
挤压铸造设备压射运动参数的实验研究*
2014-02-10 10:34宋雷,邵明
机电工程技术 2014年3期
宋 雷,邵 明
(1.广州科技贸易职业学院,广东广州 510442;2.华南理工大学机械与汽车工程学院,广东广州 510640)
挤压铸造设备压射运动参数的实验研究*
宋 雷1,2,邵 明2
(1.广州科技贸易职业学院,广东广州 510442;2.华南理工大学机械与汽车工程学院,广东广州 510640)
压射功能是挤压铸造设备的核心功能之一,压射过程的运动参数是对铸件的质量有着重要的影响。通过对压射运动参数进行实验研究,发现压射速度存在明显的波动,并对造成压射速度波动的主要原因进行分析,提出了改进建议。
压射机构;挤压铸造;运动参数
0 引言
压射功能是挤压铸造设备的核心功能之一,压射机构,如图1所示,是执行压射功能的核心机构,其主要由压室、冲头和推杆组成。压射机构的运动参数是挤压铸造工艺的核心工艺参数,主要包括冲头的位移、压射速度和压射加速度,压射压力是表征挤压运动动力的关键参数,也是运动参数研究中不可忽略的指标[1-5]。压射机构的运动参数对铸件质量和设备的运行性能有着重要的影响,在工作过程中压射机构会产生较为强烈的摩擦作用,使得压射过程中运动参数产生波动,造成金属熔液卷气、铸件缩松、冷隔等缺陷。研究压射过程中运动参数变化规律,对优化工艺参数、提高铸件质量具有十分重要的作用。

图1 挤压铸造机压射机构示意图
1 实验设计
在本实验研究中以KDJ-250T卧式挤压铸造机作为研究对象,该机最大锁模力2 500 kN,铸件重量范围为1.5~3 kg,以如图2(a)所示的阶梯板为铸造对象,其模具结构如图2(b)所示。实验时将挤压铸造机的参数设置为典型工艺状态,压射压力为78 MPa,压射速度为0.1 m/s,模具和压室预热到约200℃。冲头位移、压射速度和压射加速度具有微分关系,在测量中只需要检测冲头位移就可以获得其余两个参数。由于压射机构中空间十分有限,较难采用直接方式测量压射压力,压射机构是采用液压油缸驱动的,因此可以采用检测液压油压力的方式间接测量压射压力。挤压铸造设备根据铸件的典型工艺参数生产铸件,通过拉线位移传感器和液压油压力传感器检测压射机构的运动参数。
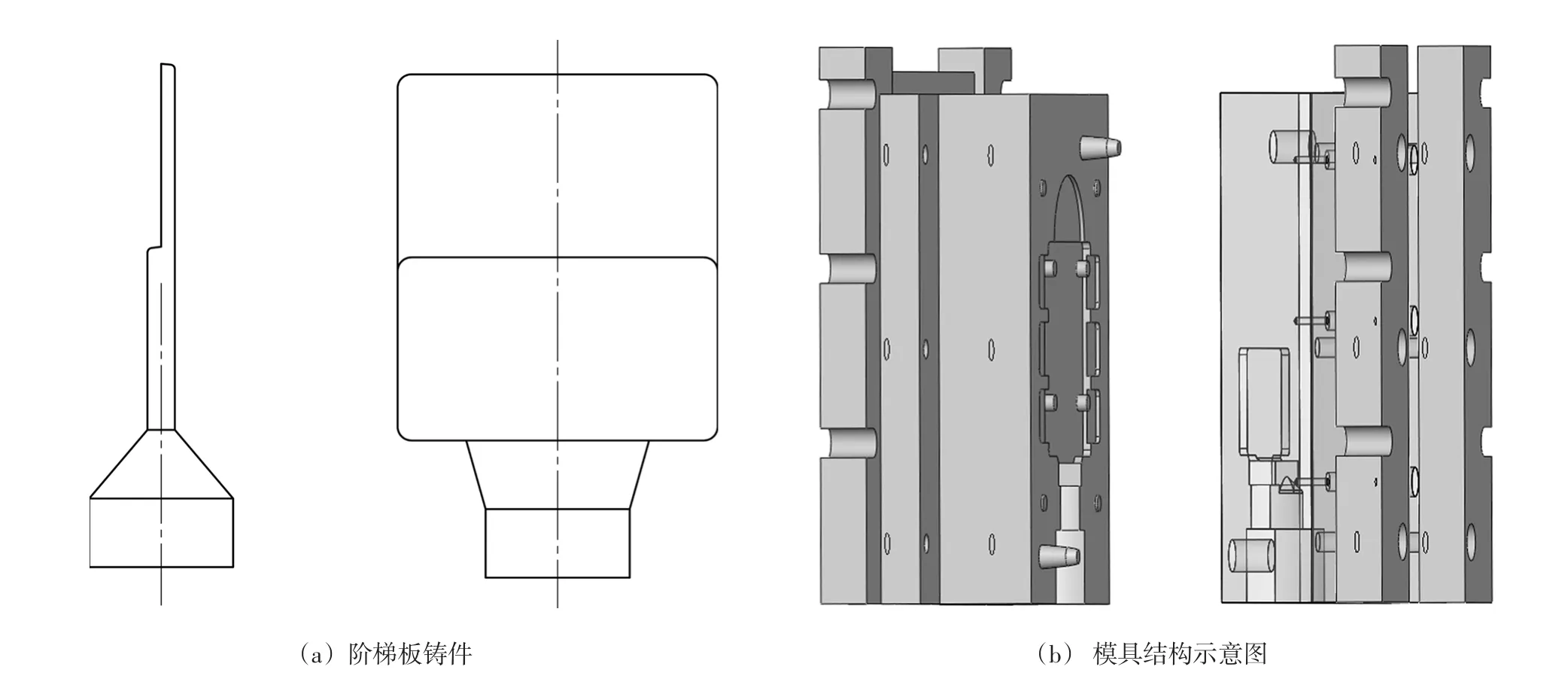
图2 铸件与模具结构示意图
2 实验结果与分析
2.1实验结果
挤压铸造实验测得的压射机构典型运动参数曲线如图3所示。
2.2实验结果的分析
