
基于改进弧形板定型机的一次定型扁丝新工艺
2013-12-23 04:32:18陈伟捷
机械工程师 2013年2期
陈伟捷
(大连加美地毯有限公司,辽宁 大连116033)
1 引 言
在地毯PP 基布生产中,弧形板定型机作为一个重要设备主要完成扁丝定型工序。该工序要求经定型后的扁丝收缩率在3%以下,而在一般情况下扁丝定型收缩率在5%~8%之间,因此必须在定型后对制成PP 基布再进行布定型才能成为合格品。这样的工艺流程复杂,生产成本高。如果能使扁丝定型一次合格,将大大降低成本,减少工艺流程。为达到该目标,根据多年的生产经验,对现有弧形板定型机进行了改造,使之能够一次完成扁丝的合格定型。
2 原有弧形板定型机特性
扁丝定型机分烘箱式和弧形板式加热器两种形式。烘箱式扁丝定型机是利用空气对丝进行加热,由于空气导热系数小,使得受热物体热吸收慢,热效应滞后,回缩率往往偏大,一般情况下与布定型联合使用,作为二次定型中的一次定型。弧形板定型机是扁丝紧贴在上下两弧形板面上,受热效应好,结构简单,表面采用金属板加热,金属的导热系数远远高于空气,所以传热效应好。由于这种特性,使得定型丝在受热过程中短时间内进行热传导,迅速达到所需要的回缩率。
3 弧形板定型机的改进
(1)如果想达到理想的回缩率,关键因素是加热时间,也就是要有充分的热量保证,供其充分吸收。具体做法是:首先加大板的长度,增加热源容量,原机板长1300mm,加热功率20kW,如图1 所示。现板长增加500mm,加热功率增加10kW,改后板长1800mm,加热功率30kW(如图2 所示)。该参数的调整是根据整个系统的预取向速度确定的,弧形板长度由速度与回缩时间确定,热功率由单位面积达到的热量值来确定。

图1 改造前的弧形板定型机
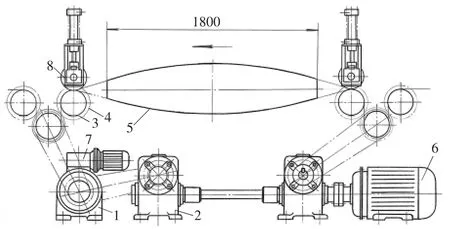
图2 改造后的弧形板定型机1.无级调速器 2.蜗杆减速器 3.握持辊 4.传动齿轮 5.弧形板加热器 6.变频电机 7.松驰率调节电机 8.加压胶辊
(2)扁丝的预取向速度取决于整个系统的整体速度。由于原料受到了添加剂、熔融指数MI、大气环境、空气湿度等因素的影响,因而扁丝经常出现厚薄不均、宽度不等的现象,进而影响受热效果,使回缩率产生波动,严重影响质量。针对这一现象应当及时调整整个系统的速度,当丝的厚度增加时降速,相应增大松弛率;厚度变薄则相反。
热定型的松弛率的大小为输入速度、输出速度的差值与输入速度之间的比值,该参数是由前后两组握持辊3 来完成的,如图2 所示。松弛率是直接影响回缩率的重要因素,当松弛率超过了回缩率的要求值时,将出现张力过大现象从而无法达标;相反,则出现表面不均,强力减小,都会出现质量问题。在出板区域装有探测系统,会将数值反馈从而控制以上两项指标,便可保证回缩率的稳定。
(3)扁丝的厚薄、宽度变化的数据信号通过反馈后的处理,直接控制系统的速度和前握持辊的转速,其中一组握持辊改变,松弛率就会改变。将原来的减速机与握持辊之间的传动通过一个无级调速器1 传递,反馈信号控制由电机带动的调速手轮实行调速,如图2 所示。通过该系统不断变化的过程,使得定型连续而稳定地进行。
(4)前后握持辊在控制扁丝松弛率时,在原设备上每组有3 个握持辊靠缠绕吸附的作用使之产生握持力,由此产生的握持力显得有些不足,以至于达不到预想的效果而产生打滑现象,严重影响了正常的回缩率。控制握持力不稳也是一个重要的环节,具体改进是在靠近弧形板的光辊上增加一个加压胶辊8,如图2 所示。在压辊上有用气动控制的升降加压装置,开机前是抬起的,落下后对下辊之间的扁丝产生压力,从而增加握持力,消除打滑因素,保证了系统松弛率的稳定值。
4 结 语
本文通过对原有弧形板定型机的改进,实现扁丝的一次定型,简化了扁丝的二次定型工序,并能达到产品质量要求。该方法节约了设备成本、占地、厂房、能耗和人员等几项核算成本,每平方米PP 基布降低生产成本0.15~0.20元。且改造后的设备对产品均匀度和柔软度都有所提高,继而用在地毯织造中减少了丝裂,保证了平整度和图案的真实度,同时增加了销量,提高了产量和经济效益。
猜你喜欢
纺织器材(2022年4期)2022-08-18 14:05:34
纺织器材(2022年4期)2022-08-18 14:05:34
历史教学问题(2021年3期)2021-12-20 01:25:22
家园·建筑与设计(2021年1期)2021-09-10 07:22:44
纺织服装周刊(2016年46期)2016-01-30 14:32:35
纺织器材(2015年5期)2015-12-19 06:38:34
纺织器材(2015年4期)2015-12-19 06:37:30
资源节约与环保(2015年5期)2015-01-27 21:24:43
中国经贸导刊(2014年10期)2014-05-27 04:09:11
机电信息(2014年20期)2014-02-27 15:53:19
