取电线和放置电线这三个模块,如图1所示。
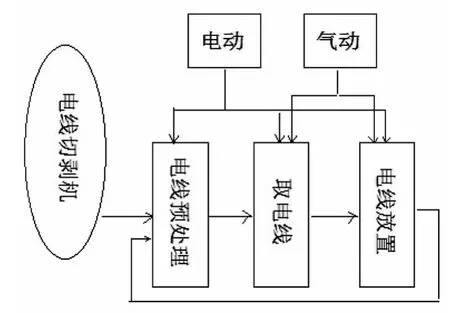
图1 改进后的收线系统框图
1、电线预处理模块:该模块采用传送带作为实现媒介,理直切剥后的电线。
2、取电线模块:该模块采用机械夹爪作为实现媒介,目的是将切剥后的电线送离出线端。该模块还需要克服老式收线机采用气动时噪音大的缺点。
3、放置电线模块:相比于现有的自动收线机,该模块属于改进后收线系统特有的功能,使用两个小型笔形气缸作为实现媒介,目的是模拟手工收线时固定电线的作用,该模块功能有利于使机械夹爪抓取来的电线一根一根的叠在一起。
二、改进型收线系统机械结构及运行要求
1、电线预处理模块的机械结构及运行要求
电线预处理机械结构如图2所示。电线切剥机的主要动作机构包括前后压线轮,切电线用的对刀,导线管等。系统工作时,电线切剥机通过前后压线轮将软电线压紧绷直,前后滚轮依据切剥的需要正反转,同时对刀也根据需要改变进刀值。如果没有使用人工收线,则图中电线的C点在经过出线端滚轮后在重力的作用下会往下运动 (如图2中状态2所示),使用传送带托住电线,同时使传送带逆时针运转,在传送带表面和电线之间摩擦力的作用下实现电线不堆堵 (如图2中状态2所示)。需要特别注意的是传送带的安装位置。例如,在A点,存在线性函数S2=f(v2,δ)和S7=f(v2,δ)。为滚轮的运行线速度。

图2 电线预处理机械结构示意图
(等效于电线切剥机的加工速度),δ为线材特性 (线束加工厂通常会让某台电线切剥机固定的加工某类电线,故δ在这里可以认为是固定值)。传送带的运行速度和电线切剥机的压线轮v2的运行线速度会使电线预处理出现两种情况,如下所示:
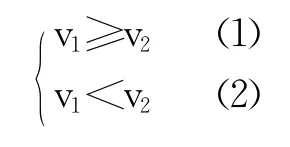
若电线预处理时出现 (1)式情况,那么电线被理直,如果出现 (2)式情况,那么电线将在传送带上堆堵,
2、取电线模块的机械结构及运行要求
为了提高线束加工的速度,电线切剥机已经从原来的一次加工单根发展到一次可以同时加工5根,所以收线机的取电线模块需要能同时兼顾收单根和多根电线的情况。该模块的机械结构如图3所示。该图为收线机系统的取电线模块在上电初始化后的初始状态。机械夹爪被设计成可以旋转90°方式,并附带有缓冲垫用以防止电线被夹伤,动力机构为一个42式步进电机,通过一根与XZ平面成一定夹角的连杆与步进电机1的旋转机构相联接。
夹爪工作采用气动方式,用于夹住切剥后的电线。相比于单个笔形气缸,在夹线时使用两个笔形气缸作为执行机构 (两点确定一条直线),不管是夹单根线还是多根线,夹线的稳定性都得到极大的提高。取电线的第一步是在初始状态,两个笔形气缸同时动作,将电线夹稳。第二步,步进电机1以速度V3带动连杆沿旋转方向1将切剥后的电线带离出线端滚轮。以此同时,步进电机2沿旋转方向2运动,将夹线爪旋转至和负Y轴同向。要使步进电机2做到先于步进电机1完成旋转。当夹爪夹住电线并在步进电机1旋转时使用固定在传送带边上的吹气孔动作,将电线的中部和另一端吹入线槽中,要想让取线工作顺利完成,运行需要符合以下要求:
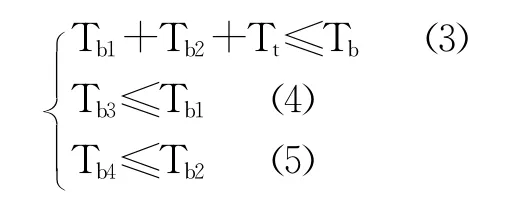
