
提高螺旋缝焊管机组成型辊使用寿命的措施
2014-02-18 07:48毕秀锋陈亮
钢管 2014年6期
毕秀锋,陈亮
(中国石化集团石油工程机械公司沙市钢管厂,湖北荆州434001)
提高螺旋缝焊管机组成型辊使用寿命的措施
毕秀锋,陈亮
(中国石化集团石油工程机械公司沙市钢管厂,湖北荆州434001)
分析了螺旋缝焊管成型过程中造成1~3号成型辊使用寿命最短的原因——与润滑不良关系极为密切。针对这一原因,提出增加一套带控制回路的集中润滑系统对成型辊进行定时、定量润滑,是提高其使用寿命的关键。此套集中润滑系统不需人工操作,全程自动控制,能实现自动定时开启、定量加油。采取该措施后,1~3号成型辊的使用寿命提高了1倍以上。
螺旋缝焊管;成型辊;使用寿命;集中润滑系统;自动控制
在螺旋缝焊管埋弧焊生产中,带钢进入成型器,依次与1~8号成型辊接触,其中,1~3号成型辊起弯板成型作用,其余各辊用于保持焊管的直径和圆度。1~3号成型辊所受力最大,使用寿命也最短,更换频率最高;当其损坏时,不仅无法保证成型质量,而且还会擦伤焊管的内外表面,必须及时更换,致使螺旋缝焊管的成型生产成本一直居高不下[1-3]。在中国石化集团石油工程机械公司沙市钢管厂(简称沙市钢管厂)螺旋缝焊管分厂,以生产中直径、中壁厚的Φ813 mm×11.1 mm螺旋缝埋弧焊管为例,据统计,平均月生产钢管8 000 t,损耗1~3号成型辊约20个,此项生产成本超过10 000元。本文将从分析1~3号成型辊易损坏原因着手,探讨提高其使用寿命的措施。
1 1~3号成型辊易损坏原因分析
沙市钢管厂螺旋缝焊管机组成型辊损坏情况如图1所示,螺旋缝焊管成型原理如图2所示,成型辊结构如图3所示。
从图1可看出:轴承内部灰尘颗粒很少,但是缺油“干磨”的情况很严重,亟待解决润滑问题。
由成型辊的结构(图3)与工作环境可以发现:成型辊使用寿命与润滑、密封、辊座受力变形等几个因素有很大关系,其中,与润滑的关系最为密切。目前成型辊轴承在安装前采用二硫化钼锂基脂润滑,但安装后无润滑措施,轴承在高温环境中易出现“干磨”现象而致使轴承损坏失效(图1),所以在使用过程中必须要定期加油润滑[4-8]。

图1 螺旋缝焊管机组成型辊损坏情况
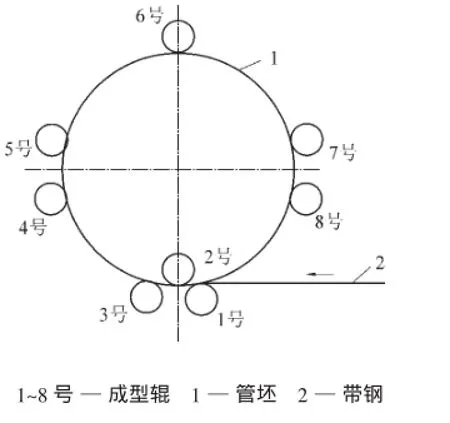
