
六轴机械手在打印耗材业的应用
2014-02-10 10:34全朱乔
机电工程技术 2014年3期
全朱乔
(珠海天威飞马打印耗材有限公司,广东珠海 519060)
六轴机械手在打印耗材业的应用
全朱乔
(珠海天威飞马打印耗材有限公司,广东珠海 519060)
自动化生产在许多制造业已广泛应用,而当前打印耗材的生产仍处于劳动力密集型的运作,面对越来越高的人工成本,频繁的人员流失、高品质的产品要求以及交货期缩短等方面的挑战,机械手或机器人的应用已渐趋必然。介绍了六轴机械手的设计与制造方法及其在打印耗材业中的应用情况,机械手或机器人运转、操作的一致性既可以确保产品的品质要求,也能适应各种恶劣的环境。现今不断发展的设计理念、模具技术、加工水平也为打印耗材业机械手或机器人的出现提供了保障。
机械手;打印耗材;硒鼓;安全;效率
打印耗材业的现状及工艺流程,由于各种原因,色带与喷墨耗材的生产、使用已逐步萎缩,现今耗材市场以激光产品为主,而制造再生硒鼓所消耗能源只是制造全新产品的1/20,所以回收再加工是现今生产企业的工作要点。
现今企业的基本生产状况如表1。
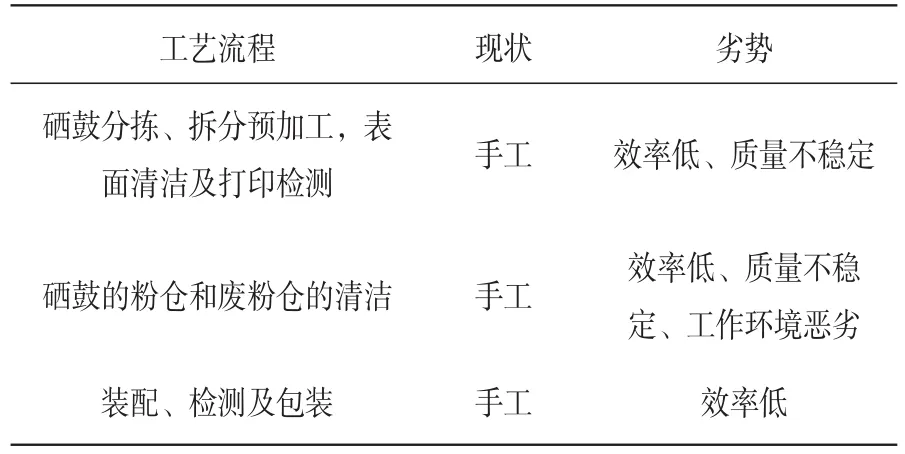
表1 生产现状
为了保证打印质量,避免不兼容碳粉间的窜色,回收的粉仓必须经过彻底的清洁。通常的清洁方法有正压法和负压法。正压法即采用正压力的压缩气体将粉体吹净;负压法是利用抽负压设备将粉体吸走。这其中值得关注的是激光碳粉是一种严重污染源,其颗粒直径约6~11μm,在对硒鼓的清洁和灌粉的工序中若得不到很好的控制,既影响到产品质量,也会对工人的工作环境造成极大的污染。
设想将清洁工序智能化:首先着手开始从手工操作进入智能机械手的准备工作,将现今生产工艺进行机械化前期的技术铺垫。因为硒鼓中的粉盒塑料件并不是统一的长方体或规范的圆曲面,所以针对不同形状的产品、不同零部件要完成不同的定位和夹紧结构,有了不同的定位和夹紧结构的灵活转换,实现智能化机械手的操作也就成为可能。然后设计出六轴机械手取代人工,将粉仓或废粉仓送入倒粉器内倒粉,再用气枪的正压压缩气将余粉清除,既可以提高生产效率,也避免污染物对人体的伤害。
1 六轴机械手设计与要求
机械臂安装在一个可回转360°的支座上,在生产线上可自由抓取和易位,大臂连接两节小臂,小臂末端的手腕可上下俯仰,手腕延伸至可开闭的夹手,夹手正反旋转0~90°,可夹取尺寸为50~60 mm的粉仓或废粉仓,工件长度260~280 mm,重量约为210~240 g。大转臂必须在2秒钟内完成送料。
2 功能分析
系统共有6轴,分别是夹紧、手腕的转动、俯仰(1)、俯仰(2)、俯仰(3)及基座的回转。
夹紧结构:根据粉仓和废粉仓的形状特征,使用双手指夹紧,并保证夹口行程达30 mm,因夹力小,可采用气动驱动式。
手腕结构:手指夹紧可按正反方向旋转90°,手腕的功能是转动夹紧结构,避开干涉。粉仓与废粉仓在行进过程中必须保持灌粉口的平行,以防倾斜溢出碳粉,所以两节小臂要配以上下俯仰。
基座与六轴机械手可360°回转。
