植物纤维复合装饰板纤维含量对性能的影响研究
2014-01-03 09:06:32何洪城
中南林业科技大学学报 2014年8期
何洪城,陈 超
(1.湖南省林业科学院,湖南 长沙 410004;2.中南林业科技大学 材料学院,湖南 长沙 410004)
植物纤维复合装饰板纤维含量对性能的影响研究
何洪城1,陈 超2
(1.湖南省林业科学院,湖南 长沙 410004;2.中南林业科技大学 材料学院,湖南 长沙 410004)
主要对所研发的植物纤维多层复合板材进行了纤维含量对性能的影响的实验和分析,结果表明:当复合材料中纤维含量在30%时,各项指标性能均能达到较优,产品具有良好的物理、化学性能和环境学特性,达到室内家具使用要求,可代替普通人造板使用,同时生产和使用过程中均不会对环境造成危害,可降解,符合绿色环保材料要求,具有广阔的发展前景。
植物纤维多层复合板;成型工艺;纤维含量;性能
天然植物纤维Natural Vegetable Fibers, NVF是自然界最丰富的天然高分子材料[1-3],如木材、竹材、稻草、麦桔、谷糠、花生壳、甘蔗渣、椰子壳、亚麻、苎麻等[4],自然界中每年生长的纤维素(以天然植物纤维的形式存在)总量多达千亿吨,远远超过了地球上现有的石油总储量[5-6]。此外,还有大量的农业加工废弃物天然纤维资源,一些热带地区尤为丰富,每年从农业废弃物中提取的木质纤维可达 2.5×109Mt[7-9]。
充分利用天然植物纤维的潜力,发挥其独特的功能和特性,开发新的应用领域,是引人注目的热点[10-11]。天然植物纤维具有众多优点,如价格低廉、密度小、具有较高的弹性模量等,最为重要的是它的生物降解性和可再生性是其它任何增强材料无法比拟的,具有广阔的发展前景[12-14]。
植物纤维多层复合装饰板是新一代木质纤维增强复合材料。表层为同质透心柔性植物纤维材料或增强改性材料层,芯层为植物纤维微发泡层,其产品较之现有的天然纤维复合材料或木塑复合材料具有更良好的物理化学及加工性能,尤为重要的是整个生产和使用过程中均不会对环境造成任何危害,符合绿色环保材料要求。
1 实验材料与方法
1.1 实验材料
