
莱钢1 500 mm冷轧带钢平整轧制工艺实践
2014-02-09 03:19刘化军王春刚康华伟
山东冶金 2014年3期
刘化军,王春刚,康华伟
(莱芜钢铁集团有限公司板带厂,山东莱芜 271104)
生产技术
莱钢1 500 mm冷轧带钢平整轧制工艺实践
刘化军,王春刚,康华伟
(莱芜钢铁集团有限公司板带厂,山东莱芜 271104)
介绍了莱钢1 500 mm单机架四辊平整机组的设备组成、控制系统以及平整生产模式。通过对平整延伸率自动控制系统(AEC系统)和分段张力控制系统进行分析,在工艺参数的设置、系统控制的优化、生产模式的选择等方面做到有效控制,从而提高了平整延伸率的控制精度35%,确保了平整后产品力学性能与表面质量的稳定性,产量提高了26%。
冷轧带钢;平整机;平整轧制;延伸率;张力
在冷轧板带生产工序中,平整处理占有重要地位。1 500 mm单机架平整机组作为莱钢板带厂冷轧生产线的重要设备,主要是对冷轧退火卷和热轧酸洗卷进行平整轧制。平整工序不仅能消除冷轧带钢退火后的屈服平台,提高其力学性能,改善带钢平直度,还通过工作辊的磨辊加工和毛化处理,使带钢表面呈现出不同粗糙度的表面(毛面或麻面),为下一步深冲和涂镀加工打下基础。此外,平整工序改善带钢厚度精度,并能够消除轻微的表面缺陷。
1 平整机组设备组成
莱钢1 500 mm平整机组为单机架四辊平整机,主要由开卷机、入口S辊(上下张力辊)、入口测张辊、防皱辊、主机、防颤辊、出口测张辊、出口S辊(上下张力辊)、卷取机组成,见图1。生产规模为40万t/a,代表钢号有CQ、DQ、DDQ/EDDQ、HSS等,主要参数为:工作辊直径Φ480~Φ430 mm;支撑辊直径Φ 1 200~Φ1 100 mm;最大轧制压力12 000 kN;最大平整速度1 000 m/min;最大延伸率3%。
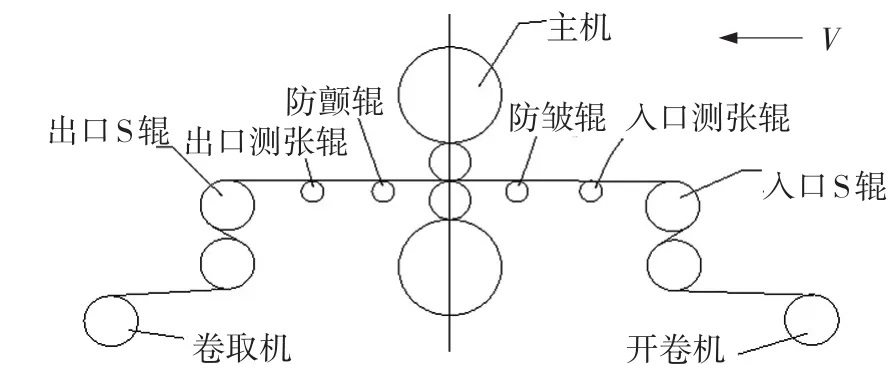
图1 莱钢1 500 mm单机架四辊平整机设备组成
平整机的设备组成与冷轧机基本相同,但是平整机又有自身的一些特点:
1)驱动方式。轧机一般采用上下工作辊双驱动,而此平整机采用下工作辊交流单电机传动,上工作辊的速度可随钢带运动速度的变化而变化,平整过程平稳,带钢表面质量好。由于平整轧制的压下量较小,力矩在上下辊分配不均的问题很敏感,如一对工作辊直径稍微失配,必将在其中的一根连接轴中产生很高的扭矩,并容易出现打滑和振动现象,从而影响带钢表面质量,加剧轧辊磨损。
2)轧辊直径。平整机的轧辊直径比较大(Φ 480 mm),这是由于平整时延伸率较小,轧制压力很小,几乎看不出轧辊直径对带钢的加工性能有影响,而对提高带钢平直度有利。
