
基于AutoCAD 的停车设备组合机床自动数控编程算法*
2013-12-23 04:47马少华张承瑞胡天亮孙好春
组合机床与自动化加工技术 2013年2期
马少华,张承瑞,b,胡天亮,b,孙好春
(山东大学a.机械工程学院;b.高效与洁净机械制造教育部重点实验室,济南 250061)
0 引言
随着社会的高速发展以及人们时间观念的不断加强,智能停车设备获得空前发展,满足了人们存取车时间短、入场无需停车引导等需求[1]。在停车设备的加工过程中,立柱、横梁、纵梁等结构通常以H 型钢、槽钢为原材料[2],手工进行钻孔、铣槽以及等离子切割等加工。当应用数控机床加工停车设备的零件时,由于加工特征的数目和种类较多,生成加工代码时需要设计合理的加工工序并选配刀具。因此,准确高效地生成加工代码,成为停车产业关心的技术问题。
目前,基于图形的计算机辅助编程技术快速发展,提高了编程效率和程序准确度[3]。文献[4]通过读取DXF 文件自动建立图元信息数据库,按照特定工艺自动生成加工代码,对横梁上多个图元进行加工;文献[5]中,基于DXF 文件设计的图形自动编程系统,能对单视图的零件沿其轮廓进行切削。以上自动编程系统可识别简单图纸,加工方式单一,工艺不可更改。本文针对停车设备中H 型钢加工的要求,为一种H 型钢加工专用组合机床设计了一种自动编程算法,通过读取DXF 文件来获取图元信息,可识别按照第三角标准[6]设计的多视图类型的图纸,能协调多个刀具同时工作,工艺修改简单、方便。
1 组合机床控制功能分析
1.1 系统功能分析
在停车设备的生产中,需要对较长型材的前、后、上三个面钻孔、铣槽以及等离子切割,并且满足安全条件时,多把刀具同时加工。如图1 所示,本组合机床采用卧式结构,安装A、B、C 三个龙门架,可以按图中箭头方向整体移动;每个龙门架上安装三个刀架(如A 龙门架上有d、e、f 三个刀架),使机床具备9 个可控刀具通道、21 个可控运动轴。由于刀具数量大、加工特征多以及多轴联动,人工编程很难实现。因此需设计一种图形自动编程系统,根据加工参数,快速、准确地生成符合加工工艺的NC 代码。数控系统按照NC 代码控制9 把刀具运动,实现多把刀具同时对型材的多个面进行多种形式的加工。
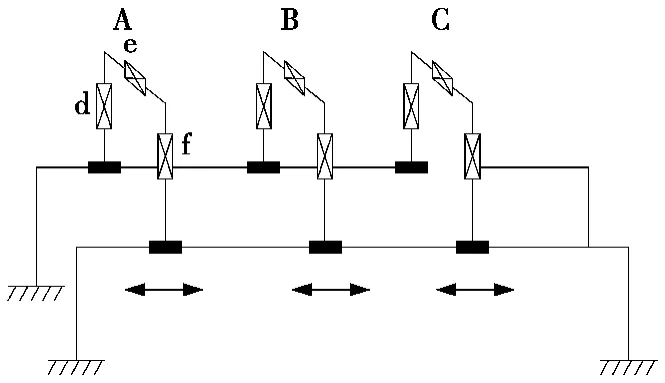
图1 机床结构
1.2 软件需求分析
根据组合机床功能分析结果,本自动编程系统应满足以下运动控制要求:
(1)当龙门架间距满足安全距离时,多个龙门架可以同时运动;
(2)在钢材长度方向上的某一位置,当钻削钢材的不同表面时,刀具无需沿钢材长度方向移动,因此同一个龙门架的相应刀具可同时钻削钢材;当铣削或等离子切割钢材的不同表面时,刀具需要沿钢材长度方向移动,同一个龙门架的相应刀具应先后完成加工,不可同时加工。
为了实现上述运动控制要求,本文首先设定了数控加工代码的格式,然后读取DXF 文件的图元信息并预处理成可用的图元数据,最后根据生成代码的算法逻辑,通过人机交互,顺次生成NC 代码。
2 控制系统结构
本文设计的组合机床控制系统选用Visual Studio 2008 平台开发,结构如图2 所示。本系统通过设计的自动编程系统读取指定的DXF 文件以获取加工信息,生成NC 代码的文本文件。数控系统读取NC 代码文本文件生成加工任务,进行插补运算、PLC逻辑控制以及系统运行监控。控制器采用基于我们课题组设计的Ether MAC 实时以太网平台开发。