压射机构的功能是将金属熔液推射入模型型腔,因此主要分析压射机构的上升运动过程。从实验结果中可以看到冲头上升过程中压射压力起初较小,在上升过程的后半段压射压力呈阶跃性的达到高压力,这使得压射压力存在低压和高压两个阶段。进入高压阶段中压射压力有一个小幅度的缓慢增大过程。压射速度存在明显的低速和高速两个阶段,在低速阶段中除了在启动过程中压射速度有明显的波动外,其余时间中压射的速度可以保持较好的稳定性,这从压射加速度的实验数据中也可以得到验证,与低速阶段对应的压射加速度的波动主要是在启动阶段,其余时间的压射加速度基本为0;在高速阶段中,压射速度有明显的波动,这也与压射加速度的实验数据是对应的。
从实验中可以发现,压射压力和压射速度均可以达到铸件的工艺要求,但是在压射机构工作过程中压射速度和加速度存在明显的波动,这种波动容易造成压射过程中金属熔液卷气,影响铸件质量。压射机构在工作过程中有受到较为强烈的热作用和机械力作用,这使得冲头与压室之间存在较为强烈的摩擦作用,金属熔液会渗入压室与冲头之间的间隙,这又会增加冲头与压室之间的摩擦,这种摩擦作用是造成压射速度波动的主要原因。此外压射速度的波动主要是在高速阶段,这与压射压力高压阶段中的缓慢升压过程相重叠,而压射压力又是冲头运动的主要动力源,因此可以推测压射压力也是造成压射速度波动的原因之一。要避免压射速度的波动提高铸件质量,需要使压室与冲头之间保持良好的润滑条件,采取有效地温度控制方法,减小压室与冲头之间的摩擦的作用;此外要提高液压系统的性能,使高压阶段中的缓慢升压过程尽量缩短,升压幅度尽量减小,这也是有利于避免压射速度波动的。
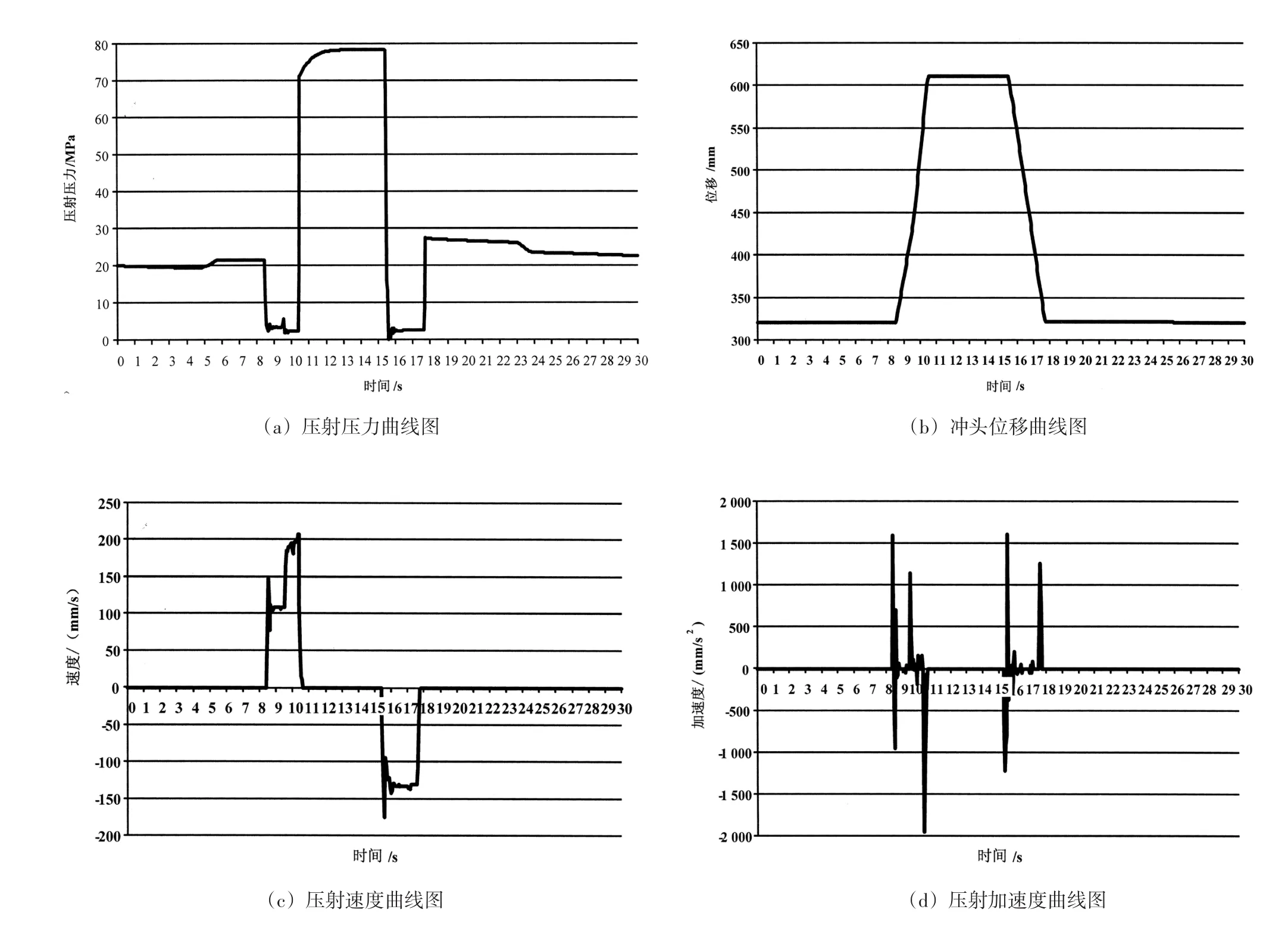
图3 压射机构运动参数曲线图
3 结论
本文对挤压铸造过程中压射机构的运动参数进行了实验研究,发现KDJ-250T挤压铸造机压射机构的运动参数可以满足铸件工艺要求;对实验数据进行分析,发现压射速度存在明显的波动,这不利于成形高质量的铸件。通过对造成压射速度波动的主要原因进行分析,提出了改进建议。
[1]Qi Shi.Prediction of thermal distortion and thermal fa⁃tigue in shot sleeve[D].School of Engineering, The Ohio State University,2002:11-14.
[2]Ghomashchi M R,Vikhrov A.Squeeze casting:an over⁃view [J]. Journal of Materials Processing Technolo⁃gy,2000,101(4):1-9.
[3]宋雷,邵明,游东东.挤压铸造压射机构卡擦可靠性分析[J].华南理工大学学报,2013,41(7):32-37.
[4]张卫文,赵海东,张大童,等.金属材料挤压铸造成形技术的研究进展[J].中国材料进展,2011,30(7):24-32.
[5]宋雷,邵明.挤压铸造压射机构的结构改进[J].机电工程技术,2013(8):185-187.
