
子程序嵌套在数控加工中的应用研究
2013-12-23 03:55张文俊朱晓丽
机械工程与自动化 2013年2期
张文俊,朱晓丽
(1.鄂东职业技术学院,湖北 黄冈 438000;2.辽沈工业集团有限公司,辽宁 沈阳 110043)
1 子程序的作用
为简化编程,当相似或相同的加工轨迹需要多次使用时,就可以把该部分的程序编辑为独立的程序进行调用,被调用的程序称为子程序,调用该程序的程序称为主程序。使用它可以使某些零件加工的编程变得简单、明了,能减少不必要的重复,同时能减少占用系统的程序容量和存储空间,大大提高了工作效率。
2 子程序调用指令
常见的子程序调用指令格式为:M98P××××L_(华中数控系统)。其中,P 后边的数字为子程序编号,L 为 调 用 次 数(L1 可 省 略,最 多 为9999 次)。如M98P1002L9,表示调用%1002子程序9次。子程序嵌套是指子程序中还包含子程序,常用子程序嵌套有两重或三重嵌套甚至更多。有些加工的图案多次出现,并且加工的图案又要分层铣削,用到子程序嵌套可以使数控编程大大简化,起到事半功倍的作用。
3 子程序嵌套应用实例
3.1 两重嵌套
子程序两重嵌套加工时,下刀5mm 为Z 向下刀的子程序,然后将Z 向的子程序进行Y 向平移(见图1)或X 向平移(见图2),就可以加工出图示零件。图1所示零件的加工程序如下:



图1 纵列凹槽
3.2 三重嵌套
子程序三重嵌套加工时,先加工Z 向,然后将Z向的子程序进行Y 向平移,最后Y、Z 整列向X 方向平移,就可以加工出图3所示零件。其加工程序如下:



图2 横排凹槽

4 结束语
掌握子程序嵌套,既能简化计算和减少占用系统的程序容量和存储空间,又能充分发挥数控系统功能,而且利于程序检查,减少程序的出错率,从而提高编程效率,有效地提高生产率。
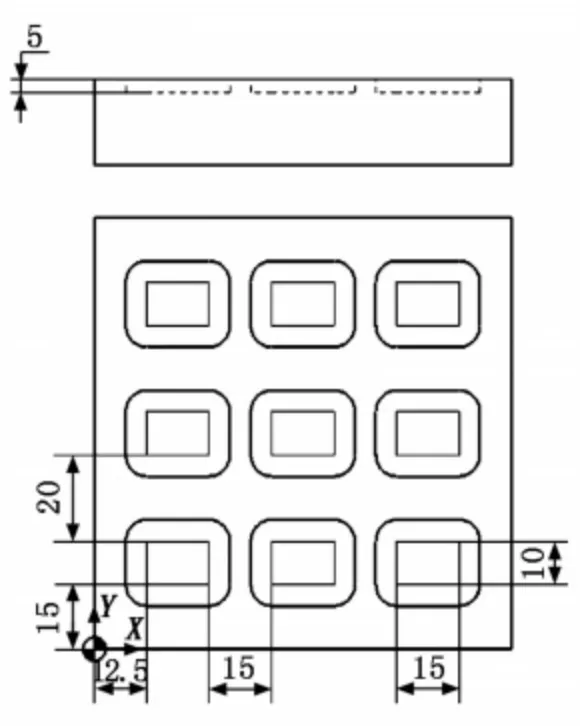
图3 陈列凹槽
[1] 张文俊.球头车刀在数控车床加工中的应用[J].机床与液压,2010(18):110-111.
[2] 张文俊.刀具补偿技术在不等距偏心槽中应用[J].机床与液压,2009(6):256-257.
猜你喜欢
系统工程学报(2021年4期)2021-12-21
智能计算机与应用(2021年6期)2021-12-17
综艺报(2020年21期)2020-11-30
电脑爱好者(2019年17期)2019-10-30
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
计算机工程(2014年6期)2014-02-28
河南科技(2014年23期)2014-02-27
统计与决策(2012年14期)2012-02-21