图2 螺旋缝焊管成型原理示意
2 提高成型辊使用寿命的措施
针对成型辊润滑不良的现象,确定给成型辊加装带控制回路的集中润滑系统,该系统组成如图4所示。其工作原理:电动润滑泵连接干油过滤器,通过三通管和直角管与3个电磁换向阀相连;换向阀连接1~3号成型辊的润滑油路,油路上有主分配器与子分配器;主分配器带有控制开关,经过预定的润滑次数或润滑时间后,控制开关采集发射信号反馈给与润滑泵相连的电控箱;通过电控箱上的西门子PLC作为控制核心完成润滑泵定时自动开启,1~3号成型辊依次进行润滑,全程自动完成,不需人工操作[9]。
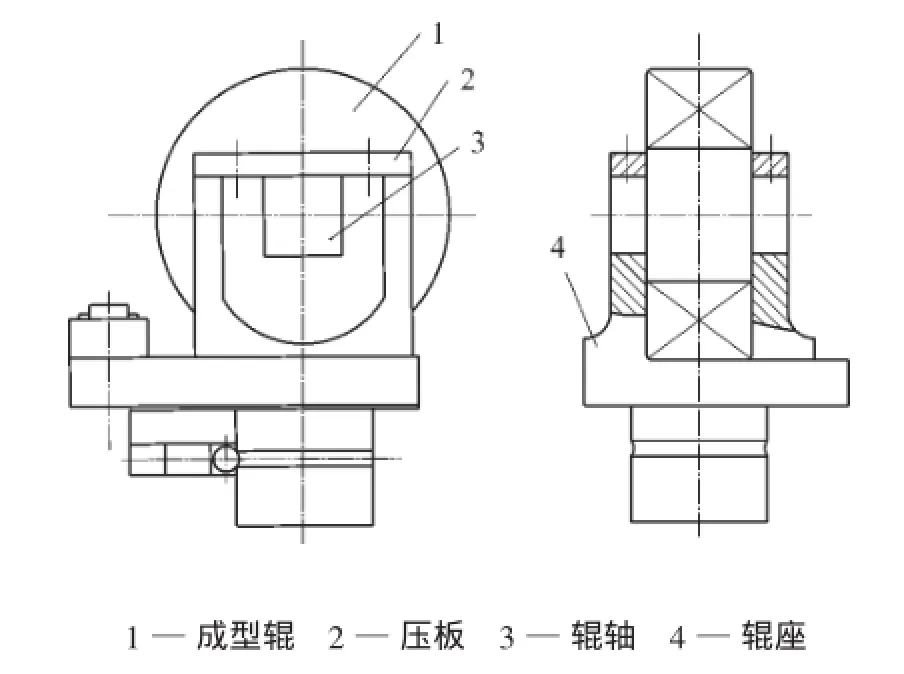
图3 螺旋缝焊管机组成型辊结构示意
2.1 机械方面
在1~3号成型辊辊梁上打孔安装长底板,将主分配器与4个子分配器通过铜管连接,全部安装在长底板上。子分配器与润滑点采取软胶管连接(胶管采用抗高温材料),胶管末端连接专用的定制接头,与辊座压板上的润滑油孔相连。此种连接方式可有效避免在平时生产中调型角度范围(40°~70°)内的相互碰撞。加油孔开在辊座的压板和轴上,通过压板和轴,将润滑油脂带入轴承,为防止连接面有油脂泄漏,在轴的加油孔上加O型密封圈。整条润滑油路能保证10~30 MPa供油压力,因此可保证数量众多、分布较广、远距离的润滑点及时得到润滑[10]。螺旋缝焊管机组成型辊辊梁安装润滑系统结构如图5所示。
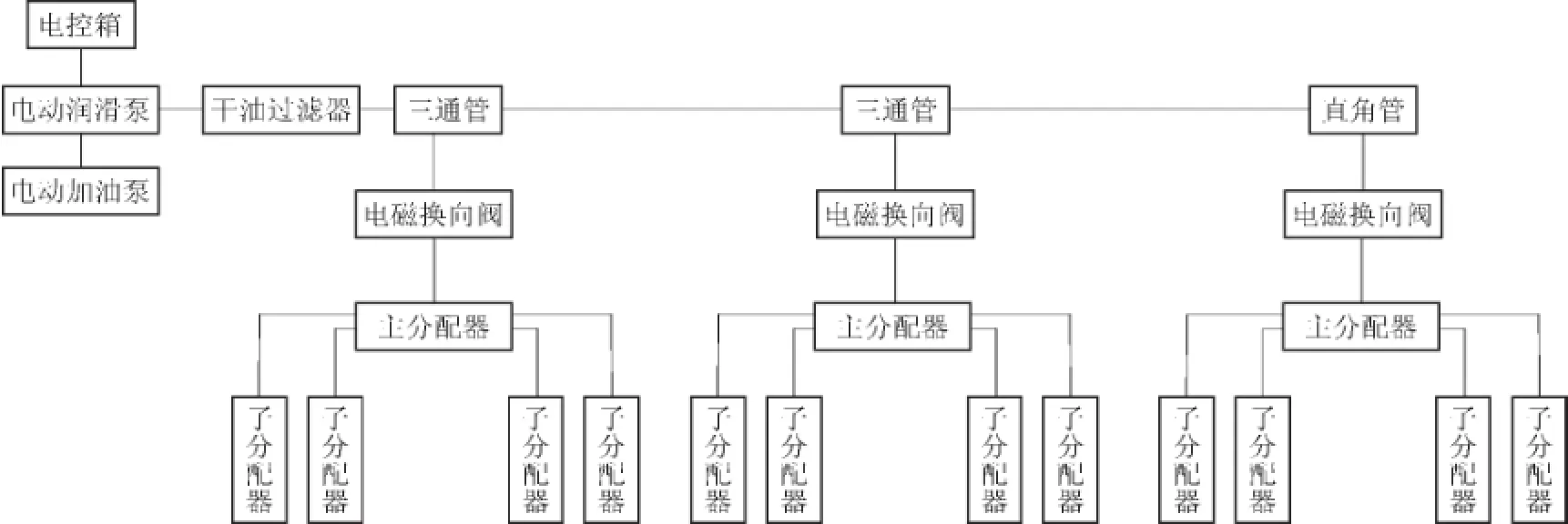
图4 螺旋缝焊管机组成型辊集中润滑系统组成示意
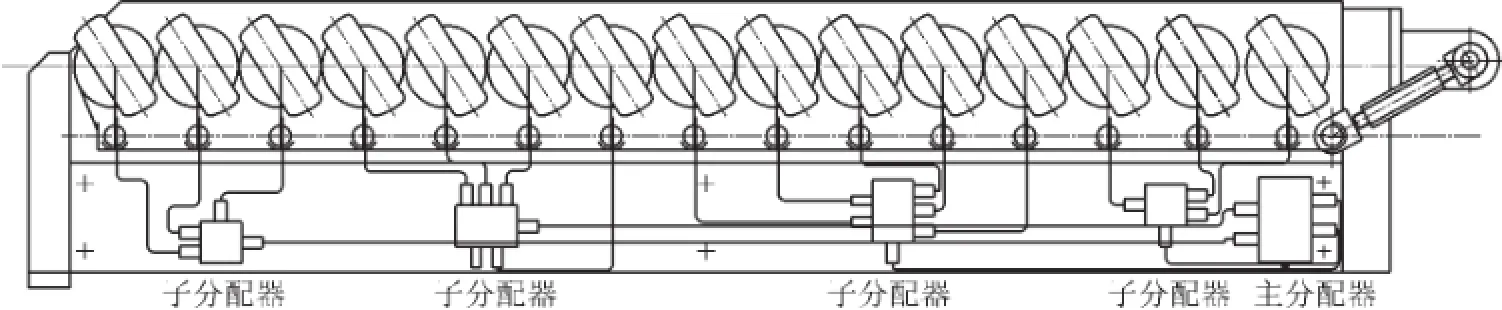
图5 螺旋缝焊管机组成型辊辊梁安装润滑系统结构示意
此套润滑系统中,机械设计部分有以下特点:
(1)选用递进式分配器,型号KM-4-R(35S)、SSV-8/5,出油口按照一定的次序依次出油,必须在上一顺序的出油口完成出油后,下一顺序的出油口才能进行出油动作。这就可以保证阻力不同的管路中的每个润滑点都能及时得到有效润滑。
(2)靠近成型辊的部分采用软胶管连接,既可以保证在狭小的空间里胶管足够的弯度,同时有3层材料的胶管可耐高温(将胶管放入200℃的烘箱中保温半小时,胶管无明显变化)、防砸击。