图2 控制系统结构
3 数据预处理
为了获取符合加工代码要求的图元数据,需进行以下预处理:首先设定型材的坐标系以方便算法的描述,然后对AutoCAD 设计设定了2 条约束条件以得到符合要求的DXF 文件,最后转换图元坐标并定义图元识别方法,获取正确的图元信息。
3.1 工件坐标系
为了正确的生成NC 代码,需要设定工件坐标系。设计的H 型钢加工专用组合机床控制系统采用第三角作图标准[6],设定工件坐标系。如图3 所示,将H 型钢平放,两翼分别在前后面,腹板在中间,将两翼和腹板分别投影,得到图纸的前、后、上三个视图。工件坐标系原点建立在前面左下角,在三个面分别建立笛卡尔坐标系:沿钢材长度方向设定为Y轴正方向;刀具进给的反向为Z 轴正方向。

图3 工件坐标系
3.2 与AutoCAD 平台的数据接口设计
DXF 文件是一种通用的图形数据交换文件,大多数AutoCAD 软件包都提供DXF 文件格式的双向转换接口[7]。AutoCAD 生成指定的DXF 文件需满足以下约定条件:
(1)零件图严格按照工件实际尺寸的比例绘制;
(2)将型材的前、后、上视图的实体分别放于图层3、1、2,将其他图元(如尺寸线等)放于图层0,从而识别不同的视图和注释标志。
自动编程系统读取指定的DXF 文件,获取图元的精确位置和形状,并通过识别图层来区分不同视图,为NC 代码生成做准备。
3.3 图元的坐标变换
由AutoCAD 设计的图纸一般由线段、圆和圆弧组成[8]。在DXF 文件中,线段由起点、终点坐标表示,圆由圆心坐标、半径表示,圆弧由圆心坐标、半径、起始角和结束角表示。线段和圆的图元信息符合生成NC 代码的要求,但是圆弧的图元信息需要转换成圆心、起点、终点坐标并判断圆弧方向,才可用于生成NC 代码。

图4 圆弧示意图
如图4 所示,假设圆心坐标为O(XC,YC),圆弧起始角为α=∠AOB,终止角为β=∠AOC,半径为r,则起点坐标B(XS,YS),终点坐标C(XE,YE)满足:

采用向量叉乘法判断圆弧方向。如图5 所示,根据圆弧的起点P3、终点P4和圆心O 来判断圆弧方向,建立向量

按式(7)计算向量C 如下:

按照右手法则,如果C <0,则圆弧方向为顺时针;如果C >0,则圆弧方向为逆时针。
3.4 图元的识别
从DXF 文件中读入的图元是按照CAD 软件的绘图顺序进行排列的[9],不可直接作为刀具轨迹数据,需要按照加工要求,对图元的顺序进行排列。
(1)由于圆是一个封闭的独立图元,对圆钻削或切割,只需要识别圆心、半径;
(2)组合图形由线段、圆弧构成,因此切割组合图形,需要确定图元的先后顺序。等离子切割时,需要添加引弧线。如图5 所示,用鼠标点选引弧线起始位置附近点P0、组合图形上第一个被加工图元的端点P1来形成引弧线P0P1。然后,点选第一个被加工图元的中点P2(直线)或圆心P2(圆弧)来选中该图元。此时,算法经过判断,自动调节该图元的起点为P1、终点为P3。根据该图元的终点P3,寻找与其端点重合的另一图元,并将新图元定义为加工工序中的下一个图元。同时,采用容差法[10]判断两点是否重合,排除绘图中人为因素造成的误差。按此方法依次查询,直至寻不到符合条件的图元。

图5 组合图形
4 代码生成规则设计
4.1 代码格式
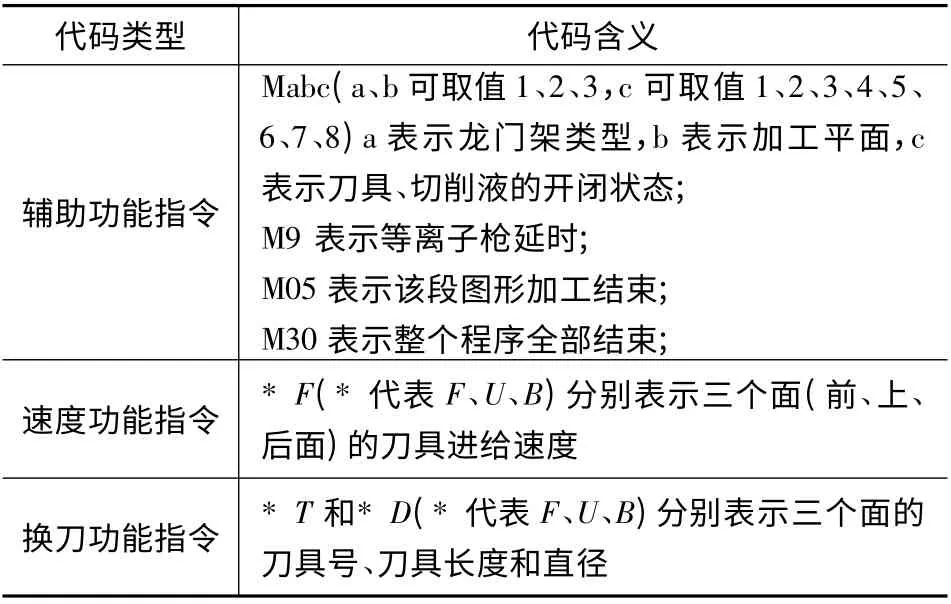
参考标准NC 代码,结合停车设备型材组合机床需要对较长型材的多个面进行多种形式加工的特点,本文制定的自动编程系统的NC 代码格式如表1 所示。

