
延长油田含油污泥处理现场试验研究①
2013-12-10 00:46杨志刚魏彦林
石油与天然气化工 2013年6期
杨志刚 刘 立 魏彦林
(陕西延长石油(集团)有限责任公司研究院)
延长油田地处干旱、缺水地区,生态环境恶化。目前,含油污泥主要处理方法是填埋或由具有环保资质的公司进行处理,以上处置方法均未达到环保要求,原油资源浪费严重,为了解决含油污泥带来的环境污染问题,使资源得到充分利用,必须采取环保和有效的措施处理含油污泥[1-3]。为此,在室内研究基础上,提出含油污泥热洗→三相分离→压滤→固化处理技术,并进行了现场试验[4-9]。
1 含油污泥处理工艺
含油污泥处理现场试验工艺路线如图1所示。
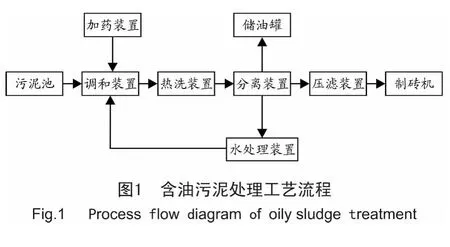
污泥池中的含油污泥加入水与表面活性剂后进入污泥调和装置,经调和装置混合搅拌处理后进入含油污泥热洗处理装置;热洗处理后的含油污泥进入三相分离器进行油泥水三相分离,分离出的油进入储油罐回收利用,分离出的水进入水处理装置,经过处理后循环使用,分离出的剩余污泥进入压滤装置;压滤出液体进入油田水处理系统,干污泥进入制砖机,加水泥和沙子制作建筑材料使用。
2 现场试验
在室内研究基础上,于2012年7月16日至31日在延长油田永宁采油厂进行了含油污泥处理现场试验,确定含油污泥处理运行参数,并验证含油污泥处理效果。
2.1 试验设备
现场试验主要设备包括含油污泥调和罐、热洗装置、螺旋式离心机、带式压滤机和制砖设备,各设备主要参数为:污泥调和罐有效容积为1m3,带调速搅拌器;热洗装置有效容积为1m3,带调速搅拌器,带加热装置,最高控温100℃;螺旋式离心机最高转速3 000r/min,最大分离因数1 600;带式压滤机过滤面积0.6m2,过滤压力0.6MPa;制砖设备固化模具长×宽×高=150mm×150mm×50 mm。
2.2 试验材料
试验用含油污泥取自延长油田永宁采油厂污泥浓缩池,其含水率、含油率相对平稳,含水率为35%~42%(w,下同),含油率为32%~37%。经检测,重金属含量低于GB 4284-1984《农用污泥中污染物控制标准》,污泥主要污染物为原油。清洗用表面活性剂为实验室筛选效果较好的德国巴斯夫公司生产的 AN49、AT50、AE03、AE09、TO10和 XP80 6种表面活性剂。固化用材料为标号32.5的普通硅酸盐水泥和河沙。
2.3 试验方法
含油污泥中加入一定量的水和表面活性剂,在一定温度条件下,混合搅拌一定时间进行热洗处理,热洗后的含油污泥经三相分离和压滤处理后,再加入一定量水泥和沙子进行固化处理,计算含油污泥除油率,测定含油污泥固化后抗压强度和浸出液COD值。
含油污泥含水率测定依据石油醚蒸馏回流方法进行;含油污泥中油含量的测定依据GB/T 15440-1995《环境中有机污染物遗传毒性检测的样品前处理规范》进行;固化块抗压强度测定依据GB/T 17671-1999《水泥胶砂强度检验方法》进行;浸出液COD值的测定依据GB 11914-1989《化学需氧量的测定 重铬酸盐法》进行。
2.4 现场含油污泥处理运行参数的确定
现场考察了表面活性剂加量、热洗温度、热洗时间、泥水比、表面活性剂重复利用和机械三相分离条件对含油污泥除油效果的影响,确定出含油污泥处理最佳工艺参数。
2.4.1 单一表面活性剂除油试验
当温度为60℃、处理时间为2h时,单一表面活性剂的除油率试验结果如表1所示。

