智能化电子标签货物分拣系统设计与实现
2014-02-18 09:29佘勇
物流技术 2014年11期
佘 勇
(贵州电子信息职业技术学院 计算机科学系,贵州 凯里 556000)
1 引言
在整个物流体系中,物流中心扮演着重要的角色,其主要功能包括货物的仓储、运输、装卸、搬运、分拣、包装、流通加工,以及物流信息处理等内容[1],如图1所示。
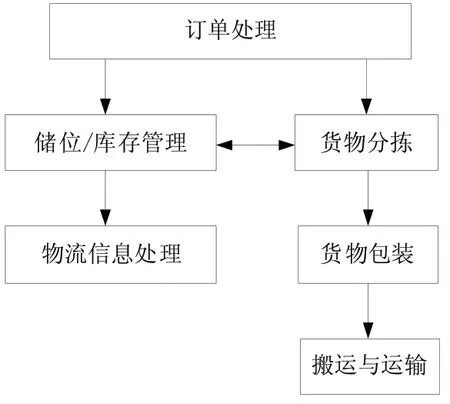
图1 物流中心主要功能
货物分拣是整个物流中心最复杂的一项任务,旨在有限的时间内迅速、正确的将顾客订购的商品加以汇集[2-3]。其中物流中心与货物分拣直接相关的成本占总人工成本50%以上,占总物流成本的15%-20%,且占整个物流中心业务时间的30%-40%,就成本、人力,或者是时间的角度来看,都显示了货物分拣业务的重要性。因此,如何规划及导入一套适当的货物分拣系统或设备,并在物流中心运用先进技术与设备来改善分拣效率,并同时兼顾拣取正确率,一直是物流现代化努力的方向。
借助计算机系统与电子设备相结合的智能化电子标签技术,分拣系统可以在最短时间内从仓库中准确找到要出库的物品所在的位置,将从不同储位上取出的货物按照配送地点送到不同区域进行分拣,对于物流中心货物分拣效率的提升非常显著,一般可达到30%以上,同时在拣取正确率方面也有令人满意的成效,几乎可以达到99.9%以上的正确率。目前基于智能化电子标签技术的货物分拣已经成为广为采用且成效最卓著的货物分拣方法[4]。
基于射频识别的电子标签技术在智能化货物分拣系统实现中有着巨大的发展空间[5-8]。本文研究了辊子浮出式货物分拣装置下,一种新型智能化电子标签货物分拣系统的设计与实现。
2 货物分拣系统业务流程
货物分拣系统的目标是在无货物分拣错误率的情况下将货品及时配送给顾客。整个货物分拣的流程分为如下几个部分:
(1)货物分拣数据的形成─即将顾客订单资料转换成可供分拣使用的信息,包括书面与电子化的货物分拣信息,在此基础上形成货物分拣指示。
(2)货物搬运─进行货物分拣时,需要货物出现在分拣员面前。该过程即货物分拣人员按照货物分拣指示行走至物品放置处与拣取完后搬运行走至暂存区。
(3)货物拣取─按照货物分拣指示走至储位附近后,找寻正确的储位,并且自拣取储位拣取正确货物的项目与数量。
(4)分类与集中─当找到正确储位后,依货物分拣指示拣取所需数量及做确认。拣取完后,如果采取批量拣取,则需按照顾客订单加以分类整理。按照顾客订单拣取完后或分类后,再按照配送车辆路线加以分区集中暂存。
整个货物分拣流程如图2所示。
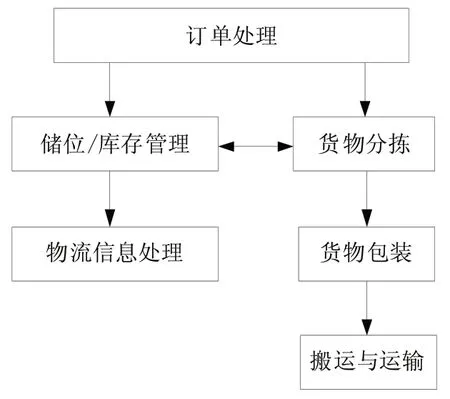
图2 货物分拣业务流程
3 智能货物分拣系统设计
