
聚乙二醇对SiC泥坯料性能的影响
2013-12-20 08:24:40张小立蒋志强李娇娇
中原工学院学报 2013年5期
张小立,蒋志强,蔡 鸣,李娇娇
(1.中原工学院,郑州450007;2.郑州航空工业管理学院,郑州450015;3.郑州华硕精密陶瓷有限公司,郑州450001)
碳化硅陶瓷材料具有高温强度大、高温抗氧化性强、耐磨损性能好、热稳定性佳、热膨胀系数小、热导率大、硬度高、抗热震和耐化学腐蚀等优良特性,在汽车、机械化工、环境保护、空间技术、信息电子、能源等领域有着日益广泛的应用,已经成为许多工业领域中一种性能优异的其他材料不可替代的结构陶瓷[1].由于碳化硅陶瓷的高性能和在工业领域的广泛应用,SiC的成型一直是材料界研究的热点.挤压成型工艺是将粉料、粘结剂、润滑剂等与水均匀混合,然后将塑性物料挤压成刚性模具,得到管状、柱状、板状以及多孔柱状成型体,是生产制造等截面陶瓷产品最常用的工艺之一[2].近年来,挤压成型在陶瓷及复合材料的制备中受到越来越多的重视.目前,国外已经掌握了碳化硅挤压成型的成熟工艺,国内报道较少[3].
挤出料的塑性决定了工艺的可靠性和其烧结制品的品质.本文对挤压SiC坯料的塑性进行了研究,并测试了烘干泥料的气孔率和密度等参量,从而为SiC挤压成型工艺的控制提供技术基础.
1 实验材料及实验方法
实验用的碳化硅粉平均粒度为21.380μm,其粒度分布见图1.塑性剂为聚乙二醇(F),和水混合在一起,水用W表示.聚乙二醇(F)含量分别为3%、5%、8%、10%,水(W)含量分别为31%、32%、33%.
实验流程如下:
称量SiC粉→加入塑性剂和水的混合物→和泥→陈腐→测塑性→挤压成型→烘干→测量样品干重→将样品放入沸水中煮1h→测量其湿重和水重→算出密度和气孔率.
利用MS-2000E激光粒度分析仪进行原料粒度分析;利用ACS-15A型电子秤进行物料称重;利用自制针管式装置进行挤压成型(挤压压力约3~5MPa);利用WX-Ⅱ光电液塑限联合测定仪进行泥料塑限测试,同时利用模拟金属拉伸试验的方法进行泥坯料的拉伸,并计算相对伸长率以验证其塑性.泥料成型之后,放在烘干设备中在110℃下烘干8h,为以后测定气孔率和密度做准备.利用水煮法进行密度和气孔率测试,并用托盘天平进行称重.
2 实验结果及分析
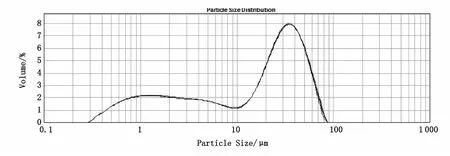
图1 试验用SiC粉的粒度分布图
将陈腐[4]时间相同、聚乙二醇和水不同配比下获得的样品进行塑限和伸长率测试,将结果绘制在同一图中,如图2-图4所示.再将不同陈腐时间(24h、48h、72h)下获得的高塑限、高伸长率的试样进行对比,如图5所示.塑限和伸长率均显示良好的试样的最佳配方是:F5%、W31%、24h,即聚乙二醇含量5%、水含量31%、陈腐时间24h.
