中间储仓式制粉系统三次风管道的优化
2013-12-11 00:33:34黄文强李
电站辅机 2013年2期
黄文强李 劲
(1.广东粤电中山热电厂有限公司,广东,中山 528445;2.广东连州发电厂,广东,连州 513435)
0 概 述
制粉系统是燃煤机组的重要辅助系统,制粉系统的可靠性直接影响机组的安全运行。在燃用低挥发分煤种锅炉系统中,普遍采用中间储仓式制粉系统。中间储仓式制粉系统的运行方式灵活,为了确保制粉系统运行在最佳经济模式下,当粉仓粉位较高时,需要停止某侧制粉系统的运行,因此中间储仓式制粉系统启停次数较多,每次启停均会改变炉膛的燃烧工况。减少制粉系统启停时,对燃烧参数的影响极为必要。
1 设备的布置及工况
某电厂2台锅炉的额定容量为440t/h,燃用无烟煤,每台锅炉配2台钢球磨煤机及2台排粉风机,采用中间储仓式制粉系统,热风送粉。空预器出口处的350~370℃部分热风进入磨煤机,热风从磨煤机出来后,成为温度80~90℃的乏气,再通过排粉机进入炉膛,排粉机出口设有5根风管,其中4根按对角布置的方式进入炉膛,另1根接至磨煤机入口,即排粉机再循环管,改造前的三次风系统的布置,如图1所示。
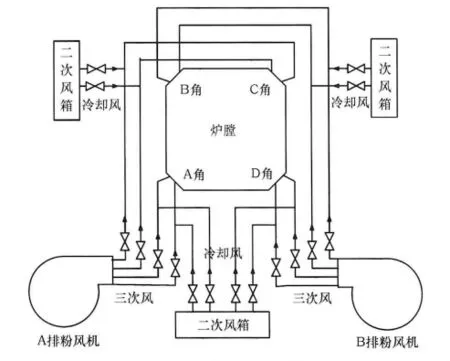
图1 改造前三次风系统图
2 系统布置存在的问题
2.1 主、再热蒸汽温度偏差大
在启动或停运某侧制粉系统的过程中,经常出现炉膛出口两侧烟气温度偏差过大现象,偏差值在100~180℃,造成主、再热蒸汽温度偏差过大,从而造成主、再热蒸汽超温或低温,运行人员经常要通过将一侧减温水阀门全关,而另一侧减温水阀门全开来调整主、再热蒸汽温度。统计锅炉超温和低温次数(统计标准为锅炉出口蒸汽温度大于545℃且持续时间超过1min计为1次;小于515℃且持续时间超过1min计为1次)。在启动和停运制粉系统过程中,出现的超温或低温现象,平均每年可达80次,占据了年度超温、低温次数的90%。启停制粉系统成为运行人员监控的最大压力,同时也威胁机组安全运行。
2.2 三次风管喷口炭化变形严重
自机组投运后,三次风管喷口常出现严重炭化现象,三次风管喷口需每年更换,即使选用厂家提供的高等级的材料,平均每年仍要进行更换。由于炉膛温度高,维护人员形成习惯性思维:认为此类设备是需要定期更换,因此没有进一步采取优化措施。前几年,因1号炉连续运行,未更换三次风管喷口,致使三次风管喷口的炭化变形严重,造成三次风吹损周围水冷壁引起爆管,机组被迫停运抢修。
2.3 冷却风门的故障频繁
三次风管冷却风的主要作用是当制粉系统停运时,冷却风门自动打开,从二次风箱来的冷却风冷却三次风管喷口,防止喷口烧坏,但该机组三次风管的冷却风门频繁出现电动装置故障或阀门卡涩,三次风冷却风门故障平均每年约21次,故障率较高。
3 原因分析及其改造方案
3.1 主、再热蒸汽温度偏差大原因
统计了启动或停运制粉系统期间炉膛出口两侧的烟气温度,统计结果表明,温度变化没有明显的规律,但每次出现温度偏差超标后,经运行人员调整配风后,炉膛出口两侧烟气温差会逐渐缩小,再恢复至正常范围。在两侧或单侧制粉系统运行以及两侧制粉系统同时停运的工况下,炉膛出口两侧烟气温度偏差30~60℃,在正常范围。当制粉系统启动或停运操作结束,达到某个稳定的运行工况后,炉膛两侧出口烟气温差在正常范围。
通过统计分析,启停制粉系统时的三次风扰动是炉膛出口温度偏差的主要原因,从而造成了蒸汽温度出现偏差。