表1 NC 代码指令功能定义
(续表)
生成加工程序时,根据刀具中心轨迹数据生成相应的G 指令,并把坐标值赋给X、Y、Z 变量,再根据进给速度和采用的刀具类型,分别产生F,T,D 指令,最后加上程序号和必要的M 指令组成程序段,在程序结束时加上辅助指令M30 表示程序结束。
4.2 代码生成规则
为了提高停车设备型材组合机床的加工效率,当满足龙门架之间的安全距离和不同加工特征之间互不干涉的要求时,多个刀架可同时运动,同时加工型材的不同侧面。编程系统不断扫描点选的图元,通过判断选中图元与预设刀具是否匹配,获取当前加工类型,然后按照表2 所示的代码生成规则依次自动生成NC 代码,最后数控系统根据NC 代码控制机床完成加工任务。具体逻辑如下:当按照工艺点选一个图元M 后。
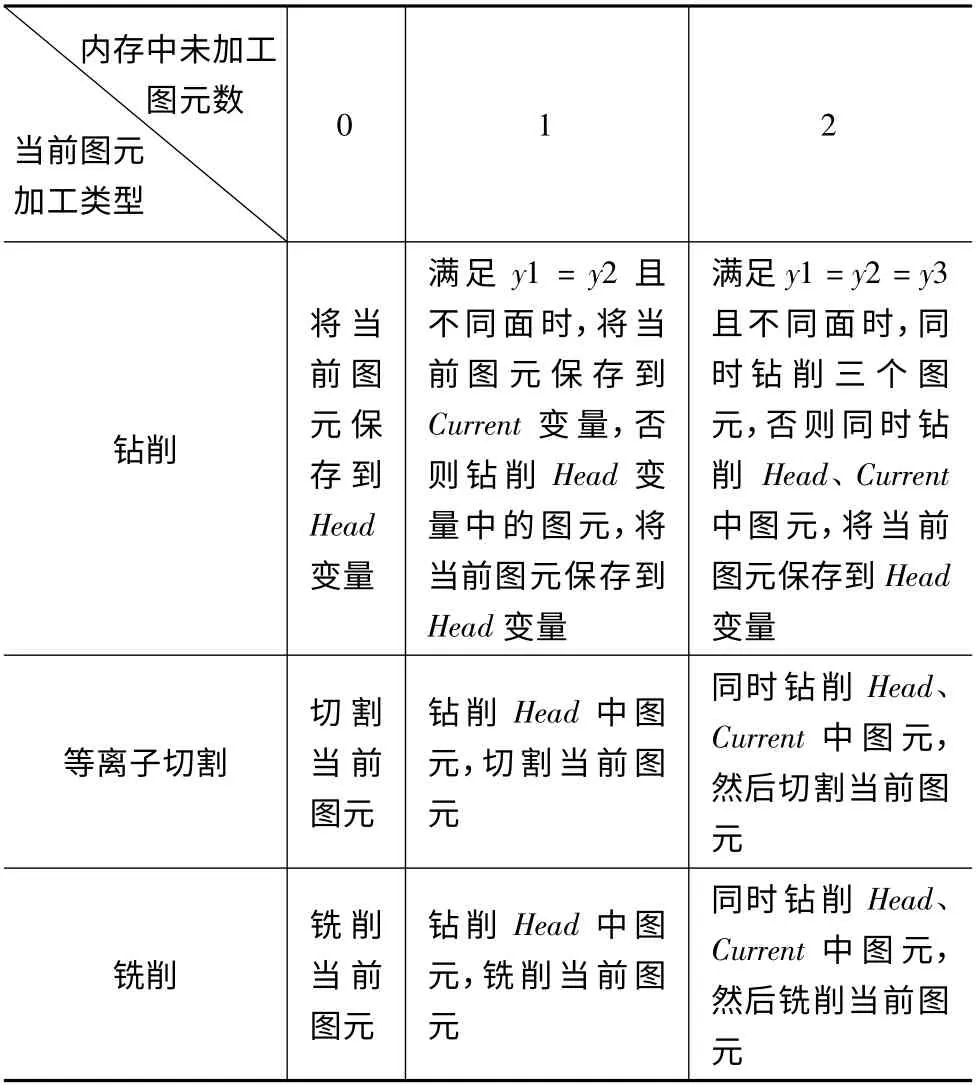
表2 代码生成规则
(1)如果点选图元前,内存中有0 个未加工图元,则根据图元M 的加工类型进行相应处理。如果加工类型是钻削,则将图元M 保存到Head 变量;如果是等离子切割,则切割图元M;如果是铣削,则铣削图元M。
(2)如果点选图元前,内存中有1 个未加工图元,则根据图元M 的加工类型进行相应处理。如果加工类型是钻削,当Head 变量中的图元与图元M 满足y1 =y2 且不同面时,将图元M 保存到Current 变量;当不满足条件时,钻削Head 变量中的图元,并将图元M 保存到Head 变量;如果是等离子切割,则钻削Head 变量中的图元,然后切割图元M;如果是铣削,则钻削Head 变量中的图元,然后铣削图元M。
(3)如果点选图元前,内存中有2 个未加工图元,则根据图元M 的加工类型进行相应处理。如果加工类型是钻削,当Head、Current 变量中的图元与图元M 满足y1 =y2 =y3 且不同面时,同时钻削三个图元;当不满足条件时,同时钻削变量Head、Current 中的图元,并将图元M 保存到Head 变量;如果是等离子切割,则同时钻削变量Head、Current 中的图元,然后切割图元M;如果是铣削,则同时钻削变量Head、Current 中的图元,然后铣削图元M。
5 实例应用
根据江苏某停车产业公司提供的DXF 格式的图纸,本自动编程系统生成NC 代码如图6 所示。将生成的NC 代码文件输入到数控系统,实现型材加工。实践表明,仅需要2 名工人即可完成型材搬运、装夹定位以及对型材进行多种类型加工,平均每天加工型材40 根以上,与原来加工方式相比,生产效率较原来提高6 倍以上,且大大减轻了劳动强度。图7 为组合机床加工H 型钢现场。

