基于有限元法的正交实验对蒸煮管大开孔处应力分布的研究
2014-01-05 02:10刘超锋刘建秀伊万成
中国造纸学报 2014年2期
刘超锋 刘建秀 白 玉 伊万成
(1.郑州轻工业学院过程装备系环境污染治理与生态修复河南省协同创新中心,河南郑州,450066;2.郑州轻工业学院河南省表界面科学重点实验室,河南郑州,450066;3.郑州轻工业学院机电工程学院,河南郑州,450066;4.北京翔升科创科技有限公司,北京,100027)
过程设备几乎没有不开孔的。开孔处存在局部高应力,从而使其承压能力下降,尤其是径向大开孔结构,这在压力容器设计中常常会遇到。根据调研,制浆工段所用蒸煮管的工作压力、工作温度一般分别为 0.55~1.0 MPa、140~190℃。纸浆厂使用的蒸煮管内径为1~2.13 m;筒体(常见材质有20G、Q245R、Q345R、18-8系奥氏体不锈钢、复合钢板)的常见名义壁厚为16~26mm。由于种种原因,现场设备布置得过于紧凑,工作环境的温度高、压力高,使得操作人员很难接近。即使采用双面焊或相当于双面焊的全焊透对接接头,也未必能进行100%的无损检测。因此,设计时焊接接头系数一般选0.85,蒸煮管进出料口的内径与筒体内径之比为(0.5~0.8)∶1,此类大开孔进出料口常用内径为680、800 mm。
蒸煮管这种大开孔的压力容器运行若干年后可能会出现壁厚减薄[1]。利用简单、准确、快速的办法给出该压力容器的壁厚和应力大小之间的关系,对于企业安全生产特别重要。为了解决此类设备在采用实验应力测定时操作不方便、代价昂贵的现实问题,本研究利用有限元软件,对开孔处主要特征参数对壳体的最终壁厚设计的影响进行了较为全面的分析。
1 研究方案
在蒸煮管上大开孔结构电阻应变片实测应力[2-3]的基础上,对其进行了有限元计算(见表1)。表1表明,与实测应力相比,有限元计算的结果最大误差仅为2.88%,表明有限元法用于计算此类承压结构壁厚是可行的。

表1 开孔处最高应力 MPa
为了提高有限元计算结果的全面性,用正交实验法研究各参数由于开孔对壳体最终设计壁厚的影响。被分析的蒸煮管的主要数据如下:圆筒体内径1370 mm,开孔处径向接管内径800 mm,补强圈外径1200 mm。在有限元计算时,选取筒体长度、接管长度应考虑边缘应力的边界效应。焊接接头结构尺寸按照行业相关设计标准选取。该容器的工作压力0.8 MPa,工作温度170℃。由于介质pH值较高,工作温度也不低,因此,当其材质为碳钢时,腐蚀裕量为2 mm;其材质为不锈钢时,如果认为介质腐蚀性极微时,腐蚀裕量为0。计算中忽略管口载荷的影响。径向大开孔的筒体一端施加固定约束。利用有限元法进行正交实验设计所考虑的3个因素(自变量)为:壳体厚度(A)、筒体材质(B)(符合GB150—2011“压力容器”[4])、补强圈厚度(C),同时,选取3个水平。正交实验的指标是“工作应力计算值与应力的许用极限的最大比值”。该值小于1且接近1,才能既安全又经济。