3 各零部件设计制作及说明
3.1 底座组件设计及计算(如图1)
(1)步进电机选型
选用步进电机+谐波减速器(PK245-10A-C105),其电机静扭矩为0.078 N·m,减 速 比 i=100, 轴 Φ10mm ×22mm, 键 槽2X2--16,步进电机安装尺寸为31X31 4-M4。
1)单项步进电机必要脉冲数和启动脉冲数:
根据基座与六轴机械手在1秒内可360°回转,单项步进电机1.8°/步。

图1 底座组件图
必要脉冲数=i·360/1.8=20 000脉冲。
如果采用自启动方式驱动2秒钟内完成回转,则驱动脉冲速度应为:
20000脉冲/2秒=10 kHz。
但自启动速度不会是10 kHz,应该采用加/减速度运行方式来驱动,如果采用加/减速时间设置为定位时间25%,启动脉冲速度为500 Hz,则计算如下:
驱 动 脉 冲 速 度 =(10000-500×0.25)/(1-0.25)=13.2 kHz。
2)驱动扭矩计算
工件重量240 g,机械抓手最长为600 mm,机械抓手自重为1 200 g;
驱动扭矩TL=0.24×9.8×0.6+1.2×9.8×0.3= 4.94N·m=50.4kgfcm<80000 gfcm。
计算中难以得到准确的惯性惯量,因此在实际计算负载时,存在自启动或需要迅速加/减速的情况,所以在此只能是估算值。
步进电机+谐波减速器(PK245-10A-C105) + 驱 动 器(CY-KZ128-A8L);单项步进电机必要脉冲数和启动脉冲数为10 kHz和13.2 kHz可满足要求;步进电机静扭矩为0.078 N·m可满足扭矩要求;且适用于多粉尘环境,可直接连接工作机构,保证工作机构的工作质量和可靠性,其结构简单,尺寸小,重量轻,使用寿命长,维护方便等等。
选用谐波减速箱为外购件,减速箱不做计算,其传动比i=100。
(2)基座
因为制作此设备一般为单件,使用A3钢材料便于加工,选材A3钢,考虑坯料加工余量选取Φ190×190(mm×mm);为了基座与工作台面安装车出Φ180×12(mm×mm)法兰面,在法兰面Φ150 mm的圆均布钻出4-Φ8.5孔;内孔加工出Φ100×125(mm×mm)步进电机安装位,调头加工轴承位61910为Φ72H8×20 mm和Φ72 mm孔用挡圈Φ74.5mm×2.7mm、Φ68mm× 27mm联轴器避位,余下位置加工出步进电机安装孔和电机轴避位孔。基座承受较大的轴向力,在轴端增加压力轴承51118。
(3)联轴器的选择
由于取挖掘机较轻,速度不高,传动效率较高,故选用刚性联轴器,通过文献[2]查表7-9,取挖掘机联轴器的工作情况系数KA=2.3,故有:
计算扭矩Tca=KA·Th=2.3×1.8=4.14 N·m。
通过文献[2]查表7-2 GB/T843-2003,选安全扭矩Th=25 N·m,故Tca<Th,满足要求尺寸为小端Φ28 mm×20 mm,大端Φ46 mm×8 mm,内孔Φ10mm×36mm和2×2-36的平键槽。
(4)滚动轴承校验