在本文的智能化电子标签货物分拣系统中设计了5 个分拣道口,货物的输送滚道采用的是椭圆环形,分拣系统的总体布局如图3所示,即在每个分拣道口上设置一个辊子浮出式分类装置,货物沿滚道逆时针运动。

图3 分拣系统总体布局图
将原现场整个理货区域分为四个小区段,每个区段配置20个电子标签及一个中文字幕机用以显示业务项目的名字。业务人员采取单边播种理货方式[9],行走一圈后不仅可以将某一单品的业务完成,同时尚可继续进行下一个货物。在起头端,控制计算机处共设置有两支条形码扫描仪,其一为货物分拣前可以针对各货物进行总量查核之用的扫描仪,这是Keyboard接口,另一支扫描仪则是为各货物欲进入播种分类区前的扫读条形码,具有RS232界面并配有RS232转RS485的转换器。
系统主要功能包括如下几个主要模块:标签信息读取与识别子模块、货物分拣子模块、数据输出子模块等。下面分别介绍主要的子模块的设计过程:
(1)货物标签信息读取与识别子模块。系统在入口和各出口分别安装了射频读写器,使货物在不同运动状态下都能实现信息的实时更新和动态跟踪。在系统中采用固定式解读器,分别分布在不同滚道和分拣道口,且与PLC 控制单元相连,当解读器得到信息之后,将控制信号反应到PLC上驱动相应的动作部件开始分拣。
当货物从入口进入后,射频读写器对电子标签上的信息读出,并分配分拣道口,安装在入口机架下方的压力传感器将货物的重量称出(货物毛重)。如果货物重量超出分拣装置分拣货物的最大值时,货物将沿着滚道运行,并从回流口返回。当分拣物到达分拣道口,射频读写器识别货物,辊子浮出式分拣装置的电动机和液压缸得到信号,短辊子浮出并转向,货物即被分拣。输送在线获得的信号(电子标签的识别信号、货物的定位识别信号、货物的重量信号等)和当货物通过辊子浮出式分拣装置时短辊子的作用信号(沉浮和转向信号、转向角度信号)被一并发送到主控微机上,从而实现货物标签信息的读取。除此之外,另外一个扫描设备用来获取货物数量信息。当理货人员从仓库将各单品的需求总量拣出后,可至电子标签货物分拣系统的控制计算机前以条形码扫描仪扫读商品条形码后,并通过计算机屏幕所显示的总量进行播种分类前的总量核查,以确保业务的正确性。如图4所示。

图4 货物类型与数量扫描
(2)货物分拣子模块。分拣系统的控制是该子模块实现的关键。在该过程中,主控微机与WMS 系统相连接,最终货物的运动状态由WMS系统来实现集中控制管理,分拣系统控制流程如图5所示,在图中可以看出货物运行到不同位置与控制中心的信息交换。

图5 货物分拣控制流程
在执行货物分拣时,理货人员可将整商品分搬至小推车/台车上,提高业务人员于播种分类时的效率。由于采取分区播种,同一时间可以有多种不同货物在整个播种区域内作业,每一区配置一个中文显示广告牌以显示各区段正在工作的名称,以提升人员的辨识精度。智能化电子标签货物分拣系统的工作流程如图6所示。

图6 基于智能电子标签的货物分拣
4 系统硬件架构实现
