
晶体硅太阳能电池片印刷工序对正电极拉力值的影响因素研究
2014-02-10 17:45李强强等
科技创新与应用 2014年5期
关键词:引言
李强强等

摘 要:在晶体硅太阳能电池片生产中,正面电极主栅拉力值是电池片可靠性的重要指标之一。文章结合理论实践从烧结工艺和电池片正面电极主栅高度两方面进行验证、分析,得出烧结炉烘干温度、主栅印刷高度对电池片主栅焊接拉拔力影响最大。从成本降低和产品可靠性综合考虑得到提高主栅焊接拉拔力的方法。
关键词:太阳能电池片;主栅焊接拉拔力;烧结炉 引言
晶体硅太阳能电池片的应用和发展中,电池的生产成本和可靠性成为行业发展考虑的重要因素。银浆料的生产成本在整个生产过程中所占比例最大,印刷太阳能电池片通过设计不同图形和采用不同规格的网布降低生产成本,但降低成本同时会对电池片的主栅焊接拉力值产生影响。正常生产过程中,主栅焊接拉力值主要受烧结烘干温度、主栅印刷高度影响。
烧结炉烘干区温度过低,银浆中的有机溶剂不能完全挥发,银栅线不能很好的粘附在硅片上,烧结过程中晶硅原子溶入到电极金属中,这个过程只有几秒钟,虽然烧结温度很高银浆中有机溶剂仍可以挥发,但几秒钟的时间挥发非常有限,所以在这种情况下不会形成很好的晶体电极合金系统,银浆料成分中较多有机溶剂杂质可能会导致拉力值较低的情况。烧结炉烘干区温度过高,银浆料中有机溶剂挥发过快,银浆料扩散较慢,会造成金属颗粒之间疏松孔隙过大,主栅致密性较差,焊接拉力值过低。
通过实验不同烧结工艺追踪主栅拉力值的变化趋势,确定最佳烧结工艺。在最佳烧结工艺下调节不同主栅高度,追踪主栅高度对主栅拉力值影响,本文通过实验研究烧结工艺和正电极印刷高度对拉力值变化趋势,获得最佳的主栅焊接拉拔力的烧结工艺。
1 Despatch烧结工艺对拉力值影响
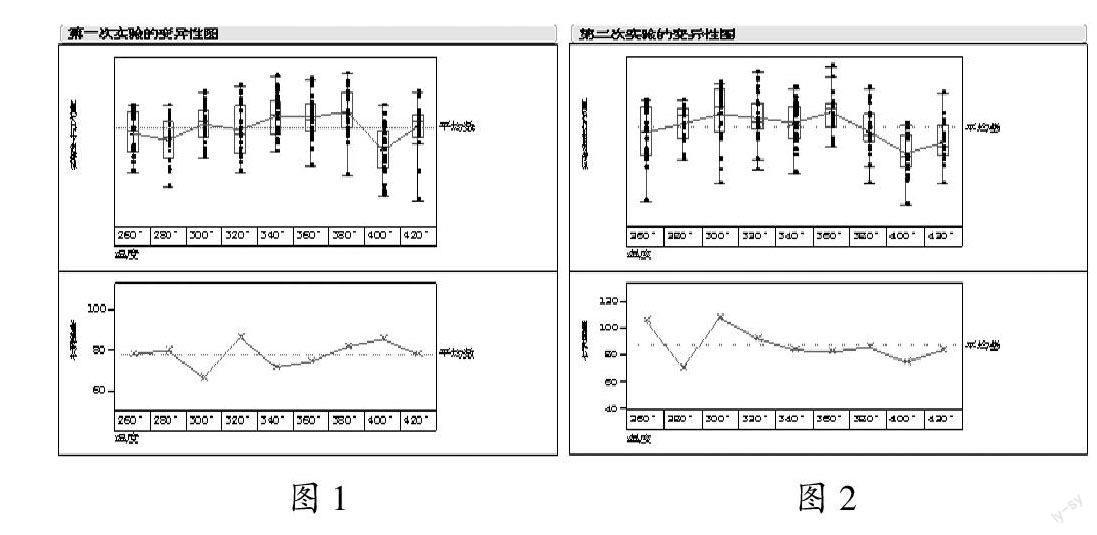
根据理论分析烧结工艺对正面电极拉力值的影响主要是烧结炉烘干区域。实验固定一款正电极浆料,调节不同烘干温度,采用同种焊接工艺条件并使用同一拉力机台测试,在同一实验条件进行两次实验,分析拉力平均值大小和各拉力点的稳定性,对比两次实验趋势是否一致,实验条件如下表:
图1为第一次实验数据,数据中实验条件五、实验条件六拉力值相对较大,并且标准方差相对较小。图2为第二次实验数据,实验结论和第一次实验结论保持一致。总体分析:本次实验根据拉力值大小和标准方差及两次实验的结论,确定烧结炉烘干区域温度设定为340-360度区间为最佳烧结工艺。
2 主栅高度对拉力值影响
根据1实验结果确定烧结炉烘干区温度变化会对正电极主栅 拉力值产生影响,确定烧结工艺是印刷车间影响主栅拉力值的一个重要因素,后续对主栅高度对拉力值影响进行试验分析。确定同一烧结工艺,调节不同主栅高度进行拉力值测量,实验条件为:
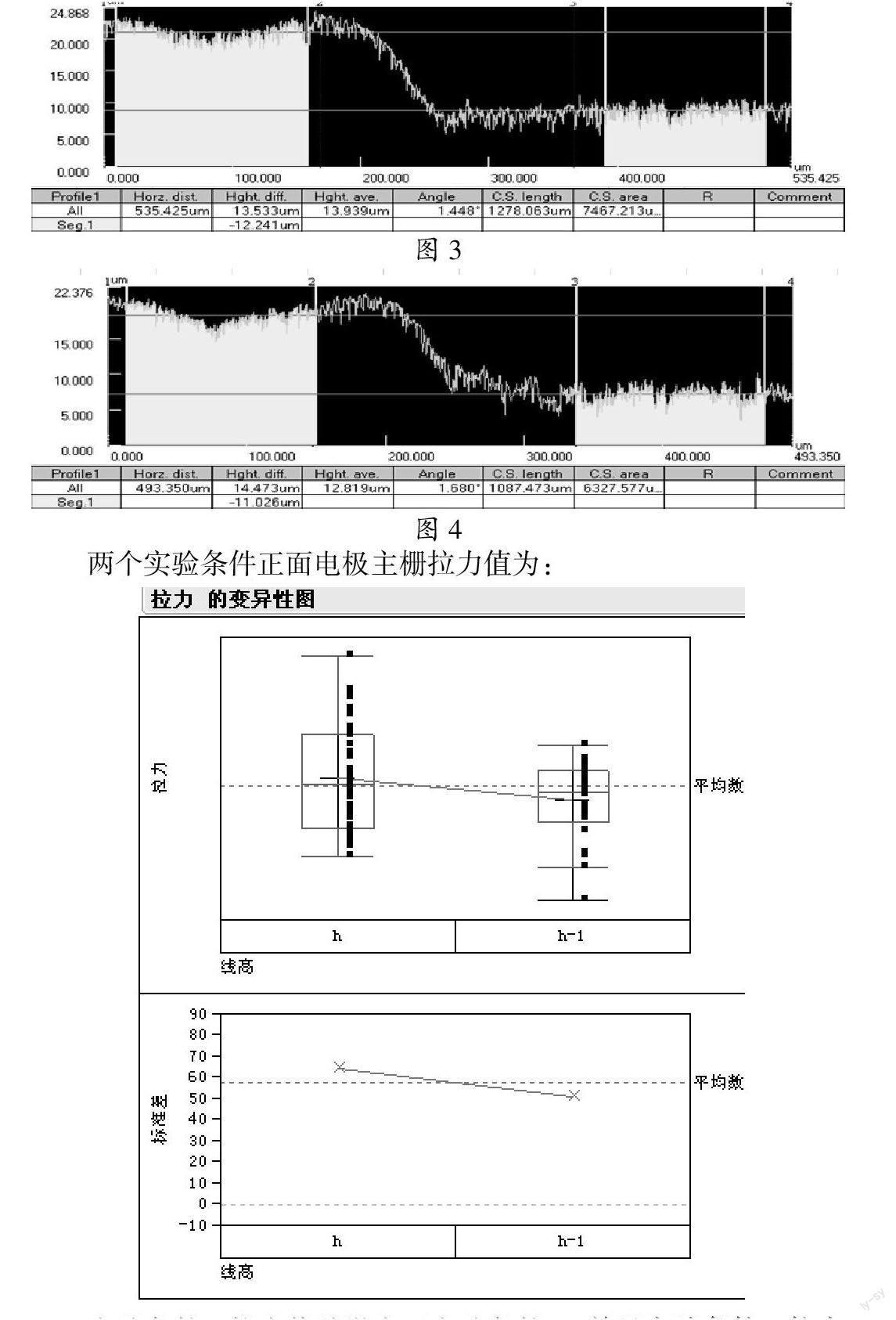
使用基恩士测试主栅高度,图3为实验条件一测量结果,主栅高度为h微米;图4为实验条件二测量结果,主栅高度为h-1微米;
两个实验条件正面电极主栅拉力值为:
实验条件一拉力值稍微大于实验条件二,并且实验条件一拉力值较稳定,此趋势表明主栅高度越高拉力值越大。
3 结论与应用
本文证明印刷车间烧结工艺和正面电极主栅高度两个方面是影响正面电极主栅拉力值的主要因素,其中燒结炉工艺对拉力值影响较大,主栅高度对拉力值影响较小。考虑到各企业生产中使用不同型号网版、银浆料、烧结炉等因素,无法确定具体工艺条件,本文重点研究拉力值的变化趋势,为量化生产中正面电极主栅拉力值提供调节方向。
猜你喜欢
科技创新导报(2016年23期)2016-12-23
商(2016年26期)2016-08-10
商(2016年26期)2016-08-10
商(2016年26期)2016-08-10
商(2016年26期)2016-08-10
考试周刊(2016年50期)2016-07-12
考试周刊(2016年50期)2016-07-12
考试周刊(2016年50期)2016-07-12
商(2016年18期)2016-06-20
考试周刊(2016年42期)2016-06-18
