口腔修复用钛锆铌锡合金研制及铸造性能研究*
2013-12-23 06:00:08李长义邓嘉胤张连云
中华老年口腔医学杂志 2013年1期
胡 欣 李长义 邓嘉胤 刘 霜 张连云
钛资源丰富、来源广泛、价格较低、密度小、比强度高,具有良好的生物相容性和耐蚀性,作为牙科材料的钛及其合金比其它的牙科材料有着无可比拟的优越性。因此,钛作为齿科材料应用于整形外科、种植以及口腔修复等医学领域日益增多[1-5],是未来口腔修复材料研究的主要方向。近年来,国内外学者在口腔修复用钛合金方面做了大量的工作,研制了一系列的新型医用钛合金[6-10]。但目前在口腔修复领域广泛应用的仍然是纯钛和Ti-6A l- 4V 合金,经过多年临床观察,纯钛及Ti-6A 1- 4V 合金存在强度低、耐磨性差、生物学性能不佳等缺点,在临床应用时存在其一定的局限性。
有鉴于此,本课题组选用生物相容性良好的钛(Ti)、锆(Zr)、铌(Nb)及锡(Sn)元素,研制可满足口腔修复用钛合金性能要求的高强度、高弹性模量的Ti- Zr- Nb- Sn 合金。经前期实验证实,课题组研制的Ti- 12.5Zr- 3Nb- 2.5Sn 合金具有良好的机械性能、耐腐蚀性、耐磨性和生物学性能,是一种具有良好发展前途的口腔修复用金属材料[11-15]。但Ti- 12.5Zr- 3Nb- 2.5Sn 合金作为一种新型的口腔修复用金属材料,能否应用于口腔中还必须检验其铸造性能。因此,本实验在前期研究的基础上,采用国产LZ5 型离心铸钛机,测试合金的铸流率,铸造反应层和线收缩率,评价该合金的铸造加工性能,为该合金作为铸造合金应用于口腔临床应用提供依据。
1. 材料和方法
1.1 材料 试验材料为纯度为99.9%的钛板,纯度为99.9%的锆板,纯度为99.9%的铌棒和纯度为99.9%的颗粒状锡(宝鸡市胜超有色金属材料有限公司提供)。将材料置于煮沸的Na2CO3溶液30m in 除油,然后放入无水乙醇中,一起置入超声波细胞粉碎机中,用超声波清洗10m in,得到表面洁净的原材料。严格按照Ti- 12.5Zr- 3Nb- 2.5Sn的比例称取原材料配制合金。
1.2 实验设备
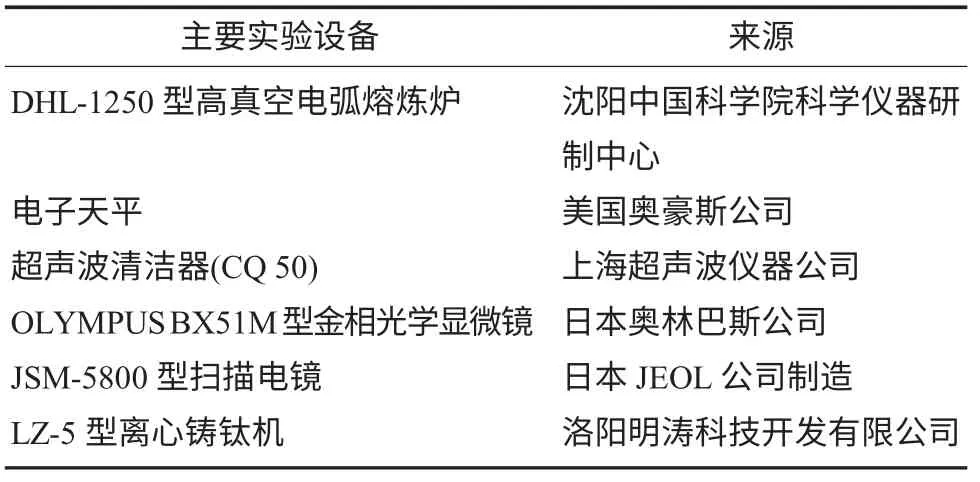
主要实验设备 来源DHL-1250 型高真空电弧熔炼炉电子天平超声波清洁器(CQ 50)OLYMPUSBX51M型金相光学显微镜JSM-5800 型扫描电镜LZ-5 型离心铸钛机沈阳中国科学院科学仪器研制中心美国奥豪斯公司上海超声波仪器公司日本奥林巴斯公司日本JEOL 公司制造洛阳明涛科技开发有限公司
1.3 实验方法
1.3.1 合金的冶炼 将配制好的原材料放入DHL- 1250 型高真空电弧熔炼炉熔炼四五次,制成表面光洁的50g 铸锭。铸锭热煅为16 mm×60mm×10mm 的棒材,500℃3h 时效处理。
1.3.2 合金铸流率的研究 制作10×10 格栅网的网状试件,总网格数100,三种温度,每组2片,共6 片,每个铸座安插1 片。实验选用牙科纯钛包埋材,严格按照牙科纯钛包埋材进行包埋、焙烧、铸型。采用纯钛铸造机,当铸模温度降至400℃、200℃、室温时分别铸造。采用以下公式计算合金铸流率。

