不锈钢异质焊缝超声探伤界面回波的分析
2013-12-04 03:17:16高东海范振中黄凤英史启帅
无损检测 2013年7期
高东海,范振中,黄凤英,郭 犇,史启帅
(中国铁道科学研究院金属及化学研究所 无损检测事业部,北京 100081)
超声探伤是检验焊缝的常用方法。在对不锈钢与碳钢的闪光焊焊缝(宏观形貌如图1所示)进行探伤时,会出现明显的异质界面回波,严重影响焊缝异质界面处缺陷识别,无法有效实施超声检测。为此,笔者通过使用超声波测试异质界面的声压反射率,分析了异质界面反射波形成原因。
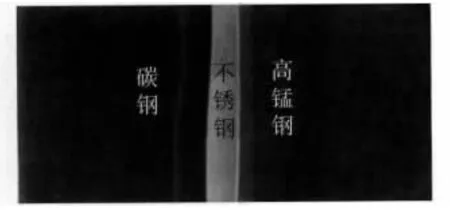
图1 异质焊缝纵断面宏观形貌
1 界面反射量级比较试验
闪光焊焊缝中主要以面积型缺陷为主,且该类缺陷基本与检测面垂直。对于此类缺陷的常规超声波探伤,通常采用单斜探头法检测靠近表面的区域,如图2(a)所示;采用双探头法(K 型、串列式扫查)检测内部区域,如图2(b),2(c)所示[1]。
1.1 单探头法
为对单探头法检测靠近表面缺陷与异质界面的反射进行比较,设计如图3所示试块。人工刻槽深1mm、长10mm,距离异质界面3 mm。试验结果显示,单探头法可以发现试块表面人工刻槽模拟的裂纹类缺陷,但是异质界面的反射更强(图4)。这就导致如果异质界面处出现深1mm、长10mm 当量的裂纹类缺陷将无法有效分辨。
1.2 双探头法
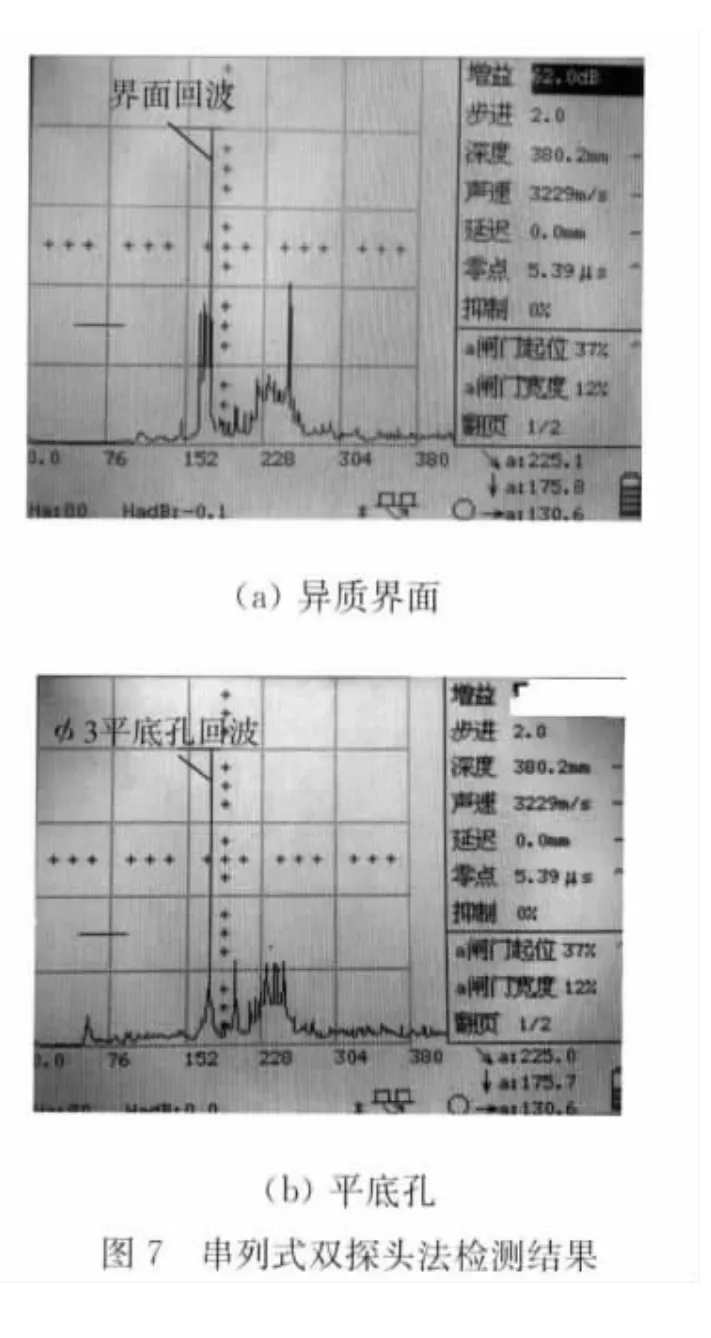
为对双探头法检测内部面积性缺陷与异质界面的反射进行比较,设计如图5所示试块。该类焊缝的双探头法探伤灵敏度为φ3 mm 平底孔当量,试块中孔底距离异质界面3mm。对比图6(a),6(b)可知,K型扫查结果显示异质界面反射波达到甚至超过φ3mm 平底孔当量。对比图7(a),7(b)可知,串列式扫查结果显示异质界面反射波达到甚至超过φ3mm 平底孔当量。
由此可见,常规单探头和双探头法探伤时异质界面的回波已经达到甚至超过了探伤灵敏度的当量,造成实际探伤中难以识别波形。