为了确保机组运行经济性,必须根据粉仓粉位启停制粉系统。如何设法降低三次风对炉膛的影响,只能从制粉系统中查找原因。从图1可知,锅炉配置2套制粉系统,A排粉机出口有4根三次风管,分别从炉膛A、C角上层燃烧器顶部进入炉膛,分上、下两层布置;B排粉机出口也有4根三次风管,分别从炉膛B、D角上层燃烧器顶部进入炉膛,分上、下两层布置;这样对角布置的三次风管,在启停某侧制粉系统时,三次风形成的切圆被破坏,对炉膛燃烧切圆影响较大。
为了减少三次风对炉膛燃烧工况的影响,需对排粉机出口的三次风管重新优化布置,即将A排粉机出口4根三次风管,分别从炉膛A、B、C、D角上层燃烧器顶部进入炉膛,统一布置在下层;B排粉机出口4根三次风管,也分别从炉膛A、B、C、D角上层燃烧器顶部进入炉膛,统一布置在上层,如图2所示。这样布置的三次风管,无论启停任一侧制粉系统,炉膛四个角的三次风将同步变化,三次风形成的切圆仍保持完好,对炉膛燃烧工况的影响会减弱,该改造方案已在机组的A级检修中实施完成。

图2 改造后三次风系统简图
3.2 三次风管喷口高温碳化原因
三次风管喷口高温碳化原因。(1)炉膛温度过高;(2)三次风管的冷却风量不足;(3)材料选择错误。通过对炉膛温度进行测试,发现炉膛温度在正常范围。查询了原制造厂的喷口材料,该喷口材料已选用目前高等级的材料,材料的选用也正确。因此,造成三次风喷口碳化的主要原因是冷却风冷却效果无法满足要求。
由于锅炉燃烧所需的二次风量需要根据锅炉负荷进行调整,且设计中留有一定的调整余量,每个角的二次风箱的风压都通过二次风总门进行调整,正常运行时,经过节流后的二次风箱的风压为500~1 000Pa,原设计的冷却风是从二次风箱引出,因此造成冷却风量不足。为了增加三次风喷口的冷却风量,改变了冷却风管的布置,将冷却风管加长5~6 m,改接至二次风母管(即二次风箱总门前),如图2所示,并将冷却风管直径由125mm改为150mm。锅炉运行时,二次风母管的风压为2 200~2 400Pa,这样就提高了三次风喷口的冷却风量,该项改造方案在该机组的B级检修中实施完成。
3.3 冷却风门故障原因
原设计的冷却风直接从二次风箱顶部引出,由于受空间大小的限制,风门及其电动执行机构只能安装在二次风箱顶部,而二次风箱顶部周围环境的温度高,工作环境相对恶劣,因此造成风门故障率高。将冷却风管改接至二次风母管时,同步将风门及其执行机构抬高2.5m重新安装布置,避开了高温下工作环境。
4 改造效果
通过对制粉系统三次风管、冷却风管的重新布置和优化,虽未能彻底消除启停制粉系统对炉膛燃烧工况的影响,但降低了启停制粉系统过程中炉膛出口两侧烟气温度的波动幅度。改造后的统计数据表明:由于启停制粉系统造成的主、再热蒸汽超温和低温,平均每年只有20次;延长了三次风喷口的使用寿命,由改造前的每年更换,现可运行至2.5~3年后更换;三次风门的故障率,由改造前的年均21次降低至5次,通过改造和优化,提高了该机组运行安全性,延长了设备使用寿命,降低了维护成本,实施改造后的效果很明显。
猜你喜欢
排灌机械工程学报(2022年6期)2022-06-23 02:09:24
今日自动化(2022年1期)2022-03-07 09:34:14
航空维修与工程(2022年12期)2022-02-04 11:21:00
山东煤炭科技(2018年1期)2018-12-05 08:22:28
山东煤炭科技(2018年7期)2018-09-12 00:31:54
现代面粉工业(2018年6期)2018-02-14 20:47:58
疯狂英语·新读写(2017年7期)2017-08-08 03:01:07
制造技术与机床(2017年12期)2017-02-02 07:05:09
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
山西煤炭(2014年7期)2014-10-22 09:34:20