(a)木质纤维粉(木、竹小径材和枝桠材、加工剩余物以及农作物秸秆等),60目,自制;(b)重质碳酸钙粉;(c)热塑性树脂(聚氯乙烯、聚丙烯、聚乙烯等);(d)矿石颜料;(e)助剂(偶联剂、发泡剂);(f)辅料。
1.2 实验设备
(a)植物纤维多层复合装饰板成型机组,常州产;
(b)微机控制电子式万能试验机,型号:MWD-50型,济南试金集团有限公司;
(c)电热恒温鼓风干燥箱,SKGD-01,湖北省黄石市医疗器械厂。
1.3 制备方法
首先将表面活性剂和偶联剂加入到植物纤维中,混合搅拌均匀,送至干燥窑干燥至设定含水率;再按照板材设定的比例,将各物料加入到双螺旋搅拌机中进行混料、开炼捏合,表、芯层要单独分开;待开炼、捏合处理后,通过双螺旋挤出机将物料挤出,芯层物料输送至模口进行微发泡定型,再将表层物料输送至芯层,送至双棍延压机进行延压,延压成型后的板材经纵横裁边机裁剪成规格为1 220 mm×2 440 mm的成品,具体工艺流程见图1。
在制备材料配比中,主要是调整木质纤维与石灰石粉的比例,即木质纤维比例提高则石灰石比例相应下降,而其他组分不变。本实验按15%、20%、25%、30%、35%、40%不同纤维含量制备。
经上述工艺成型后的板材如图2所示:
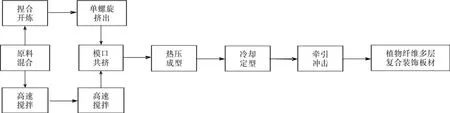
图1 植物纤维多层复合装饰板材工艺流程Fig.1 Plant fi ber multilayer decorative board process fl ow

图2 植物纤维多层复合板材Fig.2 Reinforcement and support layer of plant fi ber multilayer decorative board
1.4 力学性能检测
静曲强度和弹性模量按GB/T9341-2000锯制试件,抗冲击强度按ASTM D 256-06锯制试件,内结合强度按GB-T 11718-2009锯制试件,密度按GB/T1033.1-2008锯制试件,吸水厚度膨胀率按GB /T1034-1998锯制试件,握螺钉力按GB 11718.9-1989锯制试件。
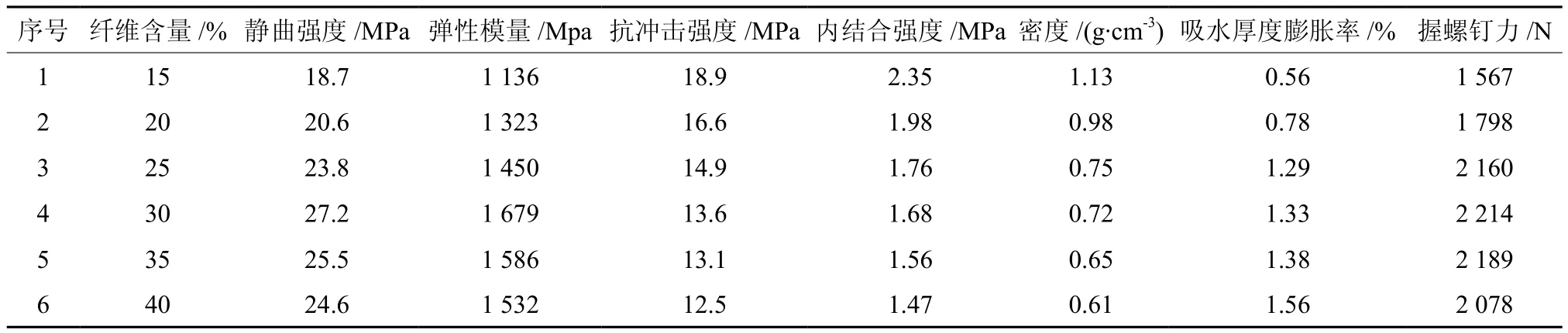
表1 实验结果Table 1 Experimental results
2 结果与讨论