3)入口出口设S形张力辊。为了保证平整生产的张力稳定和改善带钢质量,要求尽可能大的张力,但较大的开卷张力会使钢卷层间滑动而划伤表面。为了适应薄钢带的平整,平整机前机后设定了S形张力辊,用于调整张力大小,实现带钢张力的分段控制。对于厚度大于1.1 mm的钢带,直接通过入、出口张力辊的上辊,此时为转向辊工作方式;对于厚度小于1.1 mm的薄钢带,必须通过入、出口张力辊的上下辊,此时为S辊工作方式。
4)防皱辊与防颤辊。对于宽而薄的钢带,为了防止钢带平整折皱和颤动,在平整机入、出口处分别设置了防皱辊和防颤辊,工作时通过液压缸抬起,在平整机附近的较小区域内形成稳定的张力区,从而防止了带钢起皱褶和高速运行中的颤动,保证平整质量。
2 平整机组控制系统
莱钢1 500 mm平整机组采用两级计算机(PLC)控制,有液压压下自动控制(恒压力控制和位置控制)、工作辊正负弯辊控制、张力自动控制、平整延伸率自动控制系统以及自动对中系统。下面重点对张力及延伸率控制系统进行分析。
2.1 张力控制系统
为了保证平整生产的张力稳定和改善带钢质量,要求有尽可能大的带钢张力。若没有S张力辊,则无法实现带钢张力的分段控制,较大的开卷张力会使钢卷层间滑动而划伤表面;同时,较大的卷取张力又会造成带钢塌卷。所以平整机采用了入、出口S张力辊,使带钢呈S形走向,从而实现了分段张力控制,见图2。
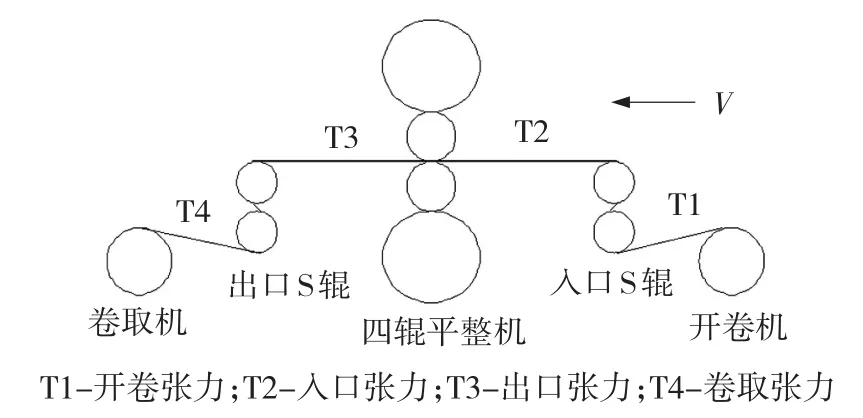
图2 单机架平整机组张力分段控制图
根据平整工艺对张力的要求:T1∶T2∶T3∶T4=1∶(1.7~1.9)∶(2.1~2.3)∶1.2,一般情况下出口各段张力较入口相应各段张力增大约15%,其中按上S辊为60%、下辊为40%进行分配。本平整机组的各段张力分布范围见表1。

表1 平整机组各张力设置范围
张力的计算公式为:

式中:T为钢带张力,kN;KM为电机常数;Φ为电机励磁磁通,Wb;I为电机电枢电流,A;D为钢卷或辊筒直径,mm。
2.2 延伸率自动控制系统
延伸率是平整轧制过程中最重要的工艺参数,是平整机最终的控制目标之一。延伸率应控制在既能消除屈服平台,又不产生加工硬化的范围内,稳定的延伸率控制是保证带钢质量的重要条件,所以在平整时要准确地测量出延伸率。常用的延伸率检测方法有转速检测器方式和激光测速仪方式两种。
1)转速检测器方法。通过安装在平整机组入、出口张力辊上辊的转速检测器,检测出轧辊入、出口上S辊的转动脉冲数,来测得实际延伸率。这种方法的缺点是张力辊的磨损、带钢与张力辊之间的滑动等会直接引起测量误差,且当带钢停止平整时就不能测量了。此方法的延伸率计算公式为:

式中:δ为平整带钢伸长率;L1,L0分别为平整前、后带钢长度;P1,P2分别为入口侧、出口侧检测脉冲数。
2)激光测速仪方法。通过安装在平整机组入、出口侧的激光测速仪,可检测轧机出、入口带钢速度实际值,并根据该速度计算实际延伸率。这种方法的缺点是激光测速仪器在带钢高速运行时容易振动,或者在湿平整时油雾容易遮挡仪器,从而导致激光测速仪测量不准或产生假信号,这现象一旦发生则后果相当严重。此方法的实际延伸率计算公式为:

式中Vex,Ven分别为激光测速仪系统测得的出、入口带钢速度。
莱钢板带厂主要生产0.2~2.5 mm冷轧卷。从理论上讲,平整1.0 mm以上的钢带,采用轧制力方式控制延伸率效果较好,但实际中当轧制力过大时,轧制力波动大且不稳定,将出现钢带辊印、浪形、擦划伤等质量问题,所以过大的轧制力虽然能使延伸率达到标准,但对钢带质量不利。因此,必须通过控制张力来解决这个问题。平整机的入、出口段的最大张力均为40 kN,不仅适应于厚度1.0 mm以下的钢带延伸率拉伸,而且对于厚度1.0 mm以上的钢带延伸率也能起到较好的补偿作用。通过轧制力与张力或速度的综合控制,能提高延伸率的控制精度。针对不同操作方式,延伸率调节手段也不一样,其调节方法见表2。每一种材质和规格的钢带都要求一定的延伸率,同一规格材质的钢带要求延伸率恒定,其数值可参考表3。

表2 平整延伸率的调节方法
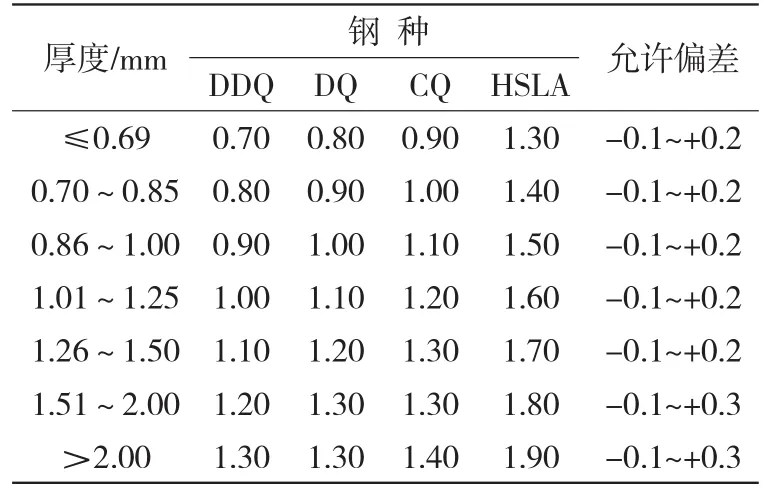
表3 冷轧带钢的平整延伸率规定%
3 平整生产模式
莱钢1 500 mm平整机组具备干、湿平整两种生产模式。机组带有工作辊、支撑辊清理装置以及除尘系统,以供干平整工作模式下将辊子表面脏物清理并吸掉;同时带有喷射梁、吹扫梁以及除油雾系统,以供湿平整工作模式下将带钢表面粘附的一些铁、碳之类的脏物清洗掉并吸除。通过以上手段从而避免了这些脏物在干平整时飞起或粘附在轧辊表面上而影响带钢的表面质量。如何选择这两种平整工艺,要看生产者追求的最终目标。对于生产那些要求延伸率波动极小,而且对表面粗糙度复制率要求很高的产品,应采用干平整工艺。反之,在许可的情况下应尽量采用湿平整工艺,因为湿平整有利于更好地改善带钢表面质量、提高防锈能力、延长轧辊使用寿命、降低轧制力和提高平整率。本机组平整液浓度2%左右,因为浓度太低容易使带钢表面锈蚀,而太高则容易引起平整液斑迹缺陷。干、湿平整工艺比较见表4。
4 结语
通过对莱钢1 500 mm单机架四辊平整机设备和工艺的分析,在工艺参数的设置、系统控制的优化、生产模式的选择等方面做到有效控制,大从而幅提升了平整生产效率与延伸率控制精度,产量提高了26%,延伸率控制精度提高了35%,有效改善了平整后产品的质量。
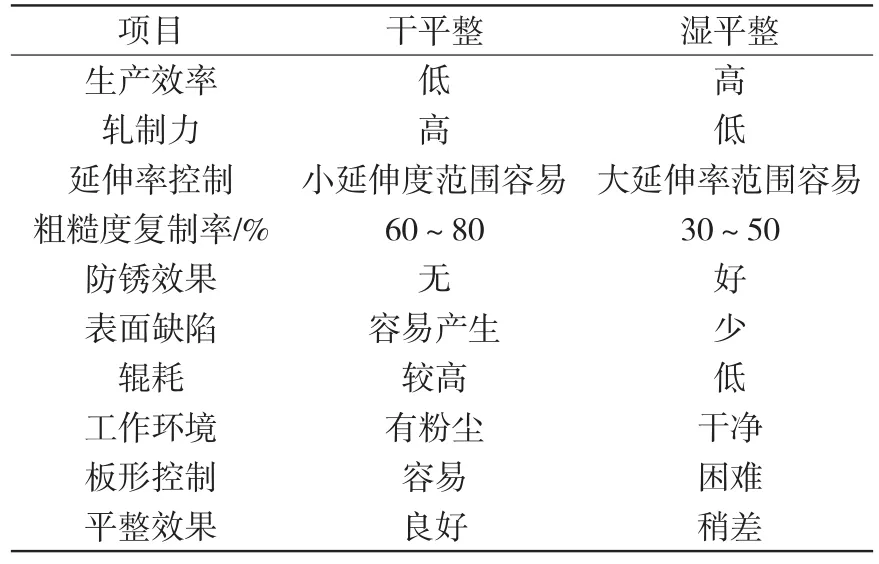
表4 干平整与湿平整工艺比较(单机架平整机)
[1]林斌.平整机张力控制系统的改造[J].南方金属,2004(8):27-29.
[2]张晓伟.冷轧带钢的平整轧制[J].一重技术,2005(5):7-12.
[3]赵家骏,魏立群.冷轧带钢生产问答[M].北京:冶金工业出版社,2007.
Practiceof 1500mmCold-Rolled Strip Steel Leveling Rolling Process in Laiwu Steel