1.3.3 合金线收缩率的研究 制作直径为4mm,长30mm 的长棒状蜡型,6 个试样为一组,选用临床中常用的镁系和锆系两种不同纯钛包埋材分别铸造。严格按照包埋材的要求包埋、焙烧、铸型。当铸模温度降至400℃时,采用离心- 真空-加压铸造,铸造后投入冷水中急冷,去除包埋材。切取铸件,超声清洗,干燥每组选取表面完整试件3 个,喷砂处理。蜡型与铸件的测量采用游标卡尺,其精度为0.01mm,测量蜡型的长度和直径。100%

1.3.4 合金表面反应层的研究 制作直径为4mm,长30mm 的长棒状蜡型3 个一组,选用镁系和锆系两种不同包埋材分别铸造,共6 个蜡型。严格按照包埋材的要求包埋、焙烧、铸型。当铸模温度降至400℃时,采用离心- 真空- 加压铸造,喷砂,蒸馏水超声清洗10m in。
两组试件中每组各选取一个试样用清洁袋封装通过扫描电镜上的能谱分析进行成分的定量分析。每组各选取一个试样,用砂轮横断,在粗砂轮上磨平,水冷,清洗,冲干,自动镶样机镶样,依次在600,800,1000,1200,2000 号金相砂纸制备金相试样,抛光盘抛光,氢氟酸硝酸酸蚀液轻度酸蚀,洗净,干燥,经光学显微镜观察试样的组织结构和表面反应层的厚度。
2. 结果
2.1 合金铸流率的研究 肉眼观察:三种温度下铸件去除包埋材后,表面均较光洁,易与包埋材分离,无明显沾砂(图1)。Ti- Zr- Nb- Sn 合金在三种温度下的铸流率良好,结果见表1。在400℃时铸全率为100%。

表1 Ti- Zr- Nb- Sn 不同温度下的铸流率(%)

图1(a) 400℃铸造网格振动法去除包埋材

图1(b) 400℃铸造网格手动去除残余包埋材
2.2 合金线收缩率的研究 采用游标卡尺分别测量合金铸件的长度和直径,每个棒状试样均匀测量三次取平均值作为该棒状试样铸件的长度和直径,每组三个试样取平均值得到铸件的长度和直径,计算线收缩率。结果见表2。

表2 Ti- Zr- Nb- Sn 不同包埋材包埋铸造后的线收缩率(%)
2.3 合金表面铸造反应层的研究
2.3.1 肉眼观察 铸圈焙烧锆系包埋材包埋铸造后完整,无明显裂纹;镁系包埋铸造后,铸圈见裂纹,铸件均匀完整,裂纹处铸件有菲边。铸件用振动法去除包埋料后可见各个铸件铸造完整,边缘清晰无菲边。锆系包埋材铸件基本无粘砂,呈银灰色;镁系包埋材铸件表面有粘砂,粘砂不容易被刀具剥脱,呈白灰色。
图2(a) 锆系包埋材铸件喷砂后

图2(b) 镁系包埋材铸件喷砂后
2.3.2 表面反应层成分能谱分析

图3(a) 锆系包埋材包埋铸造铸件表面反应层成分能谱分析结果
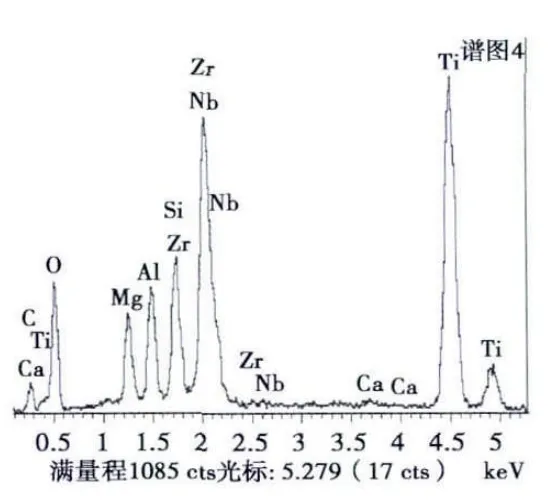
图3(b) 镁系包埋材包埋铸造铸件表面反应层成分能谱分析结果
镁系包埋材铸件反应层中除钛合金基体成分Ti、Zr、Nb、Sn,还含有C、O、Mg、A l、Si、Ca;锆系包埋材铸件中除钛合金基体成分Ti、Zr、Nb、Sn,还包含C、O、A l、Si。
2.3.3 反应层金相观察及厚度
3. 讨论