表1 单一表面活性剂除油效果Table 1 Effect of single surfactant on oil removal
表1试验结果表明,对于单一表面活性剂而言,随着表面活性剂浓度增加,含油污泥除油率增加,其中AN49和AE09两种表面活性剂处理效果最佳。
2.4.2 复合表面活性剂除油试验
选择除油效果较好的表面活性剂AN49和AE09进行复配,当温度为60℃、处理时间为2h时,表面活性剂AN49和AE09按不同比例加药,总加量为0.5%时,含油污泥除油试验结果如表2所示。表2数据结果表明,相同温度、处理时间和加量条件下,表面活性剂配比不同,含油污泥除油率相应有所变化,与表1单一表面活性剂除油效果比较,除油率均有提高,表面活性剂AN49和AE09最佳复配质量比为1∶1。

表2 复合表面活性剂除油效果Table 2 Effect of composite surfactant on oil removal
当表面活性剂AN49和AE09复配的质量比为1∶1时,复合表面活性剂加量与含油污泥除油率的关系见表3。从表3可以看出,随着复合表面活性剂的加量增大,含油污泥除油率逐渐提高。从含油污泥处理成本考虑,选择复合表面活性剂加量为0.5%左右。

表3 复合表面活性剂加量与除油率的关系Table 3 Relation between composite surfactant dosage and oil removal rate
2.4.3 温度对除油效率的影响
复合表面活性剂(AN49和AE09复配质量比为1:1,下同)在0.5%加量和反应时间2h条件下,不同温度下含油污泥除油试验结果如表4所示。

表4 温度对除油率的影响Table 4 Effect of temperature on oil removal rate
表4试验结果表明,在表面活性剂加量和处理时间等因素不变的情况下,随着处理温度的升高,含油污泥除油率逐渐增大。但随着温度的升高,能耗逐渐增大,同时水的蒸发量增加,所以含油污泥除油现场处理温度控制在60~70℃。
2.4.4 时间对除油效率的影响
复合表面活性剂加量为0.5%、处理温度为60℃时,处理时间对含油污泥除油效果见表5。

表5 处理时间对除油率的影响Table 5 Effect of time on oil removal rate
表5试验结果表明,在表面活性剂加量、处理温度等因素不变的条件下,含油污泥除油率随着处理时间的增加而增大。同时可以看出,处理时间在2 h以上时,除油率变化不大,因此控制时间为2h。
2.4.5 泥水比对含油污泥除油效率的影响
复合表面活性剂加量为0.5%,温度60℃和时间2h条件下,改变试验的泥水体积比,从而得到除油效率随泥水体积比的变化关系,如表6所示。

表6 泥水比对除油率的影响Table 6 Effect of ratio of sludge and water on oil removal rate
加水量过少,不利于油、泥的分离,同时也无法实现预处理阶段的含油污泥流态化。加水量过多,则增加水的消耗、化学药剂的用量,以及最终循环水的处理量。从表6试验结果可以看出,油泥与水的体积比为1∶3左右较为合适。
2.4.6 复合表面活性剂重复利用对含油污泥除油效率的影响
复合表面活性剂加量为0.5%、处理温度60℃、处理时间2h和泥水体积比为1∶3条件下,处理液多次重复利用除油测定结果如表7所示。

表7 重复利用次数和除油率的关系Table 7 Relation between recycle numbers and oil removal rate
表7试验数据表明,复合表面活性剂在重复使用4次后除油率仍高达80%以上,说明复合表面活性剂使用过程中消耗少,重复利用率高,利于生产实际中节约污泥处理成本。
2.4.7 三相离心分离条件的选择
虽然热洗对含油污泥具有很好的处理效果,但仍需采用机械分离以取得更加满意的油泥水分离效果。试验考察了热洗后三相离心分离机离心转数和离心时间对含油污泥除油效果的影响。
(1)离心转速的确定。复合表面活性剂加量为0.5%、热洗温度为60℃、热洗时间为2h、泥与水的体积比为1∶3、离心分离时间为20min时,离心分离转速对含油污泥除油率的影响试验结果见表8。