Experiment Research for Injection Movement Parameters of Squeeze Casting Equipment
SONG Lei1,2,SHAO Ming2
(1.Guangzhou Vocational College of Technology&Business,Guangzhou510442,China;2.School of Mechanical&Automotive Engineering,South China University of Technology,Guangzhou 510640,China)
Injection is one of key function of squeeze casting equipment, movement parameters vitally effect the quality of castings. Through experiment research for injection movement parameters, obvious fluctuation of injection velocity is found, the analysis for cause of velocity fluctuation is carried out,and improved suggestion is proposed.
injection device;squeeze Casting;movement parameters
TG249.2
A
1009-9492(2014)03-0001-03
10.3969/j.issn.1009-9492.2014.03.001
宋 雷,男,1979年生,山东潍坊人,硕士,讲师。研究领域:金属成形设备设计研究。已发表论文13篇。
(编辑:阮 毅)
*国家科技支撑计划资助项目(编号:2011BAE21B02);广东省教育部产学研结合重大专项(编号:2009A090100026)
2013-12-31
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
小猕猴智力画刊(2022年4期)2022-05-25
中学生百科·大语文(2021年4期)2021-05-12
今日农业(2019年12期)2019-08-13
文学少年(原创儿童文学)(2019年1期)2019-05-23
中国化肥信息(2019年3期)2019-04-25
中国铸造装备与技术(2017年6期)2018-01-22
环境保护与循环经济(2017年2期)2017-09-26
中国铸造装备与技术(2017年3期)2017-06-21
