
轴承强化研磨加工时间对沟道表面残余压应力的影响*
2014-02-10 10:35谢碧洪刘晓初梁忠伟萧金瑞张建文
机电工程技术 2014年3期
谢碧洪,刘晓初,梁忠伟,陈 胜,萧金瑞,张建文
(广州大学机械与电气工程学院,广东广州 510006)
轴承强化研磨加工时间对沟道表面残余压应力的影响*
谢碧洪,刘晓初,梁忠伟,陈 胜,萧金瑞,张建文
(广州大学机械与电气工程学院,广东广州 510006)
通过试验探讨了在轴承强化研磨加工中加工时间对套圈沟道表面残余压应力的影响。试验结果表明,加工时间对残余压应力影响反应很快,开始加工时间区段,随着加工时间的增加,残余压应力增大,随着时间的推移,增加速度变慢并逐渐趋于稳定。
强化研磨;加工时间;沟道;表面残余压应力
0 引言
轴承强化研磨技术是一种基于复合加工方法的使金属材料具有抗疲劳、抗腐蚀、抗磨损特性的精密加工技术,集强化塑性加工和研磨微切削于一体的“强化研磨加工”新方法。基于类似喷丸的原理,通过喷管将混有高强度喷丸的强化研磨液(由混合钢珠、强化液、研磨粉组成)高压喷射到工件表面,对表面进行随机等概率的碰撞如图1所示,其中喷丸使其表面层发生弹塑性变形,并产生残余压应力[1]。而轴承表面的残余压应力是反映轴承质量的一个重要指标,大量研究表明,表面残余压应力会影响轴承的疲劳强度及尺寸精度[2-4]。为此,本文研究加工时间对残余压应力的影响,以期为提高轴承寿命提供参考。
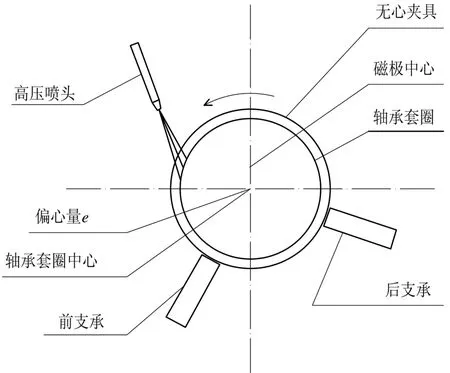
图1 强化研磨加工原理示意图
1 实验基本原理
采用X射线衍射的方法来测试式样的残余压应力,其基本原理是:当试样中存在残余压应力时,晶面间距将发生变化,发生布拉格衍射时,产生的衍射峰也随之移动,而且移动距离的大小与应力的大小相关,用波长λ的X射线,先后数次以不同的入射角照射到试样上,测出相应的衍射角2θ,求出2θ对sin2ψ的斜率M,进而求得应力σψ[5-6]。
X射线衍射的方法主要是测试沿试样某一方向上的内应力,本次测试的方向是试样法向方向。限制于X射线的穿透力,只能测试试样表层应力,可视为二维应力状态,可求得与试样表面成法向成ψ角的应变εψ的表达式为

式(1)中σ1、σ2为沿试样表面的主应力,E、ν是试样的弹性模量和泊松比。
εψ的量值可以用衍射晶面间距的相对变化来表示,即:

式(2)中θ0为无应力试样衍射峰的布拉格角,θψ为有应力试样衍射峰的布拉格角。
由上面两个式子代入并求偏导,可得:

其中K只是和材料及衍射面HKL有关的常数,当材料相同,且衍射面指数相同时,K为定值,称作应力系数。M是(2θ)-sin2ψ直线的斜率。
2 实验数据分析
本实验工件为角接触球轴承的内圈,内圈的外径直径为70.00 mm,材料为GCrl5轴承钢,硬度可以达到60~62HRC,机械性能如表1所示。
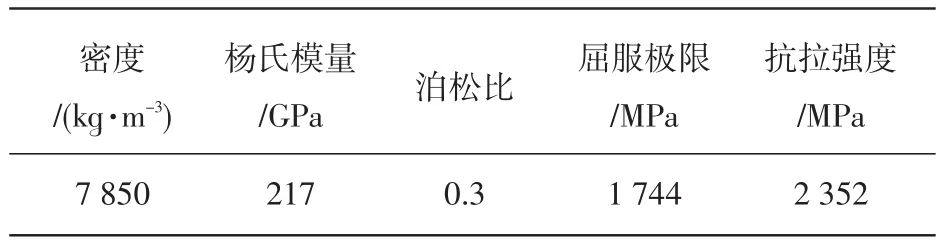
表1 轴承材料GCr15淬回火后的机械性能表
测试试样为5个,分别为I~V号,测试曲线如分别如图2(a)~(e)所示,代入值积分可得残余压应力值填入后面的表2中[7]。
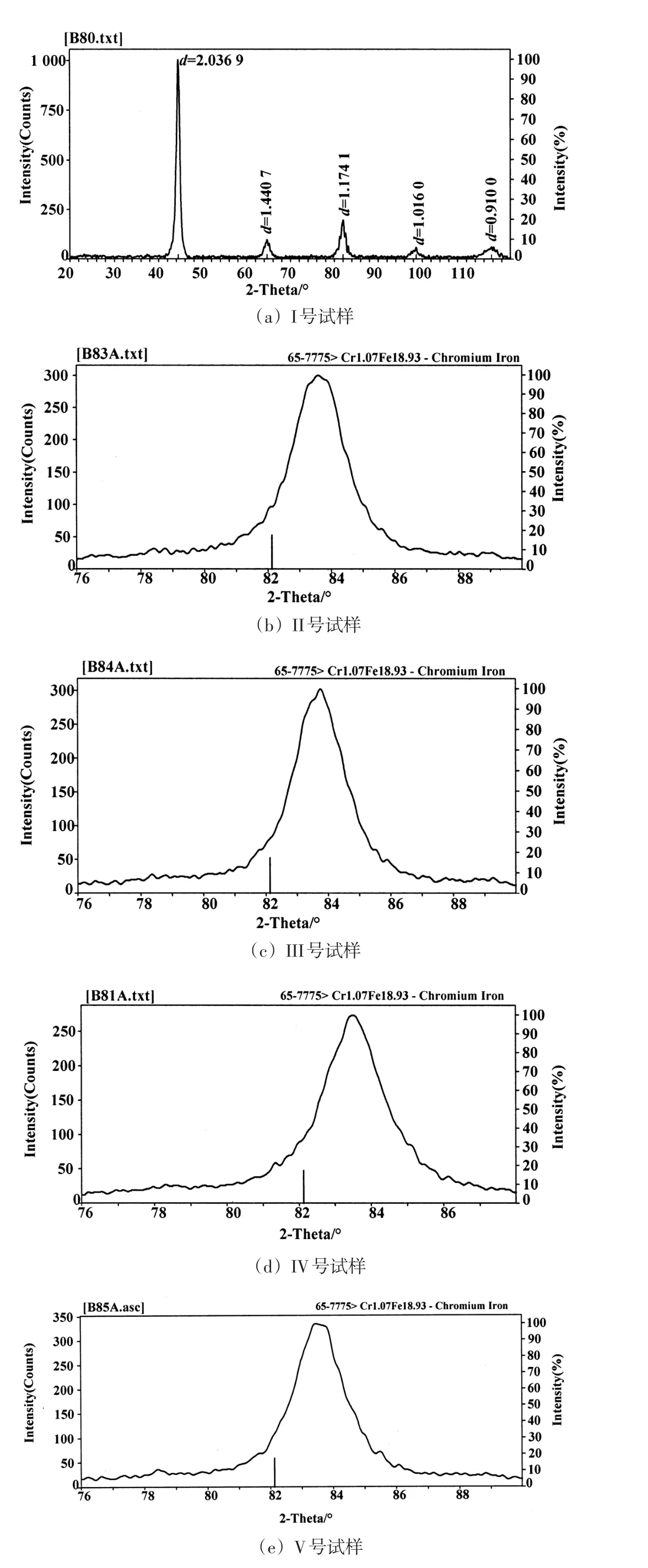
图2 I~V号试样X射线衍射曲线图
3 加工时间对表面残余压应力的影响
相同的加工工艺参数:①喷头直径:10 mm;②套圈随工件转速150 r/min;③喷嘴与套圈表面距离:45 mm;④喷射压力:0.7 MPa。
不同加工工艺参数:I、II、III、IV、V号轴承套圈加工时时间分别为0 min、1 min、3 min、5 min、7min,加工后测量表面残余压应力数据记录如下:
Bearing Reinforcement of Grinding Time the Influence of the Residual Compressive Stress on the Surface of a Channel
XIE Bi-hong,LIU Xiao-chu,LIANG Zhong-wei,CHEN Sheng,XIAO Jin-rui,ZHANG Jian-wen
(School of Mechanical&Electrical,Engineering,Guangzhou University,Guangzhou510006,China)
Through experiments,the paper discusses the processing time to ring in the bearing reinforcement of grinding surface residual compressive stress channel.The test results show that the processing time effect on residual compressive stress response soon,start processing time section,with the increase of processing time,the residual compressive stress increases,with the passage of time,the increased slowly and gradually stabilized.
strengthening and polishing;process time;raceway;surface residual compressive stress
TG668
A
1009-9492(2014)03-0068-02
10.3969/j.issn.1009-9492.2014.03.020
*青年科学基金项目(编号:51205073);国家自然科学基金项目(编号:51275100)
2013-12-20
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
表面技术(2021年4期)2021-05-08
军事文摘(2020年18期)2020-10-27
石材(2020年2期)2020-03-16
创新作文(小学版)(2018年31期)2018-05-16
新技术新工艺(2016年11期)2016-12-14
创新作文(小学版)(2016年20期)2016-08-22