2 声学测试
脉冲反射法超声探伤是利用超声波在异质界面处产生反射的规律进行缺陷探测的,这与两种材料的声阻抗差异有关。笔者采用声特性测试和比较测试两种方法测试其声阻抗及声压反射率。
2.1 声特性测试法
声特性测试采取在多试块多点多方向测试取均值的方式。测试数据如表1所示。声特性测试结果表明:声速CT>CB;声衰减αT<αB,且不锈钢声衰减各向异性;声阻抗ZT>ZB,但差异不大(下标T表示碳钢,B表示不锈钢)。

表1 不锈钢、碳钢声学测试结果
以纵波自碳钢垂直入射到不锈钢为例(图8),计算声压反射率:

图8 碳钢、不锈钢界面的反射、透射示意图
声压透射率:

由此可见,碳钢与不锈钢两种材料声阻抗基本相同,反射率低,透射率高。
2.2 比较测试法
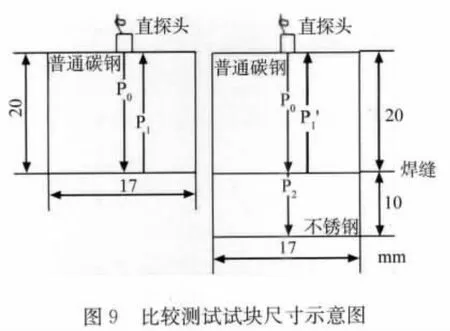
两种材料经过焊接后,焊缝有可能出现不同于原本两种材质的第三种形态。反射率不能简单通过两种材料的声阻抗计算而来,所以设计比较测试试块(图9),试块1为全碳钢,试块2为由碳钢和不锈钢焊接而成,通过比较两个反射波信号(图10,11),计算得到近似的声压反射率:



