
适于美国市场的半挂汽车车轴用无缝钢管的研制
2014-02-18 07:48张宝玉
钢管 2014年6期
张宝玉
(内蒙古包钢钢联股份有限公司无缝钢管厂,内蒙古包头014010)
适于美国市场的半挂汽车车轴用无缝钢管的研制
张宝玉
(内蒙古包钢钢联股份有限公司无缝钢管厂,内蒙古包头014010)
根据美国市场对半挂汽车车轴用无缝钢管的特殊要求,有针对性地进行成分设计、生产工艺制定和热处理制度的研究,对热轧态和热处理后的半挂汽车车轴用无缝钢管性能、硬度进行检测。指出750℃入炉保温3 min,随炉升温至910℃保温6 min后进行水淬;接着进行560℃回火,保温60 min后出炉空冷,是生产满足美国市场的半挂汽车车轴用无缝钢管要求的最佳热处理制度。
美国市场;无缝钢管;半挂汽车车轴;成分设计;热处理工艺;研制
车轴是半挂汽车底部重要的承载部件,根据半挂汽车高速、重载的要求,其车轴必须具有高强度、高韧性[1-5]。中国及东南亚地区生产整体式车轴用钢管的材质主要是20Mn2[6-7],而美国等国家的材质却不同。为打开美国半挂汽车车轴用无缝钢管市场,内蒙古包钢钢联股份有限公司(简称包钢股份)与广东富华工程机械制造有限公司联合开发了符合美国市场要求的半挂汽车车轴用无缝钢管。
1 美国对车轴用无缝钢管的要求
1.1 化学成分
半挂汽车车轴用无缝钢管的化学成分需满足美国ASTM A 29/A 29M—2005《热加工碳素钢和合金钢棒材的一般要求》标准[8]对1527钢级的成分要求,具体见表1。
1.2 交货状态及性能
美国对半挂汽车车轴用无缝钢管要求以热轧态交货,晶粒度≥5级,屈服强度≥315 MPa,抗拉强度≥490 MPa,伸长率≥21.0%。
1.3 试样热处理性能
2005年起,西安交通大学第一附属医院(以下简称“西安交大一附院”)胸外科开始尝试推行ERAS,由于涉及到外科、麻醉科、呼吸科、康复科等诸多科室和环节,刚开始,胸外科选择从几个点切进去,如呼吸道管理、疼痛管理、血栓预防等,2016年,ERAS延展到了所有环节。
根据协议要求,需对钢管取样进行热处理,热处理制度:750℃入炉保温3 min,随炉升温至910℃保温6 min进行水淬;520℃入炉、保温60 min后出炉空冷。试样热处理后的性能要求为:屈服强度≥690 MPa,伸长率≥20.0%,硬度223~277 HB。
2 无缝钢管的成分设计