Tb为电线切剥机切剥一次电线所需要花费的总时间;Tb1为步进电机1从初始状态到旋转到位所需的时间 (安装接近开关用于感应是否旋转到位);Tb2为步进电机1从接近开关感应位置旋转到初始位置所花费的时间;Tt为步进电机1停留在接近开关位置的时间间隔且必须大于夹爪张开的时间;Tb3为步进电机2使夹爪从初始位置旋转到垂直位置所花费的时间;Tb4为步进电机2使夹爪从垂直位置旋转到初始位置所花费的时间。
对于式 (3)中的Tt,笔形气缸因为行程短,用气量小,所以夹爪张开时间非常短。以亚德客的小型笔形气缸为例,其励磁时间大都在0.05秒以下,在这里取Tt为足够动作时间0.5秒。步进电机旋转的往返速度设定为相等,则Tb3=Tb4,Tb1=Tb2。为了使夹线工作顺利进行,取(3)、(4)、(5)式中左边参量为右边参量的0.8比例,则得出 (7)、(8)式中各参数的计算公式,变量Tb由控制系统对两次启动收线信号采集而得到,单位为秒。
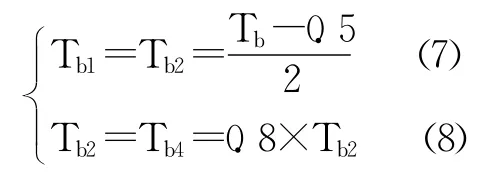

图3 取电线模块结构示意图
3、放置电线模块的机械结构及运行要求
要使收线机收齐切剥好的电线,需要将它们一根接一根对齐并固定。设计如图4的放置电线结构:
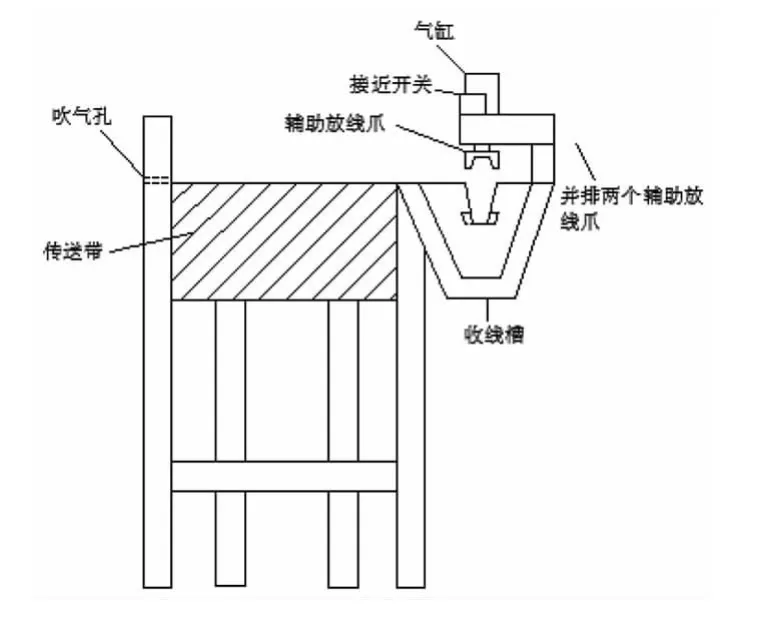
图4 放置电线模块结构
三、控制系统硬件设计
根据改进后自动收线系统的控制要求,设计控制系统硬件框图如图5所示:
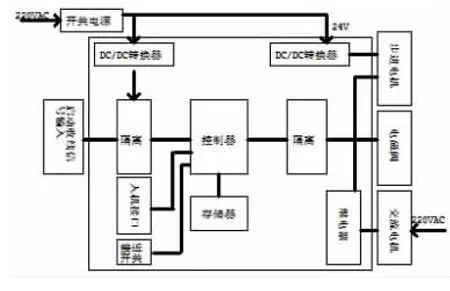
图5 控制系统硬件框图
四、控制系统软件设计
为了满足不同厂商的需求,设计自动收线机能工作在两种模式,分别是手动调整参数模式和自动调整参数模式。手动调整参数模式是指自动收线机的各项参数由用户根据电线切剥机的工作特点手动输入经验参数。自动调整参数模式是指自动收线机的各项参数由自动收线机自学习并自行确定。一旦参数确定后,系统会将参数存入铁电存储器中,断电后参数仍然保持。获得收线启动信号后,在中断服务程序中调取收线参数,完成一次收线工作。收线系统软件的主流程图和中断服务流程图分别如图6和图7所示。
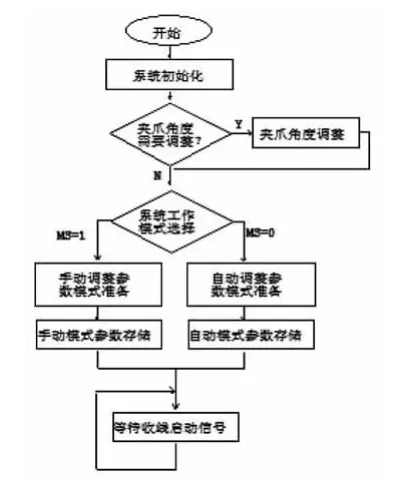
自动收线系统软件流程图
系统初始化的任务包含对LCD1602、步进电机和电磁阀等的初始化。初始化完成的状态是步进电机1运动到等待启动信号的初始状态,LCD1602显示完欢迎界面后夹爪角度调整完成并进入模式选择界面,夹线爪张开等待夹线,吹线气阀关闭,辅助放线爪等待扣紧电线。系统初始化的流程图如图8中 (a)所示。
进入手动调整参数模式需要设定,它是从启动收线信号发生到夹线爪动作这段时间,步进电机1的运转速度。手动调整参数的流程图如图8中 (b)所示。
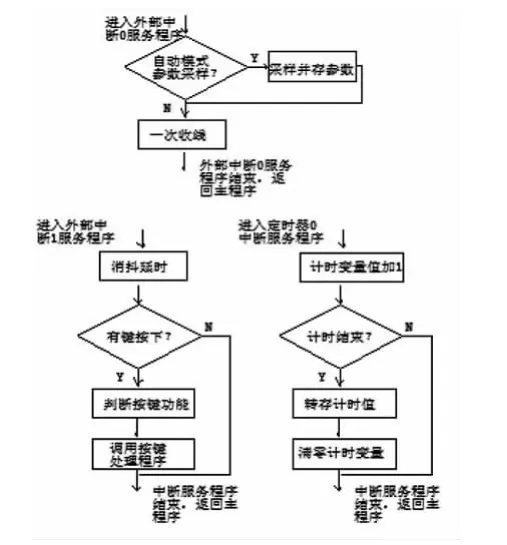
自动收线系统中断服务流程图
进入自动调整参数模式时,系统调用定时器计时功能,采集最早两次启动收线信号之间的时间间隔Tb,按要求,取中等加工速度时的,同时计算得出和。自动调整参数准备部分的流程图如图8中的 (c)所示。
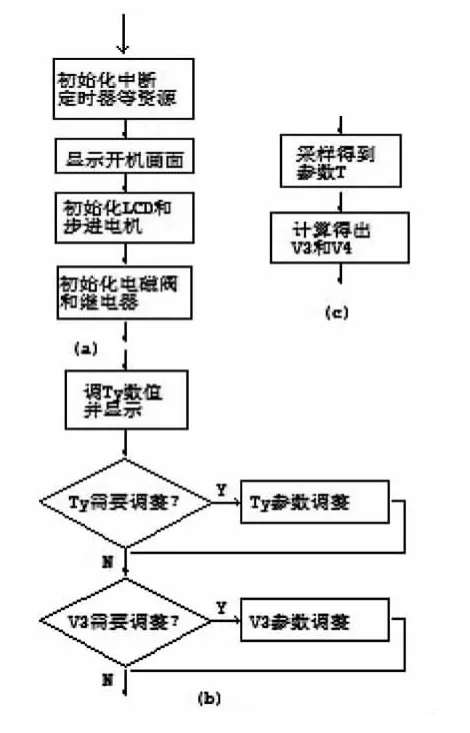
图8 初始化及手动和自动模式准备流程图
结语
文中设计的改进型自动收线系统在现有自动收线机的基础上进行机械和电子多方面改进。经过实践测试,改进后的收线机系统能很好的完成所有功能,极大的降低了线束加工厂商的用工成本。
[1]Atmel Microcontroller Handbook,2001.