在复合材料中,木质纤维是基体相,石灰石和树脂是增强相,纤维含量的多少直接影响复合材料的力学性能,故而在此次实验中主要考虑了复合材料中木质纤维含量对复合材料的力学性能的影响,石灰石与树脂构成的增强相按照一定的比例加入。
从图3、图4和图5中可以看出,随着纤维含量的增加,复合材料的静曲强度、弹性模量和内结合强度先增大后减下,这是因为在复合材料中,当纤维含量较少时,纤维与石灰石粉末通过树脂形成纤维-树脂-石灰石界面结合,多余的石灰石粉末在树脂的作用下胶合,形成石灰石-树脂-石灰石界面,在整个复合材料中,基体相有两种界面,同样,当纤维含量过多时亦会有两种界面存在,这对于复合材料强度会有很大影响,只有当纤维含量与石灰石含量比例想当时才会形成稳定的纤维-树脂-石灰石界面,整个复合材料的强度才会最好。

图3 复合材料的静曲强度Fig.3 MOR of composite
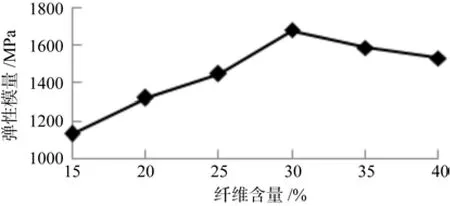
图4 复合材料的弹性模量Fig.4 MOE of composite
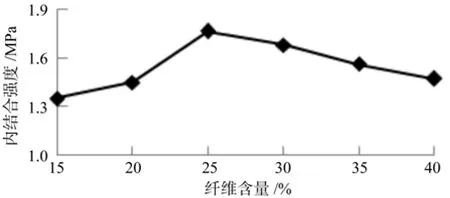
图5 复合材料的内结合强度Fig.5 Internal bond strength of composite
而当纤维含量超过30%后,其减度较小,这是因为纤维之间形成的界面强度要高于石灰石粉末之间界面强度,故而随着纤维含量的增加时,其静曲强度、弹性模量和内结合强度会先增加后减小。
在图6和图7中,可以看出,随着纤维含量的逐渐增加,复合材料的抗冲击强度和密度逐渐减小,这是因为随着纤维含量的增加,石灰石粉末含量逐渐减少,复合材料的界面结合情况发生变化,但是由于石灰石粉末属于刚性粒子,其抗冲击性能要大于纤维,所以随着纤维含量的增加,抗冲击强度会逐渐减小,同样,由于石灰石粉末的密度要大于纤维的密度,因而随着纤维含量的增加,整个复合材料的密度也会逐渐降低。
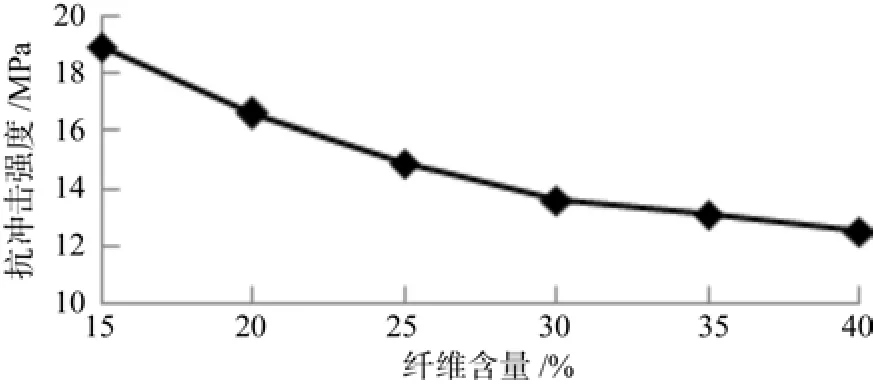
图6 复合材料的抗冲击强度Fig.6 Shock strength of composite
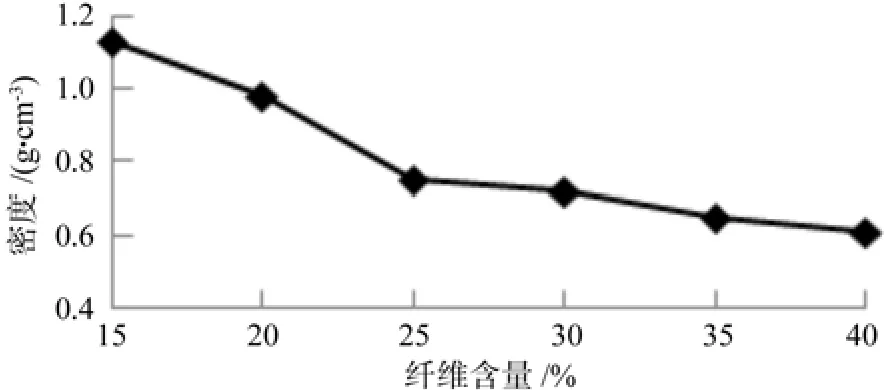