考虑碳粉的粉尘恶劣环境,主要影响轴承寿命不是轴承运行破坏,而是恶劣环境的碳粉结块造成轴承卡死而更换,在此不进行滚动轴承校核;润滑更容易造成碳粉粘结,而破坏轴承滚动,此次不采用润滑。
(5)键选择和强度校核
根据[2]表查得键2X2-16 许用应力[δp]= 110N/mm2
L=16-2=14,K=0.5×2=1,
T1=3 kg,l=0.6 m,
δp=2·T1·l/(K·L·d)=45 MPa<110 MPa,
此键槽可以满足强度要求。
3.2 抓手组件设计及计算(如图2)
(1)粉盒夹紧力
选用气缸旋转夹紧气缸MKB12-30LZ和MKB12-30RZ。
F总工夹紧=2·F工夹紧=2×0.45MPa·Pi·0.012×0.012/ 4=139N>0.21×9.8N。
(2)粉盒重量210 g,气缸80 g,夹口117 g,气缸上螺钉承受径向力F径=210/8=26.25 N。
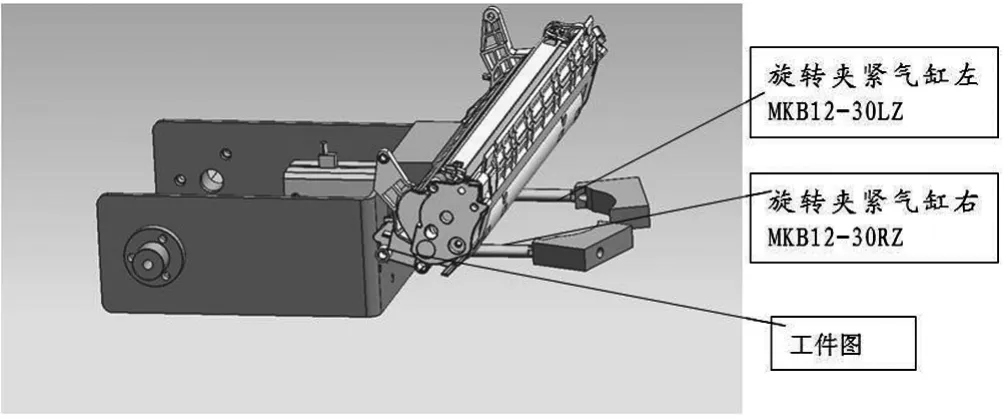
图2 抓手组件图
取恶劣环境F径=210N,查表6-2-20,M4,Fmin=7 020 N,查表1.1-19 f=0.2[1]。
F承=7020×0.2×3=4212>210=F径。
总装图如图3。
4 控制系统设计
综合各需求特征并经过计算选用了步进电机+旋转编码器+PLC;基座采用步进电机和接近开关来控制:基座上安装2个可调位置的接近开关,旋转基座带触碰接近开关平台,平台触碰到接近开关时,电机停止和电机换向,PLC输出信号,步进电机执行,由旋转编码器终端反馈信息来控制旋转角度(俯仰动作同理控制执行);手腕机构由小步进电机和旋转编码器组成,由PLC输出信号电机按一定速度转动,编码器反馈信号位置,停止或下一动作开始;手指机构由电磁阀和磁性开关来执行动作,由二位五通电磁阀控制手指气缸,电磁阀在松开位时,手指平放如图3,电磁阀夹紧位时LZ转90°同时RZ转-90°,然后将粉盒夹紧;控制过程:拆盒工位的感应器感知粉仓或废粉仓,六轴机械手转动至物料位,摆动机械臂靠近物料,转出手指夹夹紧物料,转动机械臂至倒粉器的方向,调整位置至倒粉器内的定位工装,返回至200~300 mm位置,倒粉器完成动作后,机械臂取出粉仓或废粉仓送至生产线完成后面的组装工序[1-3]。
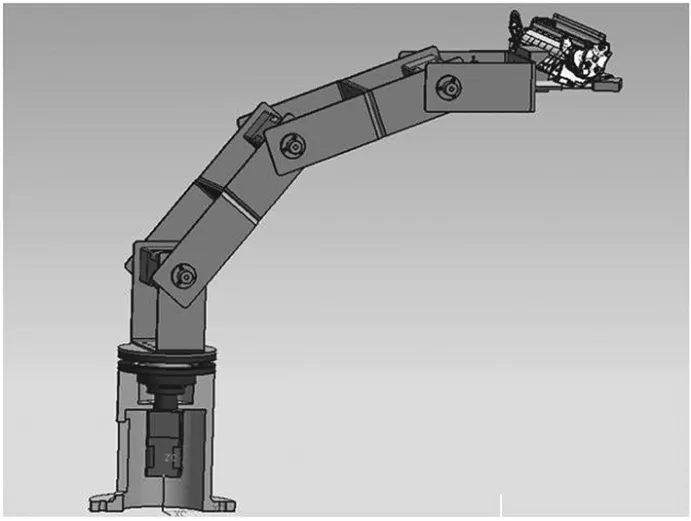
图3 总装图
5 结束语
设计过程中,曾犹豫过是否将这只“手”弄得“花哨”一些,但最终还是坚定了好的设计必须以简约、实用、廉价为最高标准的理念。此机构的六轴机械手可用于打印耗材业中最恶劣的操作环境,并稍加改动后也可推广使用于灌粉的装配工艺,其他的生产工位直接可以采用微小型机械手来取代人工操作。机械手或机器人是当前打印耗材业值得研究、开发运用的生产力,相信也必将成为企业不远的未来。
[1]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.8.
[2]曹国军.喷浆机械手轨迹控制研究[J].机电工程技术,2013(1):45-48.
[3]傅燕鸣.机械设计课程设计手册[M].上海:上海科学技术出版社,2013.