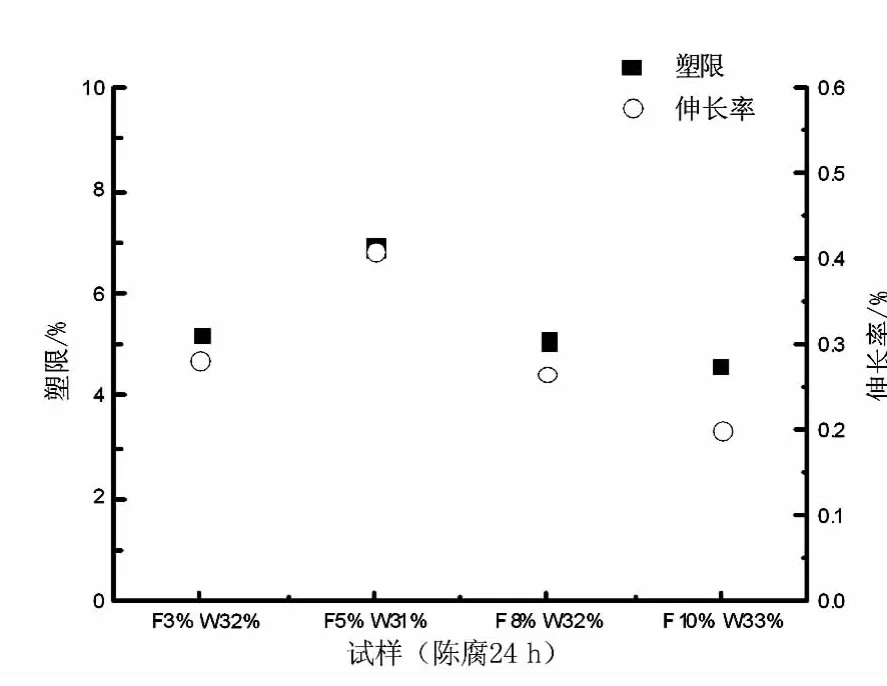
图2 泥料陈腐24h下塑限和伸长率对比图
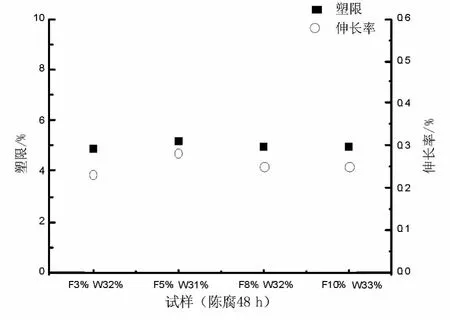
图3 泥料陈腐48h下塑限和伸长率对比图
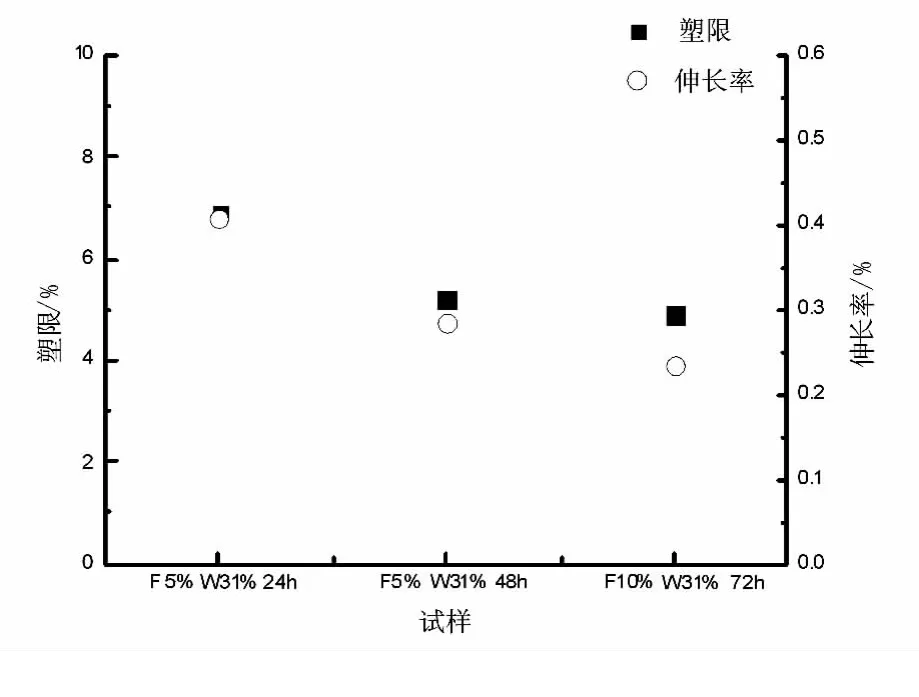
图5 塑限和伸长率对比图
将陈腐时间相同、聚乙二醇和水不同配比下获得的样品,进行气孔率和密度测试,将测试结果绘制在图中,如图6-图8所示.再将不同陈腐时间(24h、48h、72h)下气孔率较低、密度较高的试样进行比对(如图9所示),从而获得气孔率最低、密度最大的试样的配方:F5%W31%24h,即聚乙二醇5%、水31%、陈腐时间24h.