系统硬件架构如图7所示。主要硬件包括:
(1)电子标签系统主控计算机与外接的控制器,是以ethernet为主要的网络架构,采用TCP/IP通讯协议,传输速度可达10/100Mbps。
(2)在WIN95/98/2000/NT操作系统下,一部个人计算机依可用的IP数来决定可接多少电子标签系统组件。系统中采用TCP/IP 控制器(AT500/AT500N):每个控制器有5 个接头,每个接头可控制30 个标签组件,则每个TCP/IP 控制器可控制150个标签组件(含电子标签、显示器等)。
(3)电子标签系统的所有组件均采cable-less,可任意移动及装卸。在标签的面板设计上,除了灯号与按键外,尚有一可显示数量的5位数LED显示设计。标签设计除有灯号外,尚有蜂鸣的功能。中文字幕机可显示中文字。
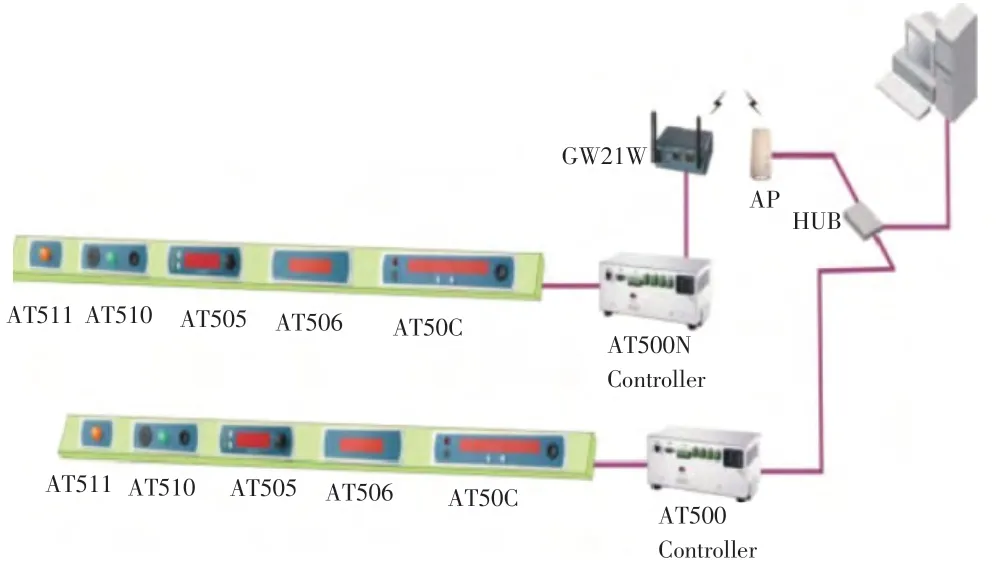
图7 基于智能电子标签的货物分拣系统硬件架构
5 结语
经过多年的实际运用及产品设计改良,智能化电子标签技术在物流系统中得到了广泛的应用。将智能化电子标签技术运用射频识别与智慧化控制策略,能够实现货物在分拣过程中的准确信息采集、传输、回馈和控制等,在物流系统中有着广泛重要的应用前景。
[1]刘昌祺.物流配送中心设计[M].北京:机械工业出版社,2002.
[2]刘昌祺.物流配送中心拣货系统选择及设计[M].北京:机械工业出版社,2004.
[3]傅静芳.配送中心的拣货作业模式研究[J].物流技术,2005,(3).
[4]游战清,李苏剑,等.无线射频识别技术理论及应用[M].北京:电子工业出版社,2004.
[5]万隆君,徐轶群.基于感应式电子标签的物流自动化管理系统[J].集美大学学报(自然科学版),2003,8(3):267- 270.
[6]徐强.电子标签拣货系统的研究与设计[J].物流科技,2008,(4).
[7]陈军统.电子标签拣货系统的设计[J].科教文汇(上旬刊),2006,(8).
[8]黄启明.自动分拣系统及其应用前景分析[J].物流技术,2002,(5):35-38.
[9]李诗珍,杜文宏,等.配送中心的单品拣取模型及应用[J].物流技术,2005,17(9):75-76.
猜你喜欢
汽车工程师(2021年12期)2022-01-17
军民两用技术与产品(2021年12期)2021-03-09
精密制造与自动化(2020年2期)2020-06-30
中国重型装备(2019年2期)2019-05-13
机械设计与制造(2018年11期)2018-11-12
中国交通信息化(2017年8期)2017-06-06
电子制作(2016年1期)2016-11-07
腹腔镜外科杂志(2016年9期)2016-06-01
橡胶科技(2016年5期)2016-02-25
建筑工程技术与设计(2015年22期)2015-10-21