LIU Huajun,WANG Chungang,KANG Huawei
(The Plate-strip Plant of Laiwu Iron and Steel Group Corporation,Laiwu 271104,China)
This paper describes 1 500 mm single rack equipment with four roller leveling,leveling control system and production patterns in Laiwu Steel.By the analying for automatic control system of leveling extension ratio(AEC)and segmentation of tension control system and effectively controlling in the setting of process parameters,control system optimization,production mode of selection,so as to improve the control precision of elongation,ensure the stability of mechanical properties and surface quality of the product after the leveling,the production increased by 26%,the elongation control precision increased by 35%.
cold-rolled strip;mill;leveling rolling;elongation;tension
TG335.5+5
B
1004-4620(2014)03-0015-03
2014-03-26
刘化军,男,1972年生,1995年毕业于沈阳工业专科学校热工专业。现为莱钢板带厂车间主任,工程师,从事冷轧卷罩式炉退火及平整拉矫技术工作。
猜你喜欢
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
新疆钢铁(2021年1期)2021-10-14
设备管理与维修(2020年13期)2020-07-19
山西冶金(2019年3期)2019-09-21
航天工业管理(2019年11期)2019-04-20
能源(2017年9期)2017-10-18
中国新技术新产品(2017年8期)2017-04-18
上海大中型电机(2017年4期)2017-02-06
电气传动(2015年10期)2015-07-11