(3)采用在辊座压板上开孔的连接方式,可有效避免在平时生产中调型角度范围内(40°~70°)的相互碰撞。
2.2 电气控制方面
GDK-01电气控制箱用于自动控制一套电动干油润滑系统。电动干油润滑系统设有3路供油点,并有手动、电动工作方式切换。在自动工作方式下,设有一个供油间隔时间,用来预设定润滑周期间隔时间(KT0),其作用是周期性自动启动润滑泵润滑,计时从开始每路依次供油。3路供油都工作完成后再次进入间隔时间,如此循环工作。
供油监控时间的主要作用是间接测出系统运行时发生的故障,例如润滑管路破裂、漏油、干油泵技术性能降低、管路中进入空气等,其设定时间稍大于正常情况下完成供油的时间。本系统有3路供油,每路上有一行程开关用于供油计数,电控箱设有3个计数器(PC1、PC2、PC3)和3个供油监控时间继电器(KT1、KT2、KT3),可设定每路供油数量和供油监控时间。螺旋缝焊管机组成型辊集中润滑系统的电气控制回路如图6所示。
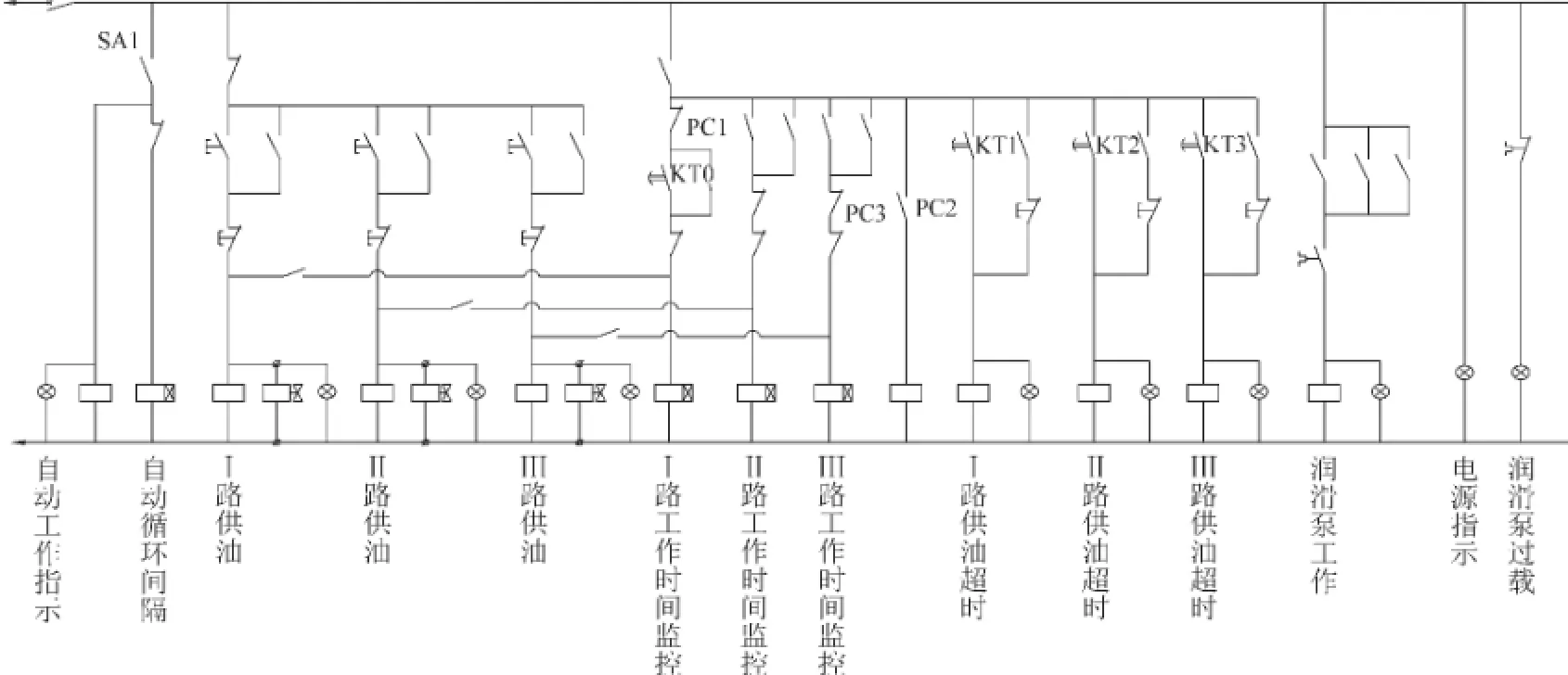
图6 螺旋缝焊管机组成型辊集中润滑系统的电气控制回路
电气控制原理:供油间隔时间继电器得电,经过设定的间隔时间后,润滑泵电机开始工作,Ⅰ路电磁阀打开,向线Ⅰ管道输送润滑脂。当此管道上的供油数量在设定的供油时间内达到所设定的次数时,自动关闭Ⅰ路电磁阀,同时打开Ⅱ路电磁阀,向线Ⅱ管道输送润滑脂。当线Ⅱ管道上的供油数量在设定的供油时间内达到所设定的次数时,自动关闭Ⅱ路电磁阀,同时打开Ⅲ路电磁阀,向线Ⅲ管道输送润滑脂。当线Ⅲ管道上的供油数量在设定的供油时间内达到所设定的次数时,整个系统停止进入循环间隔时间[11]。
电气控制上硬件采用西门子PLC作为控制核心,稳定可靠。
3 使用效果
本套带控制回路的集中润滑系统安装使用后,完全不需人工操作,可定时自动开启系统(沙市钢管厂暂定为3天,即为除停车外的累计生产时间,由西门子PLC自动计时),按照1~3号成型辊的次序依次进行润滑。该润滑系统使成型辊的使用寿命得到了有效提高,平均每个成型辊的使用寿命提高了1倍以上。
4 结论
(1)螺旋缝焊管埋弧焊成型辊使用寿命与润滑关系极为密切。对成型辊定时、定量润滑,是提高其使用寿命的关键。
(2)本套带控制回路的集中润滑系统,可周期性自动开启系统,按照1~3号成型辊的次序依次进行润滑,对提高成型辊的使用寿命,效果明显。
