X射线强度对无损检测质量的影响
2013-12-28 02:09:00朱亚明陈红霞
重庆科技学院学报(自然科学版) 2013年3期
朱亚明 陈红霞
(西南石油大学机电工程学院,成都 610500)
我国射线无损检测有2种:X射线照相和X射线数字化实时成像。X射线照相法是目前我国企业常用的无损检测方法之一,石油天然气长输管道对接焊缝主要采用X射线胶片照相探伤,但该检测方法耗用大量胶片,成本较高,且拍片洗片评片工序复杂。管道施工多在野外操作,也给洗片评片带来很大困难。而X射线数字化实时成像系统克服了这些缺点,目前在国外应用比较广泛。这2种检测方法虽然工作原理不同,但是X射线强度对无损检测质量的影响却是基本相同的。影响X射线检测质量的因素很多,如像质计、胶片、焦距及人工误差等,在此只讨论影响X射线强度的因素。
X射线无损检测是利用射线通过被检物体时,有缺陷的部位与无缺陷部位对射线吸收的能力不同,即透过有缺陷部位的射线强度高于无缺陷部位的射线强度。因而可以通过检测透过被检物体后射线的强度变化,来判断被检物体是否有缺陷存在。
1 X射线的产生
X射线是在X射线管中产生的,X射线管是具有阴阳两极的真空管,阴极是钨丝,阳极是金属制成的靶。在阴阳两极之间加有很高的直流电压(管电压),当阴极加热到白炽状态时释放出大量电子,这些电子在高压电场中被加速,从阴极飞向阳极(管电流),最终以很大速度撞击在金属靶上,失去所有的动能,这些动能绝大部分转换成热能,仅有极少一部分转换为X射线向四周辐射(见图1)。
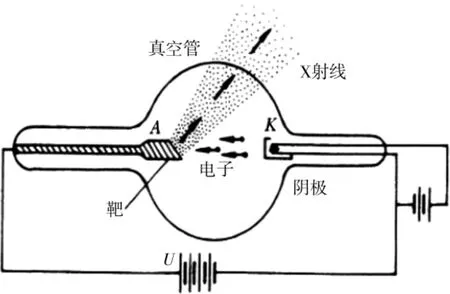
图1 常用X射线管示意图
2 X射线如何影响检测质量
电子在撞击金属靶时,只有约1%的动能转化为X射线,其他大部分均转化为热能。X射线的质是指X射线光子的能量,X射线的量是指X射线束内的光子数目。X射线的质和量决定了X射线的强度。而X射线强度的大小可以直接影响检测试件的厚度,也会直接影响探伤过程中成像的质量。而我国机械设备和管道类型多种多样,钢板的厚度也不尽相同,研究X射线强度的影响因素也就尤为重要。
目前我国X射线检测还没实现一体化,人为因素对X射线质量的影响也很大,因此需要提高检测人员的综合素质,掌握影响X射线强度的因素也是必要的。
3 影响X射线强度的因素
3.1 阳极靶材料
考虑X射线的产生,当电子从阴极飞向阳极,最终以很大速度撞击在金属靶上时,绝大部分转化为热能,只有极少数转化为X射线,因此要求阳极材料必须是耐高温的,合理选择阳极靶材料可提高X射线的转化率。
当X射线穿过物质时,其强度衰减。在选择阳极靶材料时,应使产生的X射线尽量少地被待测物质所吸收,所以阳极靶产生的X射线应稍微大于物质吸收限,并尽量靠近吸收限。
靶材料的原子序数越高,核库仑场越强,轫致辐射作用越强,射线强度也会增加,所以一般采用高原子序数的钨制作。
3.2 温度的影响
在X射线产生中,大量电子的产生是当阴极加热到白炽状态时释放出来的。当电子以很大速度撞击阳极靶时,这些动能绝大部分转化为热能,而温度过高就会烧坏阳极。
3.3 管电压、管电流的影响
管电流越大,表明单位时间撞击靶的电子数越多,产生的射线强度也越大;管电压增加时,虽然电子数目未变,但每个电子所获得的能量增大,因而短波成分射线增加,且碰撞发生的能量转换过程增加,因此射线强度同时增加。X射线的产生效率η等于连续射线的总强度IT与管电压V和管电流i的乘积之比,即:
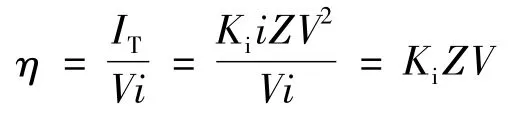
式中:η— X射线的产生效率;IT— X射线的总强度;V— 管电压,kV;i— 管电流,mA;Ki— 比例常数,Ki≈(1.1~1.4)×10-6;Z— 原子序数。
可见,X射线的产生效率与管电压和靶材料原子序数成正比。在其他条件相同的情况下,管电压越高,X射线的产生效率越高(图2);管电压越接近恒压,X射线产生效率也越高。
3.4 辐射场的分布
定向X射线管的阳极靶与管轴线的方向也会影响射线的强度,图3中X射线管的阳极靶与管轴线的方向呈20°的倾角,发射的X射线束有40°左右的立体锥角,随着角度的不同X射线的强度有一定差异。并且阴极侧比阳极侧射线强度高,大约30°辐射角处射线强度最大。
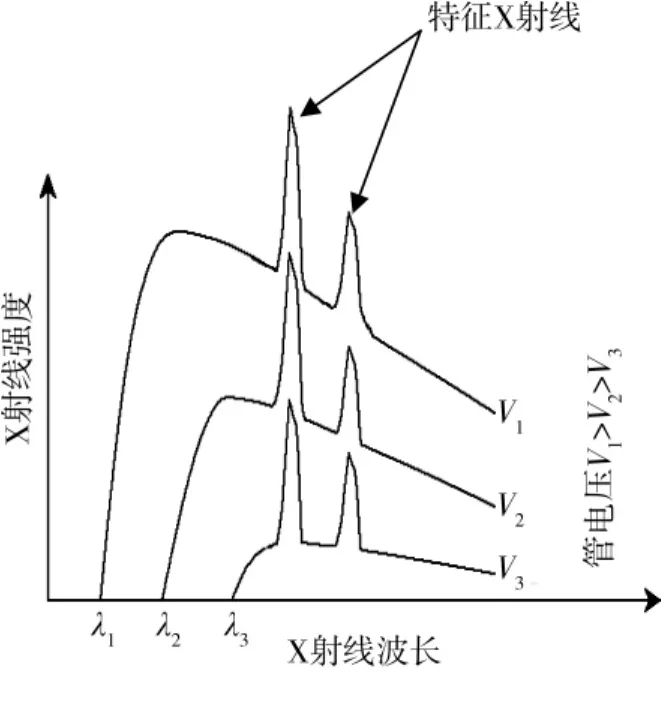
图2 X射线谱
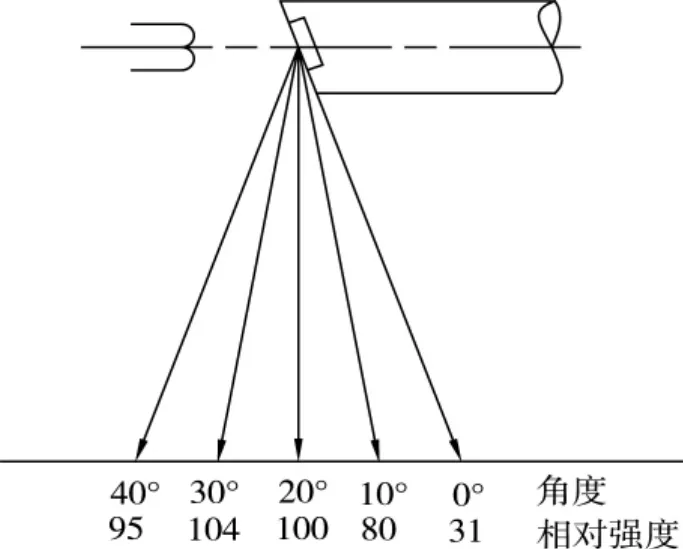
图3 不同角度上X射线的强度分布
4 结语
X射线检测方法快速准确,检测图像可长期保存,是各种无损检测方法记录中最真实、最直观、最全面、追踪性最好的方法。射线强度对透照厚度有影响,射线强度越大,可以透照的厚度就越大。X射线强度对无损检测质量的影响很大,正确的认识影响X射线强度的因素能更好的提高无损检测的质量。提高X射线的强度,可在一定程度上提高X射线的透照厚度,也将使X射线检测在实际应用中翻开新的一页。对X射线强度的研究能更好地提高无损检测的质量,扩大无损检测的范围,进而提高产品质量和生产效率。
[1]强天鹏.射线检测[M].北京:中国劳动社会保障出版社,2007.
[2]邵泽波.无损检测技术[M].北京:化学工业出版社,2003.
[3]曾祥照,孙忠诚,张正荣.X射线数字化实时成像技术在天然气管道焊缝探伤中应用的可行性[J].无损检测,2001,23(12):530-534.
[4]曾祥照,罗佩.X射线实时成像在焊缝探伤中的应用[J].焊接,2000(1):29-30.
[5]荆锋.X射线实时成像系统的应用[J].无损检测,2004,26(6):318-320.
猜你喜欢
化工管理(2022年14期)2022-12-02 11:44:06
Advances in Atmospheric Sciences(2022年6期)2022-04-02 05:29:02
陶瓷学报(2021年1期)2021-04-13 01:33:38
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:46
中学生数理化·七年级数学人教版(2019年12期)2019-05-21 02:53:50
电子制作(2018年12期)2018-08-01 00:47:46
中成药(2017年3期)2017-05-17 06:09:16
材料科学与工程学报(2016年1期)2017-01-15 13:33:40
船舶标准化工程师(2015年5期)2015-12-03 11:00:28
电源技术(2015年9期)2015-06-05 09:36:06