表8 离心转速对除油率的影响Table 8 Effect of centrifugal rotation rate on oil removal rate
表8试验结果表明,含油污泥除油率随着离心分离转速的增加而增大,当转速达到2 000r/min后,除油率增加较少,综合考虑,确定离心机转速为2 000r/min。
(2)离心时间的确定。复合表面活性剂加量为0.5%、热洗温度为60℃、热洗时间为2h、泥与水的体积比为1∶3、转速为2 000r/min时,离心分离时间对含油污泥除油效果的影响试验结果见表9。

表9 离心分离时间对含油污泥分离效果的影响Table 9 Effect of centrifugal separation time on oil removal rate
表9试验结果表明,含油污泥除油率随着离心分离时间延长而增大,当离心分离时间达到20min后,含油污泥脱油率达95%,具有很好的油泥水分离效果,同时离心分离时间越长,能耗越大,因此试验确定离心分离时间20min左右为宜。
2.5 全流程试验效果及分析
通过前期试验,确定含油污泥处理运行参数为:泥水体积比为1∶3、复合表面活性剂加量为0.5%、热洗温度为60~70℃、热洗时间为2h、复合表面活性剂重复利用3次、分离装置离心转速为2 000 r/min、离心时间为20min。为了检验含油污泥热洗→三相分离→压滤→固化处理效果,进行了全流程处理试验,处理规模0.5m3/h,每次连续处理4h。
含油污泥热洗+三相离心分离综合处理结果见表10。
试验结果表明,含油污泥经热洗+三相离心分离综合处理后,除油率高达90%以上,压滤残渣含油量小于2%,原油资源得到有效回收。

表10 含油污泥综合处理结果Table 10 Results of comprehensive treatment of oily sludge
压滤后污泥加入水泥和沙子进行固化制砖,污泥∶水泥∶沙子质量比为1∶1.5∶0.6,固化7天后处理效果见表11。

表11 固化块性能检测Table 11 Performance detection results of solidification
试验结果表明,污泥经固化制成的砖抗压强度达到10MPa以上,浸出液COD值、含油量达到外排标准,可用于井场建设。
3 结论
热洗→三相分离→压滤→固化工艺对延长油田永宁采油厂含油污泥具有很好的处理效果,表面活性剂重复利用率高,可实现节约用水,减少能量消耗;含油污泥中原油回收率高达90%以上,原油资源得到有效回收,剩余污泥制砖可用于井场建设,实现含油污泥全部无害化处理与资源化利用。
[1]杨双春,刘国斌,张金辉,等.国内外含油污泥处理技术研究进展[J].现代化工,2012,32(11):36-39,41.
[2]郑晓伟,陈立平.含油污泥处理技术研究进展与展望[J].中国资源综合利用,2008,26(1):34-37.
[3]陈明燕,刘政,王晓东,等.含油污泥无害化及资源化处理新技术及发展方向[J].石油与天然气化工,2011,40(3):313-317.
[4]汤超,刘忠运,赵楠,等.辽河油田含油污泥资源化利用的研究[J].精细石油化工进展,2010,11(4):52-53.
[5]毛怀新,张海玲,杨琴.陇东油田井场油泥微生物处理应用[J].油气田环境保护,2012,22(5):8-10.
[6]萨依绕,李慧敏,张燕萍,等.新疆油田含油污泥处理技术研究与应用[J].油气田环境保护,2009,19(2):11-13.
[7]袁志平,黄志宇,张太亮,等.江苏油田含油污泥的处理[J].油气田环境保护,2007,17(4):30-33.
[8]王凡,回军,高远,等.延庆油田含油污泥的除油处理[J].化工环保,2012,32(5):440-443.
[9]周建军,吴春笃,赵朝成,等.大港油田含油污泥热解处理实验研究[J].环境污染与防治,2007,29(10):759-762.
猜你喜欢
制冷与空调(2021年3期)2021-07-25
中国油脂(2019年8期)2019-08-22
中国油脂(2019年3期)2019-04-29
环境保护与循环经济(2017年8期)2017-03-22
油气田环境保护(2015年4期)2015-12-28
中国造纸(2015年7期)2015-12-16
中国铁道科学(2015年2期)2015-06-26
中国洗涤用品工业(2015年2期)2015-02-28
中国洗涤用品工业(2015年2期)2015-02-28
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12
