
浅谈内花键冲头的设计
2014-02-10 10:35曾远新
机电工程技术 2014年3期
曾远新
(广东柳菱宏通实业有限公司,广东梅州 514089)
浅谈内花键冲头的设计
曾远新
(广东柳菱宏通实业有限公司,广东梅州 514089)
为了加工带沉孔的小尺寸内花键,设计制造了专用冲头,利用现有冲床设备,加工出合格的产品,实例表明方法是可行的、效果是良好的。
冲头;设计;应用
一般产品的内花键加工,根据尺寸大小、模数、压力角等可选用拉削或插削的方法,但有些模数小、直径小及台阶孔或盲孔的内花键则无法用拉刀来拉削。
以笔者公司生产的赛车零件-连接法兰(见图1)为例。

图1 赛车零件-连接法兰
1 内花键齿分析
内花键齿参数:齿数29齿,模数0.635,压力角45°,分度圆齿槽宽1.4,花键小径ϕ18.1+00
.1,花键大径ϕ19.5,量棒直径15.93+00.08,对于这种小模数的内花键加工如采用插齿的方法加工,刀具制造上有一定的难度并且刀具的制造周期长。用电火花加工内花键虽是可行的,只须设计电极棒。但用电火花加工内花键,费工又费时而且生产效率低。如果采用冲头来替代电火花加工花键就会容易的多。因此笔者设计了冲头来替代电火花加工内花键的方案。冲头在外力的作用下可一次性完成内花键的加工,操作方便、成本低。
与内花键孔相配的零件是固定齿套其参数;齿数29齿,模数0.635,压力角45°,分度圆齿弧厚1,齿外圆直径ϕ19.10-0.1,固定齿套安装在连接法兰的内花键孔上不受外力的作用。
2 冲头组件设计
冲头组件(见图2)是由冲头和限位套组成;冲头用来冲产品的内花键孔,限位套是用来控制产品加工中内花键孔的深度。
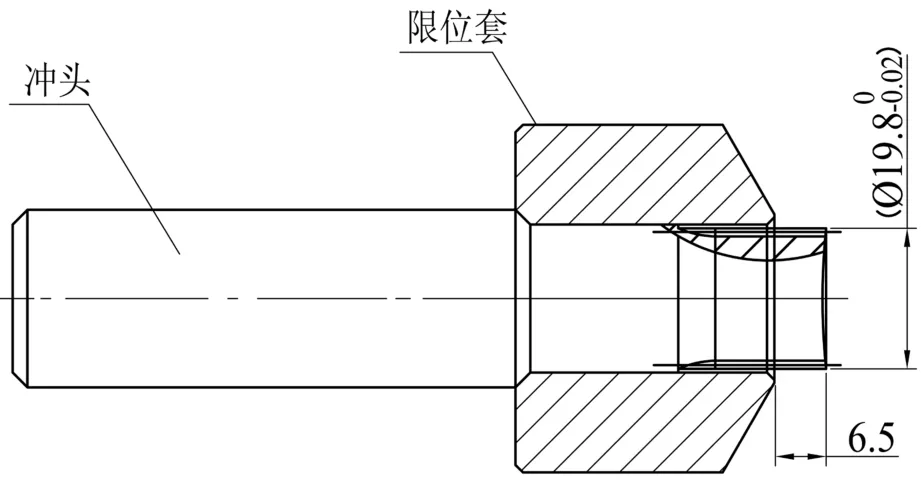
图2 冲头组件
(1)冲头
冲头(见图3)材料选用Gr15,热处理:淬硬60~65HRC。
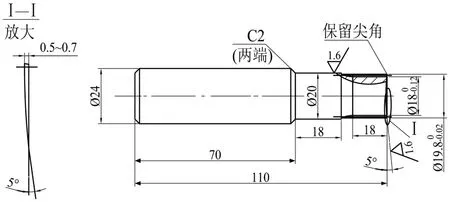
图3 花键齿轮冲头
冲头参数:齿数29齿,模数0.635,压力角45°,设计分度圆齿弧厚1.45、齿外圆直径ϕ19.80-0.02,量棒直径1.591,跨棒距为21.62+00.13。
冲头的齿外圆设计为ϕ19.80-0.02比产品的内花键齿外圆ϕ19.5(花键大径尺寸)大0.3 mm;分度圆齿弧厚为1.45,其目是防止热处理后发生缩孔和变形。
(2)限位套
限位套(见图4)的材料选用20GrMnTi, 热 处理:淬硬60~65HRC,限位套装入冲头中,右端的60°锥面与产品的内锥面相贴,外圆ϕ47与产品的内凹位孔相配合,防止冲头与产品之间发生位移,施力后冲头向下移动,冲出内花键齿后将冲头取出,工作过程如下:
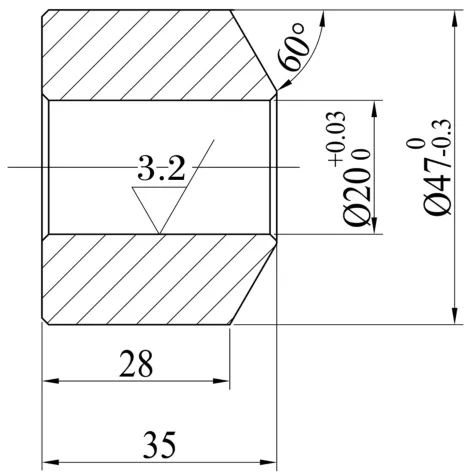
图4 限位套
将冲头直接装夹到冲床上,产品安装到夹具体上,调整产品花键孔与冲头的同轴度0.015 mm(夹具保证)后加工,冲头与连接法兰(见图5)工作示意图。
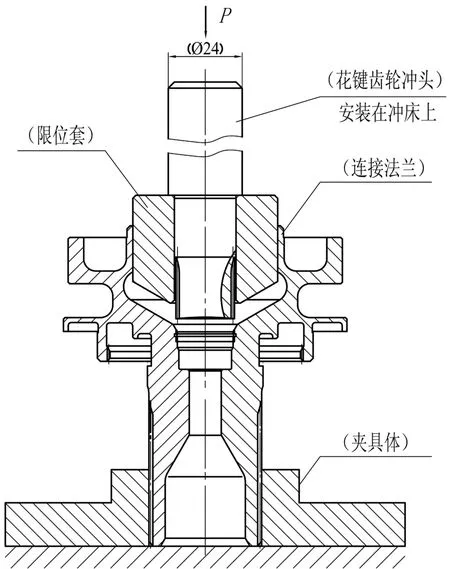
图5 冲头与连接法兰工作示意图
在力P的作用下冲出内花键齿,经检验冲出的内花键齿符合图纸的设计要求并进行了批量生产,比原来预计用电火花加工内花键效果更好。
3 结论
由以上例子说明,利用专用冲头来加工特殊的、尺寸小的内花键,方法是可行的,效果也是良好的,其且操作简单、生产效率高,且冲头可以自己制造、节约成本特别适应在新产品试制及小批量生产中。
[1]熊万武.齿轮设计手册:下册[M].北京:机械工业出版社,1990.
[2]闻邦椿.机械设计手册:第5版 第2卷[M].北京:机械工业出版社,2010.
Design of Internal Spline Punch
ZENG Yuan-xin
(Guangdong Liuling Hongtong Industrial Co.,Ltd,Meizhou514089,China)
To produce small size internal splines with counterbores, the author designed a specialized punch for existing punching machines.It’s proved to be workable and with good effect in sample application.
punch;design;application
TH122
B
1009-9492(2014)03-0076-02
10.3969/j.issn.1009-9492.2014.03.023
曾远新,男,1959年生,广东梅江人,中专,工程师。研究领域:机械设计制造。已发表论文3篇。
(编辑:向 飞)
2013-09-13
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
装备制造技术(2020年1期)2020-12-25
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
电子器件(2015年5期)2015-12-29