根据美国市场对半挂汽车车轴用无缝钢管化学成分及性能的特殊要求,以及化学元素在钢中的作用[9],结合包钢股份生产经验,设计出该半挂汽车车轴用无缝钢管的化学成分,见表2。

表2 半挂汽车车轴用无缝钢管的化学成分设计(质量分数)%
由于包钢股份炼钢生产的工艺特点,其他残余元素的含量远远低于要求,因而不进行特别设计。
3 生产工艺路线
为保证产品质量及成品性能的稳定,通过对生产技术方案进行讨论研究,制定了半挂汽车车轴用无缝钢管的生产工艺路线:80 t顶底复吹转炉冶炼→LF精炼→喂CaSi丝处理→连铸圆坯→Ф180 mm MPM连轧管机组轧管→包装入库。
3.1 连铸生产情况
连铸坯的规格为Ф180 mm,平均拉坯速度为2.45 m/min,平均过热度为24.7℃(该钢种的液相线温度为1 506℃)。连铸坯的化学成分和硫印检验结果见表3~4。
从表3~4可以看出:连铸坯的化学成分完全满足设计要求,残余元素及硫印检验结果表明包钢生产车轴用无缝钢管的冶炼质量相当理想。
3.2 轧管生产情况
3.2.1 轧管工艺流程
环形炉加热→穿孔→Ф180 mm MPM连轧管机轧管→定(减)径→精整检验→包装入库。
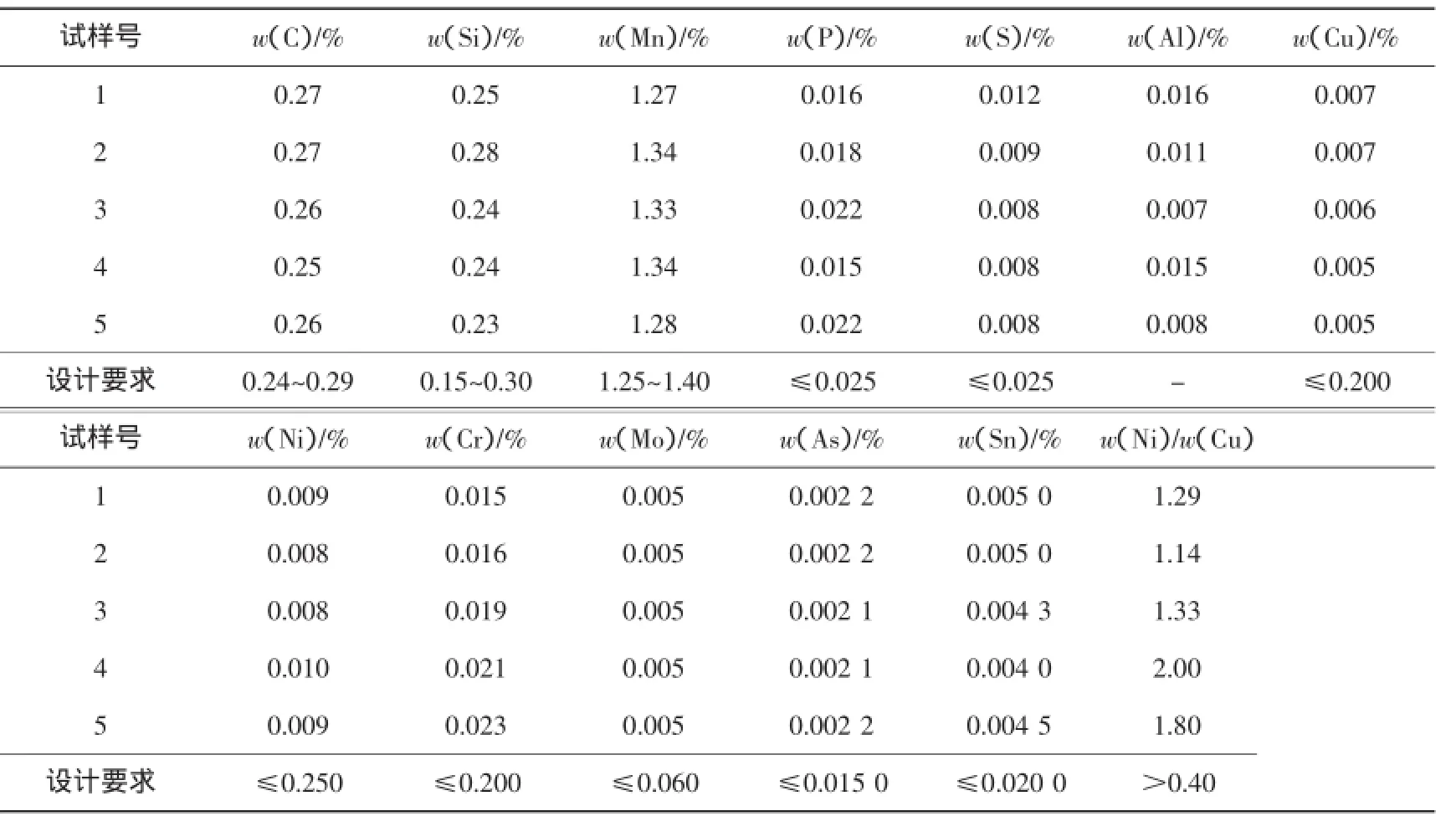
表3 连铸坯的化学成分

表4 连铸坯的硫印检验结果级
3.2.2 轧制工艺控制
出口半挂汽车车轴用无缝钢管的规格为Ф127 mm×12 mm。环形炉加热二段的内外环温度控制在1 240~1 260℃,均热二段的内外环温度控制在1 270~1 290℃,加热时间不超过4 h。穿孔后的毛管温度为1 230~1 240℃,经过正常的抗氧化处理,确保连轧管机芯棒的润滑效果,最终获得良好的内表面质量。热成品出定(减)径机温度为930~960℃,空冷时控制好冷床速度,避免钢管弯曲。
3.3 性能检测
对热轧状态无缝钢管进行拉伸性能及晶粒度检测,结果见表5。从表5可以看出:半挂汽车车轴用无缝钢管晶粒度及热轧状态的力学性能均满足标准要求。
4 热处理性能试验
经调质处理后的钢管既要有高的强度极限和屈服极限,又要有足够的塑性和韧性,即钢管经调质处理后具有高的综合力学性能[9]。分析热轧态钢管性能的检测情况可知:屈服强度、抗拉强度及伸长率均较为理想,通过调质热处理后,能达到热处理后的性能要求;因此,调质后的硬度将成为影响钢管性能的制约因素,有针对性地开展热处理后硬度的研究,成为热处理的关键环节。
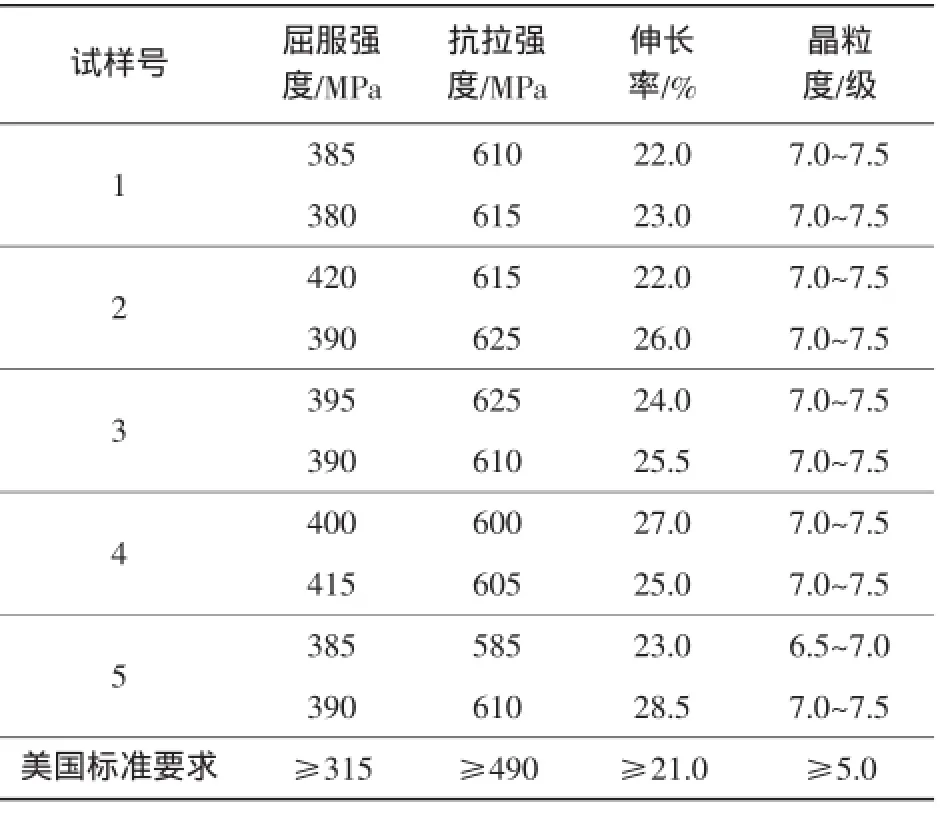
表5 热轧态无缝钢管的拉伸性能及晶粒度检测结果
