电气贯穿件对接焊缝超声波检测
2013-12-04 03:17:26杨建龙祁永刚王金柱
无损检测 2013年7期
杨建龙,祁永刚,严 宇,王金柱
(1.核工业工程研究设计有限公司,嘉兴 314300;2.河北大学质量技术监督学院,保定 071000)
在核电站建设当中,为确保反应堆安全壳内电气设备的供电、控制、保护、核测量、照明、仪表、通讯等信号的传输,电缆要求贯穿特设的气密性的安全壳,电气贯穿件就是为实现此功能而在安全壳内连接外电缆的装置。在反应堆正常运行和事故条件下(包括地震和失水事故),电气贯穿件可以维持安全壳压力边界的完整性和用电设备的电气连续性,防止放射性物质外泄。由于其特殊的结构和应用场合,不适合做射线检测,只能用超声波检测其对接焊缝内部缺陷,所以研究其对接焊缝的超声波检测方法显得尤为重要。
核电站中用途较广的电气贯穿件规格为φ273mm×13mm,针对这一规格制作了3个带自然缺陷的模拟试件,并依据核电站无损检测常用标准RCC-M 《压水堆核岛机械设备设计和建造规则》(2000版+2002补遗),讨论其超声波检测方法,采用不同的探头对自然缺陷的试件进行检测,对比获得的缺陷回波信号,为选择最佳的探头提供参考。检测时,焊缝根部的反射回波复杂,给检测工作带来困难,因此讨论焊缝根部反射特点,具有重要的现实意义[1]。
1 电气贯穿件对接焊缝的超声波检测
1.1 超声波检验仪器[2-3]
依据RCC-M 标准,要求检验仪器配用标称频率为1~6MHz的探头;在示波幅度至少为80%满屏高范围内,垂直线性误差不超波示波幅度的5%;在整个示波屏有效宽度内的水平线性误差不超过时间基准的2%。CTS-2020超声波探伤仪完全符合要求。
1.2 探头
依据RCC-M 标准和模拟试件规格,选用的探头参数如表1。
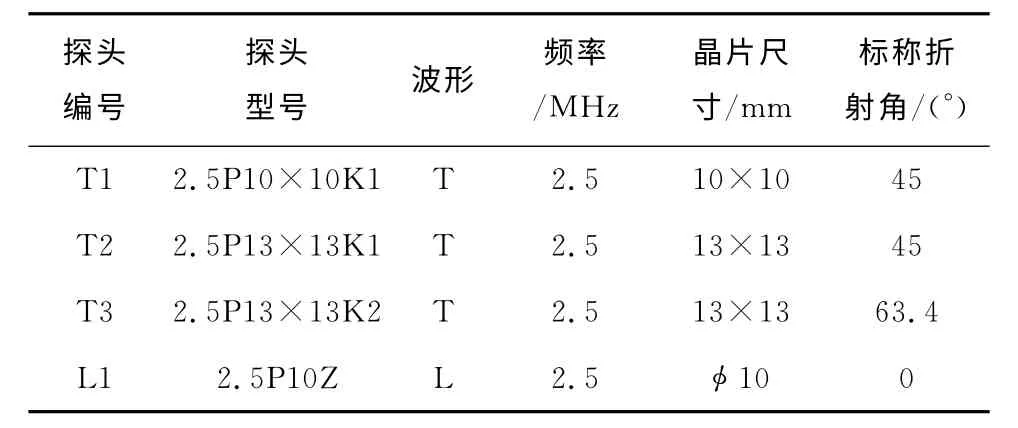
表1 超声波探头型号和参数