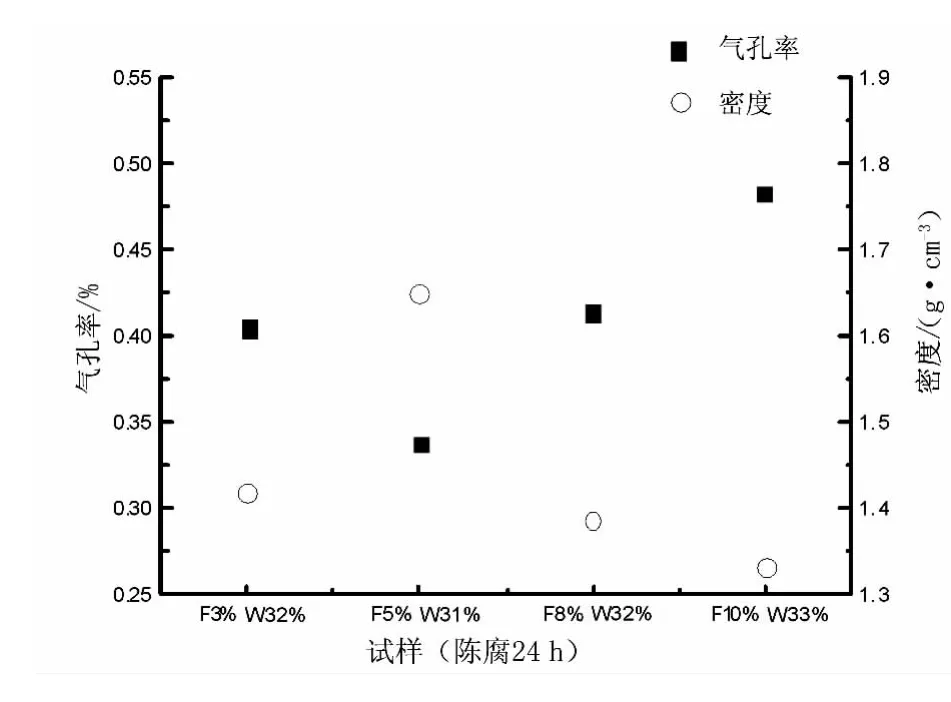
图6 泥料陈腐24h下气孔率和密度对比图
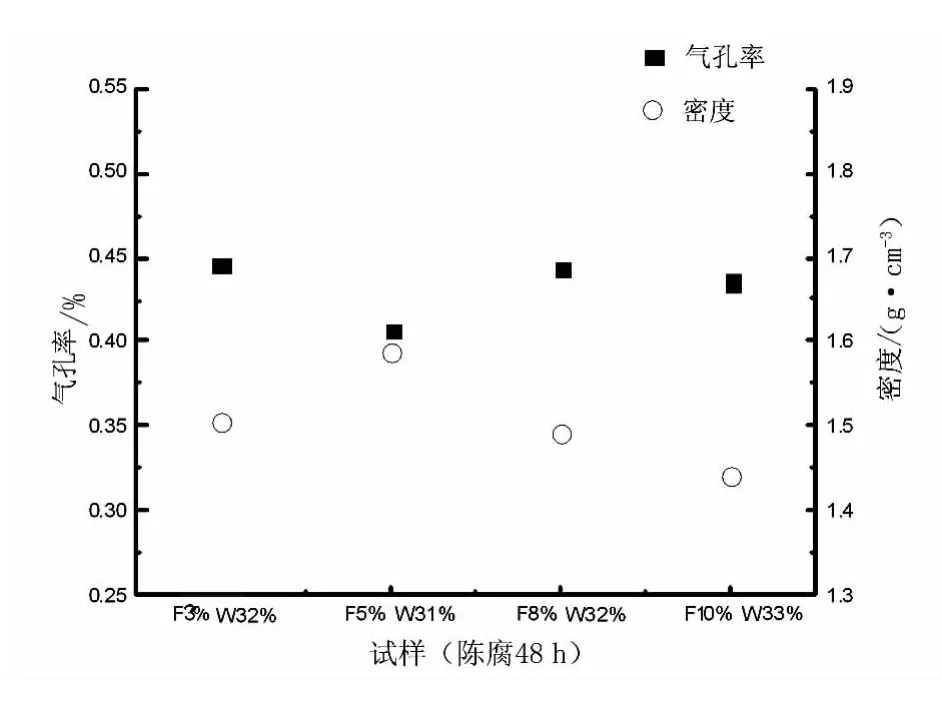
图7 泥料陈腐48h下气孔率和密度对比图
将图4和图9进行对比,二者的最佳工艺是一致的.