图6 NC 代码生成界面

图7 停车设备用组合机床
6 结束语
本文设计的H 型钢加工专用组合机床图形自动编程系统,可访问符合第三角标准设计的图纸,适用于多视图、多独立加工特征的图纸。操作者按照工艺点选图元,系统自动生成符合工艺的NC 代码,工艺适应性好。本系统适用于多种刀具同时对较长型材进行不同形式的加工,生产效率较高。应用本文设计的图形自动编程系统,可大大提高H 型钢加工中的编程效率,并提高编程准确度,以实现H 型钢的自动数控加工。
[1]殷乃范. 智能停车场电气自动化控制系统的设计思想[J]. China’s Foreign Trade,2011,18:436.
[2]连香姣,郝亮,李丹. 升降横移式立体停车设备的机电一体化系统设计[J]. 北京建筑工程学院学报,2003,19(2):62-64.
[3]肖苏华. 图形交互式数控线切割自动编程系统的研究与开发[J]. 机电工程技术,2011(1):24-26.
[4]张友兵,史旅华,冯霞. 汽车纵梁数控冲床系统的数据库设计与开发[J]. 机电工程,2004(4):1-4.
[5]王明,孙进. 基于DXF 文件的图形自动编程数控系统设计[J]. 中国农机化,2011(2):122-124.
[6]刘志民. 浅谈制图第三角画法标准[J]. 水利水电标准化与计量,1994(2):35-37.
[7]沈兴全. 基于AutoCAD 的数控车床自动编程系统[J].华北工学院学报,2005(100):131-134.
[8]Nafis Ahmad,A.F.M. Anwarul Haque,Manufacturing feature recognition of parts using DXF fiels,4# International Conference on Mechanical Engineering,December 26-28,2001:111-115.
[9]章勇,谷安,项甫根. 基于DXF 文件的低速走丝线切割加工自动编程系统的开发[J]. 电加工与模具,2007(5):9-11.
[10]张欢,余丽. 基于AutoCAD 的数控自动编程系统[J].机械研究与应用,2009(6):76-81.
猜你喜欢
建材发展导向(2022年4期)2022-03-16
水资源与水工程学报(2021年1期)2021-04-23
上海建材(2021年5期)2021-02-12
船舶标准化工程师(2020年1期)2020-06-12
科学技术创新(2020年6期)2020-04-18
中华建设(2019年7期)2019-08-27
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