图4(a) 锆系包埋材包埋铸造铸件横断面金像照片(200 倍)

图4(b) 镁系包埋材包埋铸造铸件横断面金像照片(200 倍)
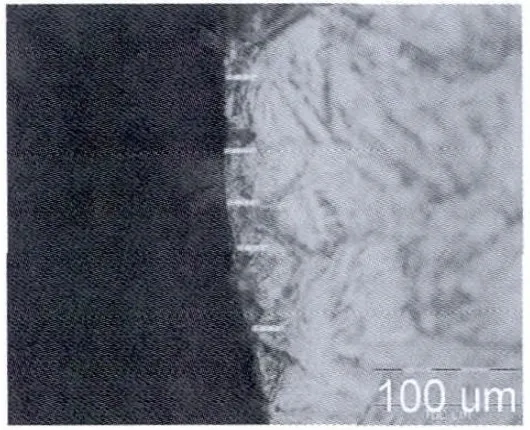
图5(a) 锆系包埋材包埋铸造铸件横断面金像照片(500 倍)
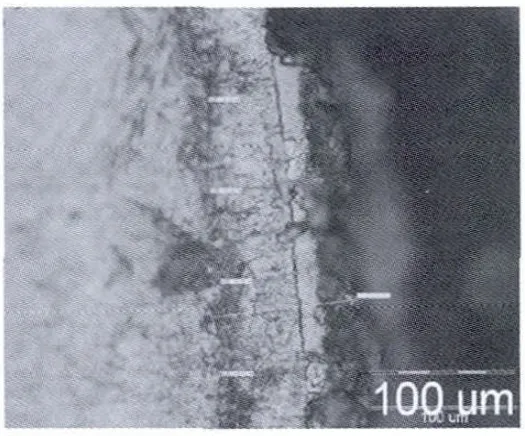
图5(b) 镁系包埋材包埋铸造铸件横断面金像照片(500 倍)
纯钛的熔点高(1668℃)、高温化学活性大,易在钛铸件表面容易形成复杂的表面反应层,同时纯钛存在铸造流动性差,工艺复杂,铸造加工易产生缺陷等不足,限制了其在口腔临床上的大规模推广使用。因此,对钛及钛合金的铸造加工性能的研究,近年来已成新型齿科钛合金研制中的热点问题。
牙科铸造合金铸流率的评价方法很多,有螺旋状、轮状、杆状、弹簧型、楔型、碟型、网状、板状试件及模拟牙科全冠外形的帽状试件等,其中网状试件和板状试件应用较多[16]。因此,本实验选用了网状试件,在设定其他条件相同的前提下对Ti-Zr- Nb- Sn 合金在不同温度的铸流率进行评价。一般来讲纯钛的流动性好,添加合金元素后,会增加结晶间隔,使流动性变差,随结晶间隔的增加,合金中分散性缩松体积也随之增大,会导致铸流率降低。然而实验结果表明合金的铸流率良好,认为,这可能与合金中含Sn 元素有关,Sn 可以提高钛合金的流动性。
包埋材的气体渗透性对钛铸件的精度有显著影响,当熔金浇铸温度高而包埋材的透气性差,同时熔金注入模型腔的时间较短的情况下,最容易发生浇注不全等铸造缺陷。本实验选用包埋材为牙科纯钛包埋材,具有最佳的气体渗透性,且与金属反应轻微。由表1 可见Ti- 12.5Zr- 3Nb- 2.5Sn 合金在三种温度下铸流率均较高,在96%以上,在400℃时铸流率达到100%,从铸件的肉眼观察可以看出,去除包埋材后表面较光洁,无明显沾砂,还需要对该合金铸件表面反应层做进一步分析。
对于钛及钛合金的铸造,由于其在高温下易与包埋材料发生反应,影响铸件的质量,因此有的学者采用室温铸造[17,18],但室温铸造对包埋材料的热膨胀率有所影响,从而进一步影响到义齿的精度。Mori[19]等研究发现纯钛与常用包埋材料发生严重反应,而且铸模温度在200℃时不能提供足够的膨胀弥补纯钛的收缩,Takahashi[20]等研究发现当铸模温度为350℃时,包埋材料的热膨胀率与铸件精度之间存在高度相关性,且钛制嵌体的适合性最好。因此,对于铸模温度的选择不但要考虑钛及钛合金与包埋材料的反应,还应考虑到其对铸流率、包埋材料的热膨胀率及铸件的精度等的影响。因此选择400℃时采用两种不同包埋材对Ti- 12.5Zr-3Nb- 2.5Sn 合金进行包埋铸造,并测量研制合金的线收缩率。
铸件形状及测量方法都将影响铸造合金的收缩率。对于牙科铸造合金的收缩率的评价方法尚无统一标准。本实验参考Carter[21]的方法和GB/ T 14235.4- 93《熔模铸造模料线收缩率测定方法》,测量研制合金的铸造收缩率,对研制Ti- Zr- Nb-Sn 合金在两种不同包埋材包埋铸造收缩率进行了比较。
钛合金铸造后的线收缩率与合金化学元素的种类及含量有关。Zr 能够降低钛合金的线收缩率,那么添加Zr 元素后的钛合金制作的义齿精度将提高。铸模温度同时还影响包埋材的热膨胀率,若包埋材的热膨胀可以补偿金属的收缩,则可以降低铸造的线收缩率,可以提高铸造义齿的精度。从实验结果可以看出采用锆系包埋材补偿收缩的能力较强。锆系包埋材包埋铸造的试件的直径的收缩率出现了负值,可能的原因是包埋材与合金反应较大,反应层较厚,出现铸造试件膨胀。本实验对Ti-Zr- Nb- Sn 合金的铸造收缩性进行了初步评价,可以认为牙科纯钛包埋材及锆系包埋材在400℃时包埋铸造可以补偿研制合金的收缩,铸件尺寸变化较小,在研究范围之内,不会影响铸件的精度。
铸件表面反应层直接影响铸件的精度。铸件表面反应层过厚,易导致其机械性能和耐腐蚀性能降低,还可能影响其他材料与钛的粘接。因而在钛铸造过程中始终贯穿着如何尽可能减少反应层形成的问题。除了铸钛机尽可能采用真空浇铸以避免O、H 等元素的渗入形成间隙固溶外,包埋材料成分的选择也是至关重要的。本实验评价Ti- Zr- Nb-Sn 合金与两种不同体系包埋材之间的界面反应极其对铸件表面反应层的影响。
镁系包埋材铸件反应层中除钛合金基体成分外尚含有C、O、Mg、A l、Si、Ca;锆系包埋材铸件中除钛合金基体成分外还包含C、O、A l、Si。镁系包埋材包埋铸造铸件表面含有A l,Mg,Ca为包埋材的成分,与铸件表面发生反应,以某种化合物的形式存在于反应层中。此外,Zr 不仅是钛合金基体,也是包埋材料的主干元素。