[2]王幸之·AT89C系列单片机原理与接口技术[M].北京:北京航空航天大学出版社,2004.
[3]杨兴瑶·电动机的调速原理及系统[M].北京:水利电力出版社,1979.
[4]8-bit Microcontroller With 8K Bytes in-system programble Flash AT89S52.ATME,2001.
[5]谭浩强·C程序设计[M].北京:清华大学出版社,1991.
Design and Implement of Improved Auto-take-up System Used for Wire Cutting and Stripping Machine
Chen Jingjing1He Wenfeng2Sun Fadi3Lu Hongyi4
(1、2、3、4.College of Physics and Electrical Mechanical Engineering,Longyan University,Longyan 364012,Fujian,China)
This paper studies auto-take-up machine used for wire cutting and stripping machine.Its goal is reducing cost in wire processing.Through combining with the advantages and disadvantages of take-up machine produced by different manufacturers,the improved take-up method is proposed in mechanical and electrical technology.The practice shows that,when improved auto-take-up machine working,noise is decreased obviously,wires are taken up more orderly,system is more energy-saving.
wire processing;wire Take-up machine;the mechanical jaws
王德红)
TP29
A
1673-9507(2014)02-0127-03
2014-02-21
福建省大学生创新创业训练计划项目 (1108)
1.陈晶晶 (1982~),女,福建龙岩人,龙岩学院物理与机电工程学院教师,硕士。研究方向:通信技术。
2.何文丰 (1986~),男,福建龙岩人,龙岩学院物理与机电工程学院助理工程师。研究方向:软件开发。
大学生论坛
猜你喜欢
中学生数理化·高一版(2021年1期)2021-03-19
天津冶金(2018年2期)2018-06-14
作文周刊·小学四年级版(2018年6期)2018-03-15
中学教学参考·理科版(2016年11期)2017-06-08
河南科技(2016年8期)2016-09-03
智能建筑与智慧城市(2016年7期)2016-08-18
河南科技(2016年6期)2016-08-13
科技视界(2014年5期)2014-12-27
浙江共产党员(2014年12期)2014-07-10
天津医药(2012年3期)2012-11-28