2 正交实验过程
首先进行了A因素水平1的正交实验。实验条件和结果如表2所示。
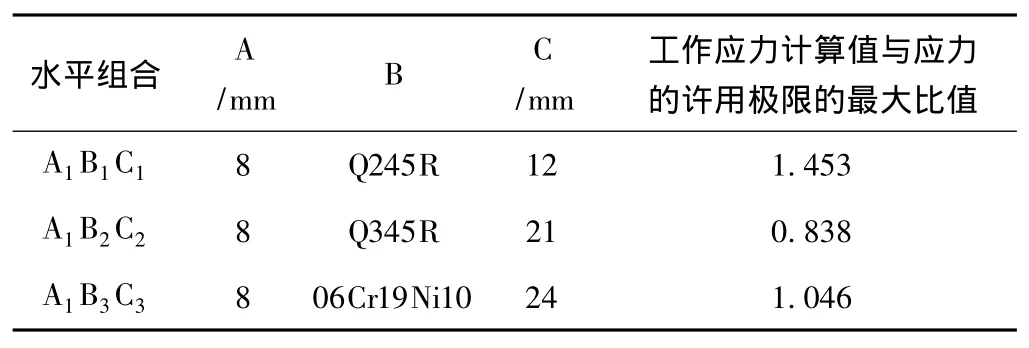
表2 初步的正交实验表及正交实验结果
若工作应力计算值与应力的许用极限的最大比值超过1,那么不能满足JB 4732—1995“钢制压力容器-分析设计标准”(2005年确认版)规定[5]的强度要求。水平组合为A1B1C3(壳体计算厚度8 mm、材质为Q245R、补强圈厚度12 mm)和A1B3C3(壳体计算厚度8 mm、材质为06Cr19Ni10、补强圈厚度24 mm)均无法满足强度要求。同时,考虑到“补强圈厚度与被补强壳体名义壁厚之比不超过1.5”之强制性规定,在计算相应因素的水平所对应的实验指标之和的平均值时水平组合A1B2C2(壳体计算厚度8 mm、材质为Q345R、补强圈厚度21 mm)也不被考虑。总之,A因素的水平太低,因此,以下实验将A因素的最低水平调整至14 mm。正交实验条件和结果如表3所示。
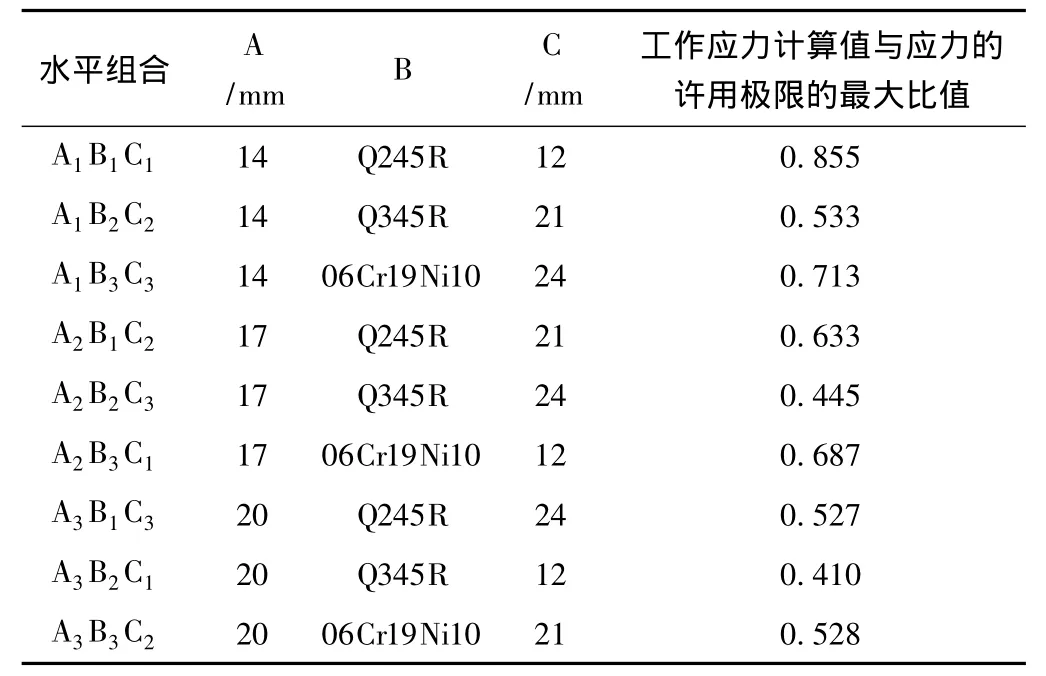
表3 正交实验条件和正交实验结果
3 结果与讨论
3.1 壳体计算厚度(A)的影响
A因素的1水平所对应的实验指标之和的平均值kA1为(0.855+0.533+0.713)/3=0.703。A 因素的2水平所对应的实验指标之和的平均值 kA2为(0.633+0.445+0.687)/3=0.588。A 因素的 3 水平所对应的实验指标之和的平均值kA3为(0.527+0.410+0.528)/3=0.488。
由于kA1>kA2>kA3,因此,A1为A因素的优水平,此时对应的壳体计算厚度为14 mm。
3.2 材质(B)的影响
B因素的1水平所对应的实验指标之和的平均值kB1为(0.855+0.633+0.527)/3=0.672。B 因素的2水平所对应的实验指标之和的平均值 kB2为(0.533+0.445+0.410)/3=0.463。B 因素的 3 水平所对应的实验指标之和的平均值kB3为(0.528+0.687+0.713)/3=0.643。
由于kB1>kB3>kB2,因此,可断定B1为B因素的优水平,此时对应的材质为Q245R。
3.3 补强圈厚度C的影响
C因素的1水平所对应的实验指标之和的平均值kC1为(0.855+0.687+0.410)/3=0.651。C 因素的2水平所对应的实验指标之和的平均值 kC2为(0.533+0.633+0.528)/3=0.565。C 因素的 3 水平所对应的实验指标之和的平均值kC3为(0.527+0.445+0.713)/3=0.562。