探头的尺寸符合标准中的规定,但是晶片大小会影响声压大小,在横波声场中,由于波的干涉存在近场区和远场区,当x≥3N(N为近场长度)时,横波声场波束轴线上的声压为:

式中:K为系数;FS为波源面积;λs2为第二介质中的横波波长;x为轴线上某点至假想波源的距离;β为横波折射角;α为纵波折射角。
根据公式(1)可知,横波声场中,当x≥3N时,波束轴线上的声压与波源面积成正比,与至假想波源的距离成反比。从理论上尺寸大的晶片更容易检测出缺陷,但是由于被检件有曲率,所以要考虑晶片与工件的耦合面积,从这个角度说小尺寸更符合要求,基于此矛盾,选择了同一折射角不同晶片尺寸的探头做了对比。探头折射角不同则超声波在工件中的传播路径不同,对同一缺陷测出的位置和当量值也不同,所以选择同一晶片尺寸不同折射角的探头进行对比。由于工件表面有余高,直探头只做辅助检测。
1.3 标准试块和对比试块
选用CSK-ⅠA 标准试块对超声波仪器的水平线性和垂直线性进行校核,并对横波探头的前沿测定和折射角校验。
根据RCC-M 的要求和工件参数制作对比试块如图1所示。
1.4 模拟件的制备
模拟件规格为φ273mm×13mm,焊缝宽度约为20mm,为了模拟真实工况,未打磨表面和根部余高,余高约为2mm,坡口形式为V 型,模拟件示意图如图2所示。
自然缺陷主要为:夹渣,未焊透,未熔合,裂纹等。试件全部经过射线检测,便于与超声波检测对比,预制缺陷结果见表2。
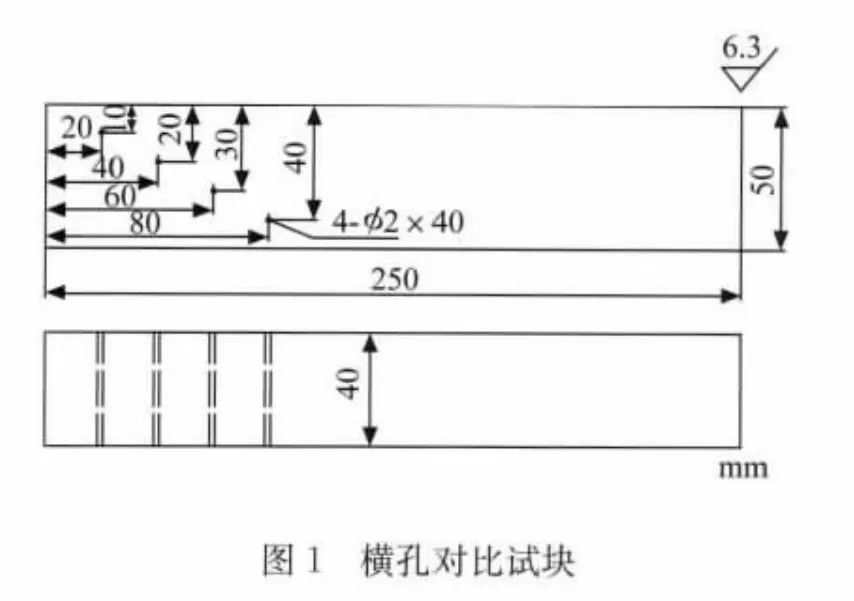

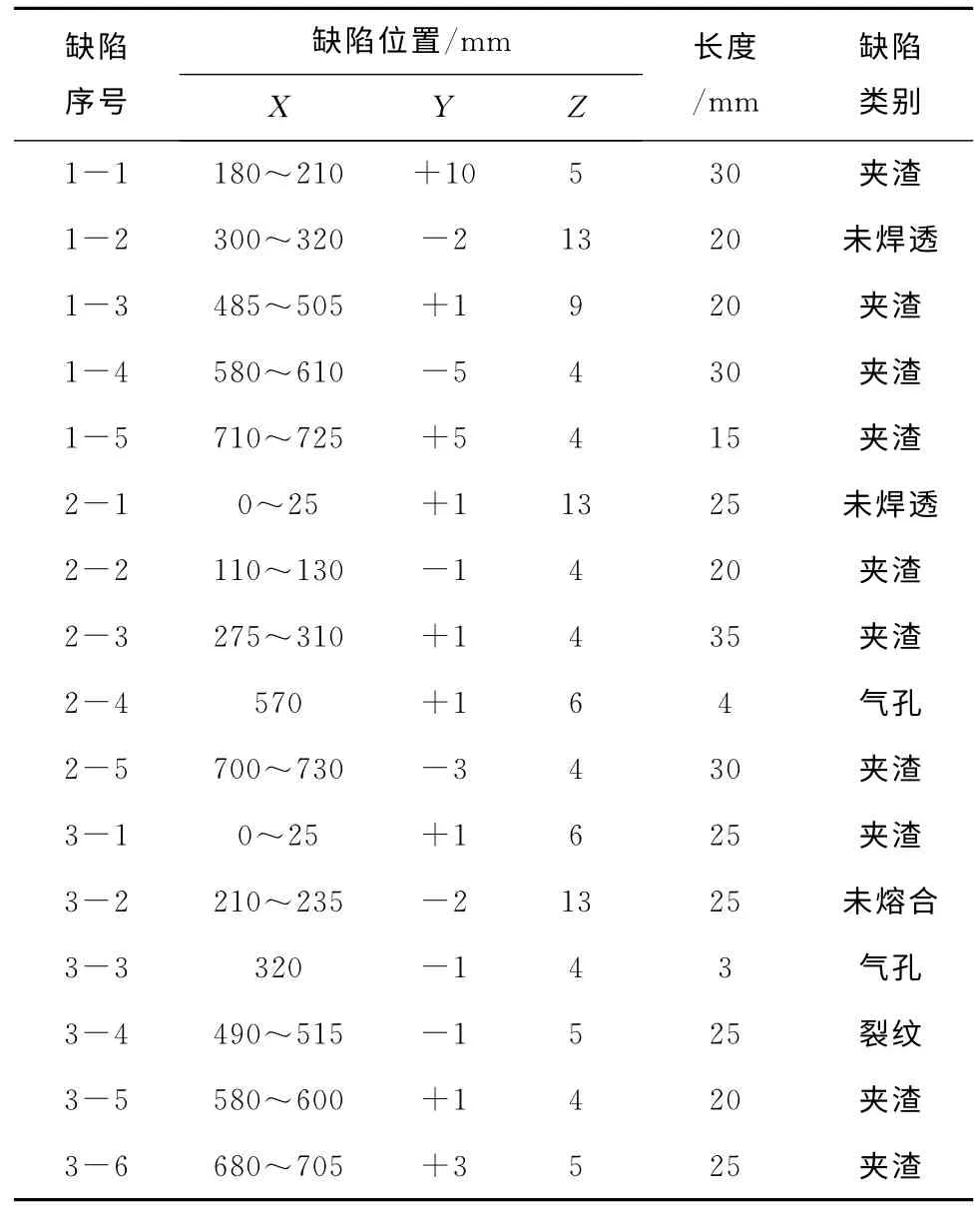
表2 试件内部缺陷记录1)
2 超声波试验及结果
2.1 超声波检测灵敏度
以图1中的φ2mm 横通孔为检测灵敏度,制作DAC曲线,表面耦合补偿2~4dB,扫查灵敏度为φ2mm+6dB。
2.2 试验结果比对