铸造铸件横断面表面经轻度腐蚀后,铸件表面金相组织结构观察显示,显微结构呈现不均匀性,由外到内晶粒的大小、形状、排列不同,锆系包埋材包埋铸造铸件表面未见明显反应层,镁系包埋铸造铸件表面反应层明显。测量表面反应层厚度分别为16.24μm- 21.47μm 和91.29μm- 100.60μm 范围内。在放大倍数加大的情况下,表面反应层和内部基体不在同一平面上,分析原因可能由于酸蚀过程中,两种组织对酸蚀的敏感程度不同造成的。
4. 结论
应用国产LZ5 型离心铸钛机,纯钛锆系包埋材包埋并按包埋材升温曲线焙烧,400℃时铸造,其铸流率为100%,铸造线收缩率、合金铸造表面反应层厚度能够满足口腔修复的精度要求。
[1] Su ltana T, Georgiev GL, Baird RJ, et al. Study of tw o different thin film coating methods in transm ission laser m icro- joining of thin Ti- film coated g lass and polyim ide for biom edical applications[J]. J Mech Behav Biomed Mater,2009,2(3):237- 242
[2] Oliveira NT, Guastaldi AC. Electrochem ical stability and corrosion resistance of Ti- Mo alloys for biomedical applications[J]. Acta Biom ater,2009,5(1):399- 405
[3] Tom ozaw a M, K im HY, M iyazaki S. Shape m emory behavior and internal structure of Ti- Ni- Cu shape mem ory alloy thin films and their application for m icroactuators[J].Acta Materialia,2009,57(2):441- 452
[4] Murr LE, Quinones SA, Gay tan SM,et al. M icrostructure and mechanical behavior of Ti- 6A l- 4V produced by rapid- layer m anu facturing, for biomedical applications[J]. J Mech Behav Biomed Mater,2009,2(1):20- 32
[5] Oak JJ, Louzguine- Luzgin DV, Inoue A. Investigation of glass- form ing ability, deformation and corrosion behavior of Ni- free Ti- based BMG alloys designed for application as dental implants [J]. Materials Science & Engineering. C,Biom imetic Materials, Sensors and Systems,2009,29(1):322- 327
[6] Hsu HC, W u SC, Ch iang TY, et al. Structure and grindability of dental Ti- Cr alloys [J]. Journal of A lloys and Com pounds,2009,476(1- 2):817- 825
[7] Ho W F, Chiang TY, W u SC, et al. Evaluation of low- fusing porcelain bonded to dental cast Ti- Cr alloys[J]. Journal of A lloys and Com pounds,2009,474(1- 2):505- 509
[8] Ho WF, Cheng CH, Chen WK, et al. Evaluation of lowfusing porcelain bonded to dental cast Ti- Zr alloys[J]. Journal of A lloys and Com pounds,2009,471(1- 2):185- 189
[9] Ho WF, Cheng CH, Pan CH, et al. Structure, m echanical properties and grindability of dental Ti- 10Zr- X alloys[J].Materials Science and Engineering: C,2009,29(1):36- 43