由于kC1>kC2>kC3,因此,可断定C1为C因素的优水平,此时对应的补强圈厚度为12 mm。
3.4 确定因素的主次顺序
根据极差Rj的大小,可以判断各因素对实验指标的影响主次。A因素对应的极差RA为(0.703-0.488)=0.215。B 因素对应的极差 RB为(0.672-0.463)=0.209。C 因素对应的极差 RC为(0.651-0.562)=0.089。极差越大,表示该因素的水平变化对实验指标的影响越大,因素越重要。因此,A、B、C这3个影响因素中,主次顺序为A>B>C。
4 结语
在本实验范围内,壳体计算厚度(A)14 mm、材质(B)为Q245R、补强圈厚度(C)12 mm的组合为最佳组合。在影响工作应力计算值与应力的许用极限的最大比值的3个因素中,壳体计算厚度影响最大,为主要因素,其次为材质,补强圈厚度为不重要因素。
对压力容器进行应力分析设计,不仅可以提供可靠的有限元理论计算结果,还可以节约压力容器的造价,特别是单根蒸煮管的钢材质量超过45 t以上[6]。通过承压结构壁厚优化,可以实现压力容器的轻量化,经济效益较为明显。
[1]王道文,史晓冬.横管连蒸制浆系统中蒸煮管壁减薄的原因分析[J].中国造纸,2011,30(2):38.
[2]章春亮,陈祥龙.横式连续蒸煮管大开孔实测应力分析[J].轻工机械,1990,8(2):18.
[3]章春亮,陈祥龙,方 英,等.横式连续蒸煮管大开孔补强设计[J].中国造纸学报,1990,5:88.
[4]全国锅炉压力容器标准化技术委员会.GB 150—2011压力容器[S].北京:中国标准出版社,2011.
[5]全国锅炉压力容器标准化技术委员会.JB 4732—1995钢制压力容器——分析设计标准[S].北京:新华出版社,2005.
[6]刘建蒙,黄德山,崔学录.横管式连续蒸煮系统用蒸煮管的优化设计[J].轻工机械,2013,31(1):60.
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
武汉工程职业技术学院学报(2022年1期)2022-04-13
模具制造(2019年3期)2019-06-06
制造技术与机床(2019年4期)2019-04-04
中学生数理化·八年级物理人教版(2018年9期)2018-11-09
科技资讯(2016年8期)2016-05-14
Coco薇(2015年11期)2015-11-09
Coco薇(2015年10期)2015-10-19
Coco薇(2015年10期)2015-10-19
文理导航(2015年14期)2015-05-22