[1]邓陟,王先进,陈鹤峥,等.金属薄板成型技术[M].北京:兵器工业出版社,1993.
[2]李章政.弹性力学[M].北京:中国电力出版社,2011.
[3]西安重型机械研究所,宝鸡石油钢管厂.大直径螺旋缝焊管生产资料汇编[M].西安:西安重型机械研究所,1975.
[4](苏)克拉盖尔基N B.摩擦、磨损与润滑手册[M].李聪,译.北京:机械工业出版社,1983.
[5]石油工业部机械制造局.机械设备润滑手册[M].北京:机械工业出版社,1979.
[6](日)近森德重.密封件[M].王全保,译.北京:机械工业出版社,1983.
[7]雷华,丁锋.螺旋焊管成型辊的分析[J].钢管,2003,32(4):36-40.
[8]闫立学,陈其卫,李超,等.监控磨损延长螺旋焊管成型机轴承辊使用寿命[J].焊管,2002,25(3):55.
[9]李盛.液压机构及其组合[M].北京:清华大学出版社,1992.
[10](美)乌尔曼.机械设计过程[M].魏超和,译.北京:机械工业出版社,2010.
[11]哈尔滨工业大学电工学教研室.电工学[M].北京:水利电力出版社,1977.
Measures for Enhancing Service Span of Forming Roller of SAWH Plant
BI Xiufeng,CHEN Liang
(Shashi Steel Pipe Plant,Sinopec Engineering Machinery Co.,Jingzhou 434001,China)
Analyzed here in the essay is what got the service spans of Forming Rollers 1~3 mostly shortened.It is revealed that poor lubrication condition is very closely related to the said problem.Addressing the issue,a measure is proposed and taken,i.e.,adding one centralized lubrication system with control loop to realize lubrication of the forming rollers at regular time and with fixed oil quantity,which is so critical for enhancing the service spans of the said rollers.Without any manual operation interference,the added centralized lubrication system is full-automatically controlled,having the functions of automatic opening at pre-set time and automatic feeding with pre-set oil quantity. Thanks to the newly-provided lubrication system,service spans of the foresaid three forming rollers have been doubled.
SAWH pipe;forming roller;service span;centralized lubrication system;automatic control
TG431;TG335.75
B
1001-2311(2014)06-0072-04
2013-09-06;修定日期:2014-07-17)
毕秀锋(1981-),女,工程师,主要从事焊管生产机械设计工作。
猜你喜欢
魅力中国(2021年45期)2021-11-14
湖南工业职业技术学院学报(2021年3期)2021-08-22
山西冶金(2020年5期)2020-11-13
三联生活周刊(2017年33期)2017-08-11
中国重型装备(2016年4期)2016-12-19
锻造与冲压(2016年15期)2016-06-19
灾害医学与救援(电子版)(2016年2期)2016-03-11
火控雷达技术(2016年1期)2016-02-06
电子设计工程(2015年3期)2015-02-27
橡胶工业(2015年7期)2015-02-25