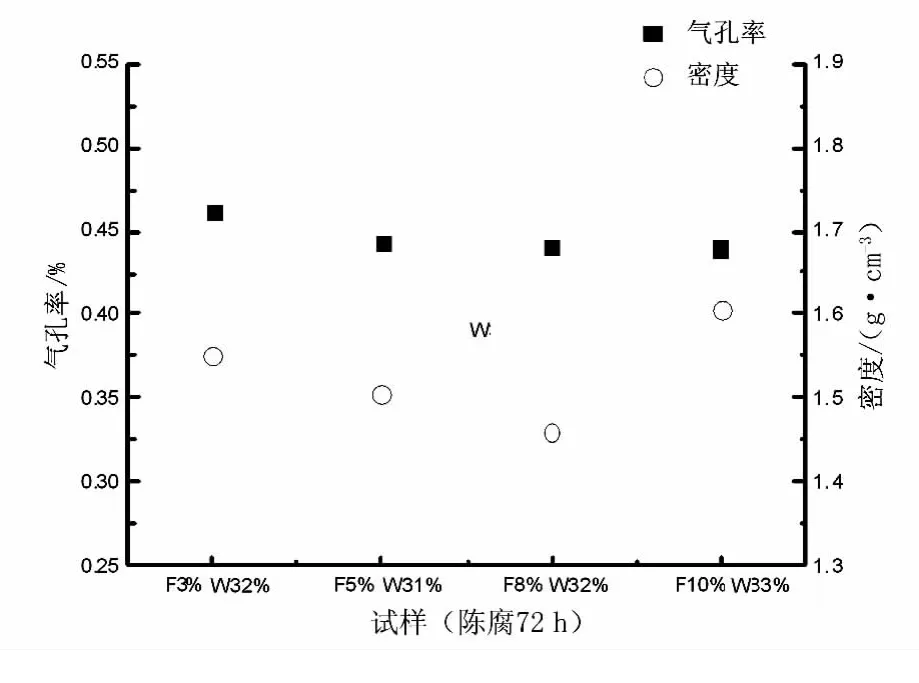
图8 泥料陈腐72h气孔率和密度对比图
图9 气孔率和密度对比图
3 结 语
本文以聚乙二醇为塑性剂,以塑限、伸长率、气孔率和密度为评价指标,研究了陈腐时间、聚乙二醇和水的不同配比对SiC泥料的塑限、伸长率、密度、气孔率等性能的影响.实验结果表明:在聚乙二醇含量5%、水含量31%、陈腐时间24h的工艺条件下,可获得较好的各评价指标,且伸长率的变化和塑性指标的变化规律相同.此外,在该工艺条件下,所得泥料的气孔率最低,生坯密度最高.
[1]郭晓明,闫永杰,陈健,等.挤出成型碳化硅陶瓷的力学性能和显微结构[J].无机材料学报,2009,24(6):1155-1158.
[2]李媛.高积强.陶瓷材料挤出成型工艺与理论研究进展[J].耐火材料,2004,38(4):277-280.
[3]李世斌,于福义,金志浩.反应烧结碳化硅挤压成形流变性与粒度分布的关系[J].陶瓷,2007(5):42-45.
[4]李世斌.反应烧结碳化硅挤压成型、工艺及性能的研究[D].西安:西安交通大学,2003.
猜你喜欢
交通科技与管理(2023年13期)2023-07-27 14:14:56
恋爱婚姻家庭·青春(2019年12期)2019-12-26 07:34:45
读者(2019年20期)2019-10-09 03:34:59
读者(2019年12期)2019-06-03 01:30:58
科学与技术(2018年24期)2018-06-17 10:48:32
科技风(2018年33期)2018-05-14 10:34:43
铁道科学与工程学报(2015年6期)2016-01-25 06:51:51
陶瓷学报(2015年4期)2015-12-17 12:45:02
焊接(2015年6期)2015-07-18 11:02:24
汽车文摘(2014年9期)2014-12-13 13:10:30