4.1 调质热处理后的硬度
根据协议要求的热处理工艺,首先采用520℃回火+空冷工艺处理,对处理后的钢管进行性能检测,结果显示其布氏硬度值明显偏高。由于淬火钢回火后的硬度主要取决于回火温度,而与回火时间的关系较小[10];为此采取提升回火温度的措施,以降低布氏硬度,即将回火温度调整至540℃和560℃。半挂汽车车轴用无缝钢管经不同回火温度热处理后的硬度检测结果见表6。由表6可以看出:采用560℃回火工艺生产的半挂汽车车轴用无缝钢管,完全能够满足美国标准对其硬度的要求。
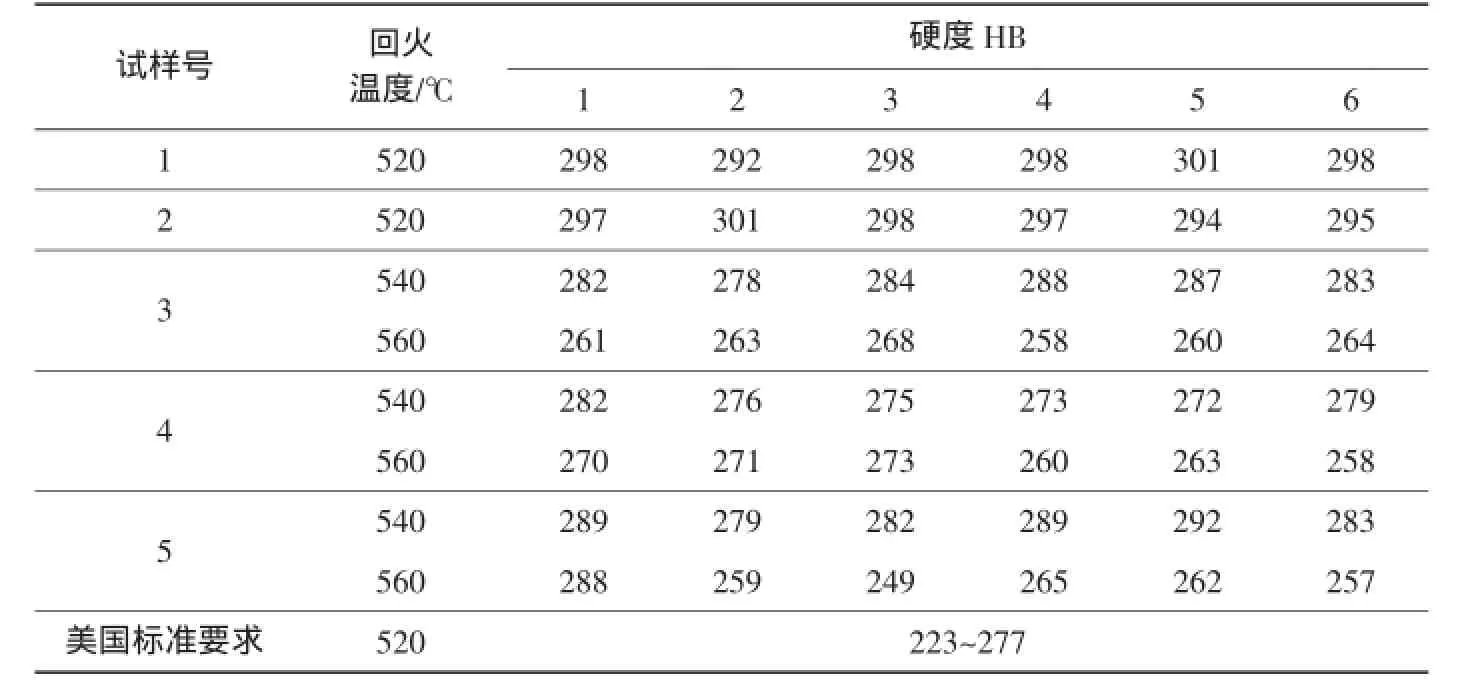
表6 半挂汽车车轴用无缝钢管经不同回火温度热处理后的硬度检测结果
4.2 热处理后的性能
对经过560℃回火热处理后的半挂汽车车轴用无缝钢管进行性能及组织检测,结果见表7。
从表7可以看出:经过560℃回火热处理后的半挂汽车车轴用无缝钢管,无论是拉伸性能,还是布氏硬度值,均能达到美国标准要求。其组织状态良好,全部为回火索氏体,其金相组织如图1所示。

表7560 ℃回火热处理后的半挂汽车车轴用无缝钢管性能及组织检测结果

图1560 ℃回火热处理后的车轴用无缝钢管金相组织
5 应用效果
在运输途中,半挂汽车车轴将不可避免地受到冲击载荷,甚至低温冲击载荷的作用;为此,对生产的半挂汽车车轴用无缝钢管进行了-60℃冲击载荷试验,结果非常稳定。
包钢股份生产的半挂汽车车轴用无缝钢管经广东富华工程机械制造有限公司加工为半挂汽车车轴,其化学成分及生产工艺经美国相关部门检验合格,已取得美国PPAP(Production part approval process汽车产品零件批准程序)的产品认可,表明使用生产的1527钢级无缝钢管加工的半挂汽车车轴已具备向美国批量供货的能力。
6 结论
(1)设计的半挂汽车车轴用无缝钢管化学成分符合美国ASTM A 29/A 29M—2005标准对1527钢级的要求。
(2)根据设计的工艺路线及技术方案生产的半挂汽车车轴用无缝钢管,其性能完全满足热轧态交货要求。
(3)通过热处理试验表明:生产的半挂汽车车轴用无缝钢管热处理后的硬度、屈服强度及伸长率完全能够满足美国市场对半挂汽车车轴的要求。
(4)通过对钢管热处理后的性能研究,最终确定750℃入炉保温3 min,随炉升温至910℃保温6 min后进行水淬;560℃回火、保温60 min后出炉空冷是生产适于美国市场的半挂汽车车轴用无缝钢管的最佳热处理制度。