The Application of Six Axis Manipulator on Printing Consumables Industry
QUAN Zhu-qiao
(Print-Rite·Unicorn Image Products Co.,Ltd,Zhuhai519060,China)
Automated production in many manufacturing has existed for a long time,but the current printing consumables production is still in the labor-intensive operation,in the face of rising labor costs,frequent staff turnover,high quality products and delivery time shorten the challenges,such as manipulator or the use of robots has become inevitable.Robots or robot motion and the consistency of operation can ensure the quality of the product already, also can adapt to the harsh environment.Nowadays the design concept of continuous development,mould technology, the level of processing provide for the emergence of the printing consumables industry robots or robot.
manipulator;printing consumables;cartridge;safety;efficiency
TP241
B
1009-9492(2014)03-0047-03
10.3969/j.issn.1009-9492.2014.03.014
全朱乔,男,1969年生,广东湛江人,大学本科,工程师。研究领域:机械装备及自动化。已发表论文1篇。
(编辑:向 飞)
2013-09-29
猜你喜欢
水电与抽水蓄能(2021年2期)2021-05-14
商品与质量(2021年4期)2021-01-25
魅力中国(2020年17期)2020-12-07
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
通信电源技术(2018年8期)2018-10-15
河南冶金(2016年4期)2016-11-14
中国教育信息化·基础教育(2015年11期)2015-09-10
设备管理与维修(2013年4期)2013-05-03
微型计算机(2009年16期)2009-10-27