图7 复合材料的密度Fig.7 Density of composite
从图8和图9中可以发现,随着纤维含量的增加,复合材料的吸水厚度膨胀率和握螺钉力先增加后呈现平缓趋势,纤维是吸水性物质,石灰石是憎水性物质,随着纤维含量的增加,在一定范围内其吸水厚度膨胀率会随之增加。
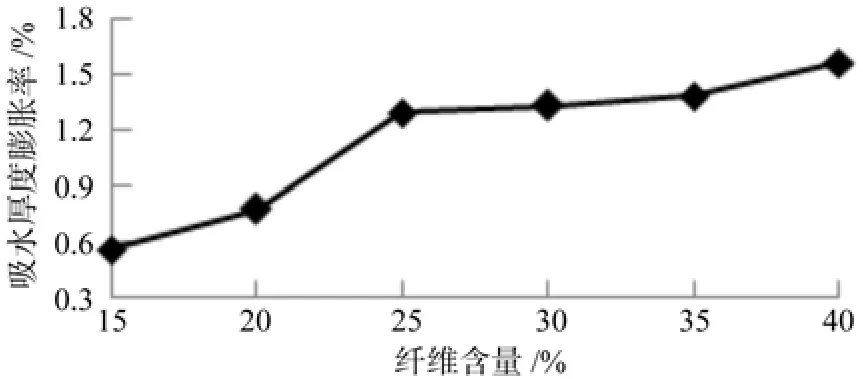
图8 复合材料的吸水厚度膨胀率Fig.8 Ts of composite
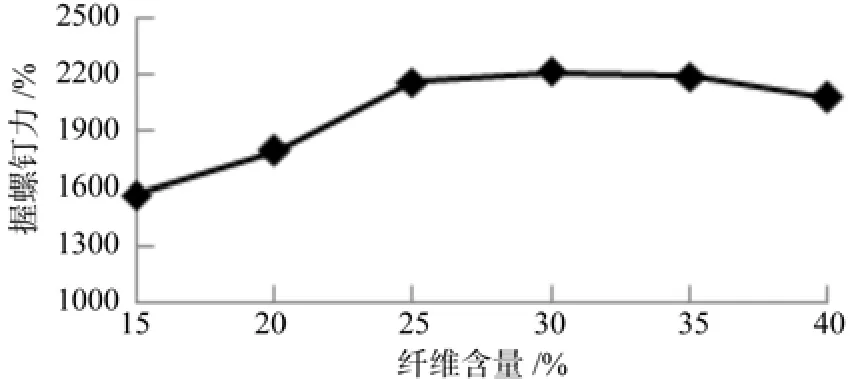
图9 复合材料的握螺钉力Fig.9 Screw holding capability of composite
当纤维含量不断增加时,复合材料界面结合发生变化,界面强度由小到大再减小,握螺钉力会随着复合材料的强度变化而变化,故而随着纤维含量的增加,握螺钉力会发生相应的变化。
3 结 论
(1)经上述工艺制得的植物纤维板材弯曲强度最大可达27.2 MPa,弯曲模量最大可达1 679 MPa,冲击强度最大可达18.9 kJ/m2,内结合强度最大可达2.35 MPa,吸水厚度膨胀率最小可达0.56%,握螺钉力最大可达2 214 N,密度最小可为0.61 g/cm3;
(2)通过改变复合材料中的纤维含量,可以看出,随着纤维含量的变化,各性能指标均发生不同变化,综合考虑各指标,最终选定本复合材料纤维含量为30%;
(3)所制得板材的各项指标均已达到普通人造板材国家标准要求,且无甲醛释放,生产和使用过程中不会造成危害,完全可代替普通人造板材在家具中的使用。
[1] 何洪城,陈 超.生物可降解木质天然纤维复合材料研究进展[J].木材加工机械, 2011(4):30-35.
[2] 鲁 林,张林文,曾竟成.天然纤维复合材料[M].化学工业,2005, 10:2-5.
[3] Kestur G. Satyanarayana, Gregorio G.C. Arizaga, Fernando Wypych. Biodegradable composites based on lignocellulosic fi bers—An overview[J]. Progress in Polymer Science, 2009, 34:982-1021.