[1]张迎春.汽车半轴套管开裂原因分析[J].热加工工艺,2009,38(12):153-154.
[2]徐连奎,马海生.汽车轴头用Φ198 mm×22 mm 30Mn2热轧厚壁钢管的开发[J].钢管,1996,25(3):32-37.
[3]丁兆磊.挂车车轴疲劳强度分析及优化设计[D].淄博:山东理工大学,2013.
[4]赵劲林,李国强,韩刚.半挂汽车及配套件技术发展趋势[J].黑龙江交通科技,2002(6):53.
[6]张义伟,孙建,程广萍,等.20Mn2车轴钢连续冷却转变规律的研究[J].热加工工艺,2013,42(22):86-88.
[7]黄重国,董红磊,袁清华,等.XCQ16和20Mn2车轴用钢疲劳失效的微观机理[J].北京科技大学学报,2009,31(8):988-994.
[8]American Society for Testing and Material.ASTM A 29/A 29M—2005 Standard specification for steel bars,carbon and alloy,hot-wrought general requirements[S].2005.
[9]杨宗毅.轧钢技术辞典[M].石家庄:河北科学技术出版社,1991.
[10]刘宗昌.材料组织结构转变原理[M].北京:冶金工业出版社,2006.
R&D of Seamless Steel Tube for Semi-trailer Axle Service Suitable for US Market
ZHANG Baoyu
(Seamless Steel Tube Plant,Inner Mongolia Baogang Ganglian Corp.,Ltd.,Baotou 014010,China)
Following the special requirements for the seamless steel tube for semi-trailer axle purpose by the US market,the chemical composition,the manufacturing process and the heat treatment schedule are accordingly designed and determined,while testing and inspections are conducted to the as-hot rolled and as-heat treated seamless steel tubes for semi-trailer axle service for their properties and hardness.It is concluded that the following heat treatment schedule should be deemed as the best one to satisfy the requirements by the US market for the seamless steel tube for semi-trailer axle purpose.First the tube is held in the furnace at 750℃for 3 minutes,then held for 6 minutes along with the temperature going up to 910℃,and water quenched.Afterwards,the tube is immediately tempered at 560℃,then held for 60 minutes,and finally,after leaving the furnace,air cooled.
US marke;seamless steel tube;semi-trailer axle;chemical composition design;heat treatment schedule;R&D
TG335
B
1001-2311(2014)06-0030-04
2013-07-19;修定日期:2014-10-31)
张宝玉(1968-),男,高级工程师,长期从事无缝钢管的质量检验工作。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
科学导报(2022年6期)2022-02-06
重型机械(2019年3期)2019-08-27
钢管(2019年3期)2019-03-18
小康(2017年25期)2017-09-07
中国自行车(2017年5期)2017-06-24
邢台职业技术学院学报(2016年5期)2017-01-07
现代冶金(2016年6期)2016-02-28
中国铁道科学(2015年2期)2015-06-26
中国铁道科学(2014年6期)2014-06-21
