螺纹车刀在铣削螺纹时的应用
2013-12-23 04:39刘峙
机械工程与自动化 2013年5期
刘 峙
(河南许昌技术经济学校,河南 许昌 461500)
0 引言
随着CNC技术的不断发展,螺纹铣削应用越来越广泛,作为一种新型的螺纹加工工艺,与传统的加工方法相比,在加工精度、加工效率、稳定性等方面都具有很大的优势。对于铜、铝等相对塑性较好的材料,在数控车床上加工螺纹时,极易出现粘刀现象,螺纹的精度和尺寸很难保证,表面质量无从谈起,而采用螺纹铣削则可以轻松解决这一难题。目前发达国家大批量生产螺纹比较广泛地采用了铣削工艺。
螺纹铣削一般采用硬质合金圆柱螺纹铣刀和机夹式螺纹铣刀。圆柱螺纹铣刀适用于钢、铸铁和有色金属材料的中小直径螺纹铣削,不适应大螺距螺纹的加工。机夹式螺纹铣刀主要用于铣削较大直径的内螺纹,也可以铣削外螺纹(Φ16mm~Φ30mm)。但是这些刀具的主要缺点是制造成本较高,价格昂贵。对于中小型企业,在数控铣床上加工铜、铝材料的大直径螺纹,耗费太高。本文通过实践研究发现,在数控铣床上采用价格便宜的螺纹机夹车刀也能加工出铜、铝材料的大直径螺纹,表面质量符合要求。希望此特例能给其他同行借鉴和启发。
1 螺纹铣削原理
螺纹铣削的原理是基于数控铣床具有三轴联动插补功能,可以实现空间螺旋线的插补加工,即刀具周向旋转一周,轴向则进给一个导程。铣削螺纹时刀具的圆周运动产生螺纹直径,而同步的直线运动则产生螺距。螺纹铣削示意图如图1所示。
2 加工实例
2.1 图样分析
该零件毛坯尺寸为55mm×55mm×13mm,材料为铜,零件图样如图2所示。零件外形为方形,中心为一M18×1的丝孔,在以零件中心为圆心、直径Φ44 mm 的圆周上均布4个阶梯孔,孔直径分别为Φ9mm和Φ15 mm,Φ15 mm 孔深为7 mm。所有孔端均需0.5mm 倒角。
加工后的成品如图3所示,加工重点为中心孔中的螺纹。
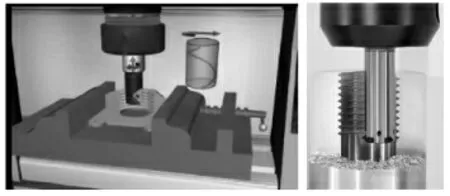
图1 螺纹铣削示意图
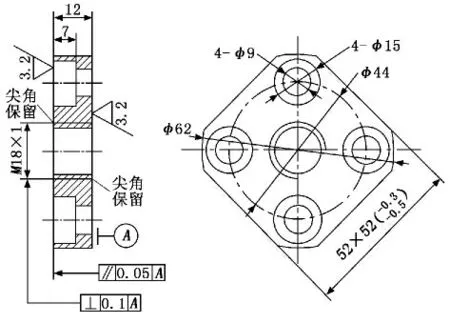
图2 螺纹零件图
2.2 加工工艺的确定
工艺:铣面、钻孔、铣阶梯孔、铣螺纹(重点)、铣轮廓。
机床:可采用三轴联动数控机床。本文使用云南机床厂XK7140数控铣床FANUC 0-TD 系统。
刀具:普通机夹内螺纹车刀(见图4)。
夹具:平口钳。
2.3 螺纹铣削加工手工编程
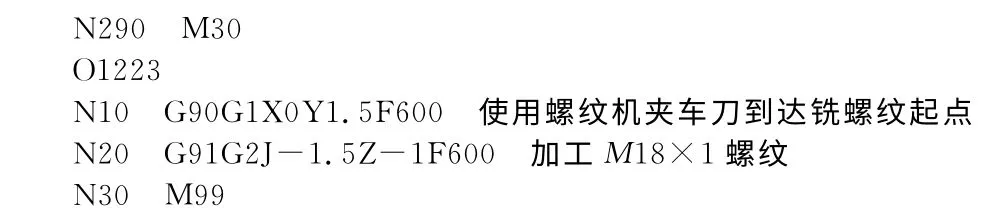
数控铣床铣平面和轮廓很容易,本文不再阐述。使用机夹螺纹车刀铣加工螺纹,也只需手工编制出加工程序即可。加工程序如下(若加工其他的螺纹可以照此加工类推):

图3 零件成品

图4 铣削加工时所使用的机夹内螺纹车刀
3 结论
数控机床在我国机械加工行业应用越来越广泛,一些大型零件的螺纹加工,用传统的螺纹车削和丝锥、板牙已无法满足生产的要求。而在数控铣床和加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹铣削加工,较其他加工方式其优势更加明显。
(1)效率高、适用广。螺纹铣削采用高速切削和快速进给加工方式,节省加工时间;其加工工序高度集中,螺纹铣刀能完成钻孔、倒角、铣螺纹多道工序且加工出的螺纹可全部为有效长度;同一把刀具还可以完成左右旋向螺纹、内外螺纹以及不同螺距规格螺纹的加工。在三轴联动的数控铣床上几乎可以实现各种情况的螺纹加工,特别是对于不完整孔的螺纹加工、难切削材料的螺纹加工以及小直径盲孔零件螺纹和大直径螺纹加工均有出色的表现。
(2)精度高、质量好。用传统方式加工螺纹,存在着切削速度低、难以断屑等问题,要想获得较好的表面光洁度和螺纹精度相当困难。但对于螺纹铣削来说则不是问题,首先铣床具有较高的切削速度,即使是较小的切削力也能保持切削表面的光滑;其次铣床具有较好的冷却和断屑功能,细碎的切屑可以轻松地被高压冷切液冲出工件而不会划伤已加工表面;再次在铣床上能实现一次定位装夹便可以加工多个螺纹或者多道工序的目的,可以精确保证各被加工要素之间的相对位置精度。另外由于螺纹加工是靠螺旋插补来保证精度的,因此只需要调整一下程序就能获得所需的高精度螺纹,该特点在精度螺纹加工中拥有绝对优势。
(3)刀具省、稳定性好。在数控铣床上加工螺纹,切屑短,切速高,排屑容易,刀具磨损少。实践证明,相同的螺纹车刀在数控铣床上的使用寿命是在数控车上使用寿命的4倍~8倍。采用传统的螺纹加工方法加工如钛合金、高温合金和高硬度材料等这些难加工材料时,很容易发生刀毁工件损坏的现象,而采用螺纹车刀来加工则可以避免这类问题的发生。其原因是由于螺纹车刀在铣削螺纹时切削刃是逐渐切入材料的,因此它产生的切削力比较小,很少会出现断刀或夹刀现象。即使出现断刀,由于车刀刀头比螺纹孔要小很多,也可以轻松从工件中取出断裂部分而不会伤及工件。
[1] 傅水根.机械制造工艺基础[M].北京:清华大学出版社,2010.
[2] 杨丰.数控加工工艺[M].北京:机械工业出版社,2010.
[3] 孙德茂.数控机床铣削加工直接编程技术[M].北京:机械工业出版社,2004.
猜你喜欢
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
现代工业经济和信息化(2016年1期)2016-05-17
新教育时代电子杂志(学生版)(2015年31期)2015-12-20
金属加工(冷加工)(2014年21期)2014-12-02