[10] Srimaneepong V, Yoneyama T, Kobayash i E,et al. Comparative study on torsional strength, ductility and fracture characteristics of laser- w elded alpha+beta Ti- 6A l- 7Nb alloy, CP Titanium and Co- Cr alloy dental castings[J]. Dent Mater,2008,24(6):839- 845
[11] Hu Xin, W ei Qiang, Li Chang- yi, et al. Study of surface w ear resistence and biological properties of Ti- Zr- Nb- Sn alloy for dental restoration[J]. Biomedical Materials,2010,5:1- 4
[12] 胡 欣,魏 强,李长义,等. 新型钛锆铌锡合金的耐蚀性研究[J]. 中华口腔医学杂志,2010,45(9):569- 572
[13] 胡 欣,魏 强,李长义,等. 新型口腔修复用钛锆铌锡合金的生物安全性评价[J]. 口腔颌面修复学杂志,2010,11(1):33- 36
[14] 胡 欣,魏 强,李长义, 等. 新型口腔修复用钛锆铌锡合金摩擦性能性研究[J]. 中国组织工程研究与临床康复,2010,14(12):2159- 2163
[15] 胡 欣,魏 强,刘 霜,等. 口腔修复用钛锆铌锡合金机械性能及体外的毒性[J]. 中国组织工程研究与临床康复,2009,13(29):5627- 5631
[16] H inman RW, Tesk JA, W hitlock RP, et al. A technique for characterizing casting behavior of dental alloy [J]. J Dent Res,1985,64(2):134- 138
[17] W atanabe I, W atk ins JA, Nakajim i H, et al. Effect of presure difference on the quality of titanium casting[J]. J Dent Res,1997,76(3):773- 779
[18] Sunnerk rantz PA, Syverud M, Hero H. Effect of casting atmosphere on the quality of Ti- crow ns[J]. Scand J Dent Res,1990,98:268- 272
[19] Mori T, Jean Louis M, Yabugam i M, et al. The effect of investments type on the fit of cast titanium crow ns [J]. Aust Dent J,1994,39:348- 352
[20] Takahashi J, K imura H, Lautensch lager EP, et al. Casting pure titanium into comm ercial phosphate- bonded SiO2investment molds[J]. J Dent Res,1990,69(2):1800- 1805
[21] Carter TJ, K idd JN. The Precision casting of cobaltch rom ium alloy. Part 1. The influence of casting varibles on dem ensions and finish[J]. Br Dent J,1965,118:383- 390
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
纺织标准与质量(2022年2期)2022-07-12 06:12:46
纺织标准与质量(2022年2期)2022-07-12 06:12:38
上海塑料(2021年3期)2022-01-06 14:05:02
山东冶金(2018年5期)2018-11-22 05:12:20
中国自行车(2018年8期)2018-09-26 06:53:32
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
四川冶金(2017年6期)2017-09-21 00:52:30
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48