[4] 郭颖艳, 徐剑莹, 金 涛.苎麻秆的基本特性及无胶碎料板制造工艺[J].中南林业科技大学校报, 2008,23(3):74-76.
[5] 程晓建,黎章矩,等.生态经济林与可持续发展[J].浙江林业科技, 2003,23(3):87-91.
[6] 姚先铭.湖南省经济林产业可持续发展的战略思考[J].经济林研究, 2007,25(2):95-101.
[7] Mohanty A K, Mistra M, Drzal L T. Sustainable bio-composites from renewable resources: opportunities and chanllenges in the green materials world [J]. Journal of Polymers and the Environment, 2002,10(1/2):19-25.
[8] Marion Noel, Emmanuel Fredon, Eric Mougel, Daniel Masson,Eric Masson, Luc Delmotte. Lactic acid/wood-based composite material. Part 1:Synthesis and characterization[J]. Bioresource Technology, 2009,(100):4711-4716.
[9] 何洪城,邓腊云,陈 超.美国木材与纤维复合材料研究现状[J].世界林业研究, 2012,25(5):70-75.
[10] Hiroyuki Kinoshita, Koichi Kaizu, Miki Fukuda,et al.Development of green composite consists of woodchips, bamboo fi bers and biodegradable adhesive[J]. Composites: Part B, 2009,(40): 607-612.
[11] 陈玉放,揣成智,谢来苏,等.植物纤维热塑性复合材料的开发及有关问题[J].现代塑料加工应用, 1998, 10(2): 50-53.
[12] 杨文斌,黄祖泰,李 坚,等.植物纤维/塑料复合材作地板基材的研究[J].福建林学院学报, 2005, 25(1): 10-13.
[13] 侯秀英,黄祖泰,杨文斌,等.植物纤维在复合材料中的应用与发展[J].纤维素科学与技术,2005, 13(4): 55-59.
[14] 郑玉涛,陈就记,曹德榕,等.改进植物纤维/热塑性塑料复合材料界面相容性的技术进展[J]. 纤维素科学与技术, 2005,13(1): 45-55.
Study on forming process of plant fi ber multilayer decorative board (Ⅰ):effect of fi ber content on properties
HE Hong-cheng1, CHEN Chao2
(1. Hunan Academy of Forestry, Changsha 410004, Hunan, China; 2 Central South University of Forestry and Technology, Changsha 410004, Hunan, China)
The effects of fi ber content of plant fi ber multilayer decorative board on the board’s properties were investigated by the experiments. The results show that when the fi ber content was 30% in the composites, the every performance index achieved better level.Namely, the products had good physical and chemical properties and environmental protection performance, and have also reached the indoor furniture environmental standards, thus the products can be used to replace the ordinary artif i cial board. It was proved that the product is completely no harm to environment in both producing and using process, and has a broad development prospect.
plant fi ber multilayer decorative board; forming process (moulding process); fi ber content; performance
S781
A
1673-923X(2014)08-0097-04
2013-10-31
国家林业局948项目:“木质天然纤维增强复合材料关键技术引进”(2011-4-11)
何洪城(1959-),男,研究员、高级经济师,长期从事林业生物质材料、植物有效成分、林业经济研究;E-mail:xbd9818@163.com
[本文编校:文凤鸣]
猜你喜欢
昆钢科技(2022年1期)2022-04-19 11:36:14
山东冶金(2019年3期)2019-07-10 00:54:04
创新作文(小学版)(2018年7期)2018-08-20 03:11:02
环境保护与循环经济(2017年4期)2018-01-22 03:27:12
国际木业(2016年8期)2017-01-15 13:55:23
国际木业(2016年4期)2017-01-15 13:54:26
国际木业(2016年3期)2016-12-01 05:04:53
国际木业(2016年1期)2016-12-01 05:04:11
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48