P0为20mm 深处界面的入射声压;P1为碳钢与空气界面的反射声压;P1′为碳钢与不锈钢界面的反射声压;P2为碳钢与不锈钢界面的透射声压。
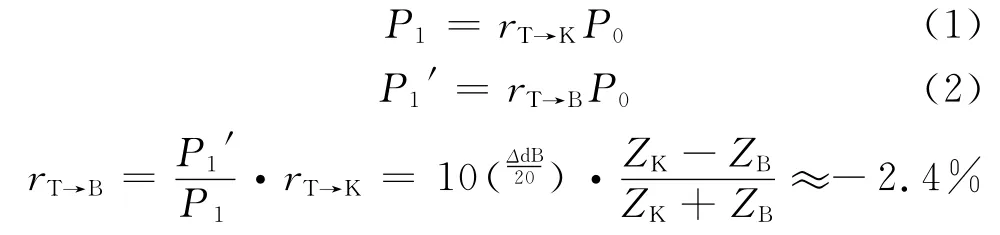
式中:rT→K、rT→B分别为碳钢与空气、碳钢与不锈钢界面的声压反射率;ZK,ZT分别为空气声阻抗、碳钢声阻抗。
由此可见,比较测试法得到的声压反射率2.4%,略高于声特性测试法得到的0.77%。总的来说,声压反射率不高。
3 异质界面反射波的分析
异质界面声压反射率由两种材料的声阻抗决定,从两种方法测试得到的声压反射率结果看,反射率并不高,因此导致探伤时界面反射回波较高的原因,不是声阻抗差异大所致。
3.1 模拟计算
通过直探头法探伤模型进行简化计算,可反映异质界面的反射声压情况,斜探头法探伤也有类似情况。以频率为5MHz、直径为14mm 的纵波直探头分别探测距探头距离a为120mm(约3倍近场长度)深处的φ3mm 平底孔和异质界面为例,计算两种面积的声压。异质界面为形状规则的大面积界面,超声波在异质界面为大平底反射。
平底孔反射声压Pφ:

式中:A为探头晶片面积;s为平底孔面积;λ为超声波波长。
异质界面反射声压:

两者声压比:

rT→B取值以比较测试法得到的2.4%为例,代入以上公式中,可得到异质界面的发射声压比φ3mm平底孔反射声压约低12 dB。如果是φ2mm平底孔,则约低5dB。
3.2 分析
试验中反射波的高低与声压反射率和反射体面积等有关。上述模拟计算中异质界面的反射波与平底孔相差不大。探测平底孔时,以钢/空气作为反射界面,因为空气与钢声阻抗相差较大,所以声压全反射;而在异质焊缝实际探伤时普通探头的声束经过扩散到达异质界面时的截面积可达到平底孔的几十倍,异质界面的反射率即使在0.77%~2.4%,也可以反射较高能量,影响波形识别。
所以,不锈钢与碳钢异质界面较高反射波的形成原因主要是由于在声压反射率相对较小的情况下,因为闪光焊接异质界面的形状较规则、面积大,能够集中反射回较强声波,并被探头接收所致。
4 结论
(1)超声波探伤时经常存在异质界面的较高反射回波,有的是由两种材质声阻抗存在巨大差异造成的;有的声阻抗两种材质差异并不大,反射率不高,则是主要由于异质界面形状规则、大面积集中反射能量所致。
(2)常规单探头、双探头法均为脉冲反射法,这种以波形高度为判伤依据的方法比较难于区分类似的形状规则且能够大面积集中反射声波的异质界面与宏观缺陷。可考虑尝试采用TOFD、相控阵聚焦等工艺方法,以改善异质界面对探伤的不利影响。
[1] TB/T 2658.21-2007 工务作业 第21部分:钢轨焊缝超声波探伤作业[S].
[2] 中国机械工程学会无损检测分会编.超声检测[M].北京:机械工业出版社,2000.
猜你喜欢
数学物理学报(2022年4期)2022-08-22 04:09:20
山东冶金(2019年6期)2020-01-06 07:45:58
振动与冲击(2019年13期)2019-07-24 00:44:58
测试技术学报(2019年3期)2019-04-15 05:25:40
汽车工程(2018年12期)2019-01-29 06:46:36
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:48
电测与仪表(2016年9期)2016-04-12 00:30:02
焊接(2015年2期)2015-07-18 11:02:39
船舶力学(2015年7期)2015-04-25 10:11:00
装备环境工程(2015年4期)2015-02-28 01:20:03