对3个自然缺陷的模拟试件进行超声波盲测,即在不知道试件内部缺陷的情况下进行超声波检测,并记录缺陷。对于部分射线检测不出的缺陷而超声波检测出的缺陷数据也列于表内,表3为晶片尺寸不同的探头检测数据,表4为折射角不同的探头的检测的数据。

表3 不同晶片尺寸探头的超声波检测及射线检测试件缺陷的结果2)
3 试验结果分析与焊缝根部缺陷回波特点讨论
3.1 试验结果分析
(1)从表3中可以看出,不同晶片尺寸探头在测定缺陷深度上大致相同,在测定缺陷长度上部分差别较大,但是在缺陷回波波幅上,2.5P13×13K1探头要明显优于2.5P10×10K1探头,即此种规格的试件优先选用晶片尺寸13mm×13mm 的探头。
(2)从表4中可以看出,折射角不同的探头在测定缺陷深度时有明显差异,这是由超声波波束在工件中传输路径不同引起的,对不规则的缺陷,K1探头可能由二次波从缺陷下部得到最强回波,而K2探头则通过一次波从缺陷上部探出最高回波,示意图如图3所示。另外,K1探头的灵敏度要高于K2探头,对于部分缺陷K1探头可以检出,而K2探头则较难检出。
(3)超声波检测面积型缺陷很容易检出,例如裂纹,未焊透等,对于气孔等点状缺陷较难检出;而射线对于面积型缺陷不容易检出,对气孔,夹渣很容易检出。
3.2 焊缝根部回波信号讨论
对于此规格的对接环焊缝[4-5]超声波检验,采用的是单面双侧扫查,焊缝根部的反射波比较多而且复杂,例如产生未焊透、未熔合、裂纹、内凹、错边等缺陷回波,同时在扫查中也会遇到焊缝根部余高产生的几何反射回波,给检测带来干扰。这些回波千变万化,但是也呈现出一些特征,总结归纳这些特征为实际检测提供参考。
3.2.1 未焊透
根部未焊透的超声回波速度较快,波幅较高,这是由于焊缝根部有较规则的钝边。探测时有很强的端角反射回波,探头前后移动时,波形较稳定,转动探头时,波形消失较快。在焊缝两侧进行探测,都会有波幅较高的反射波显示,探头沿着焊道方向移动时,波幅变化不大。可以采用如图所示的方法进行辅助识别,焊缝两侧探测时水平距离定位落点有一定间距,约等于对口间隙,示意图见图4。
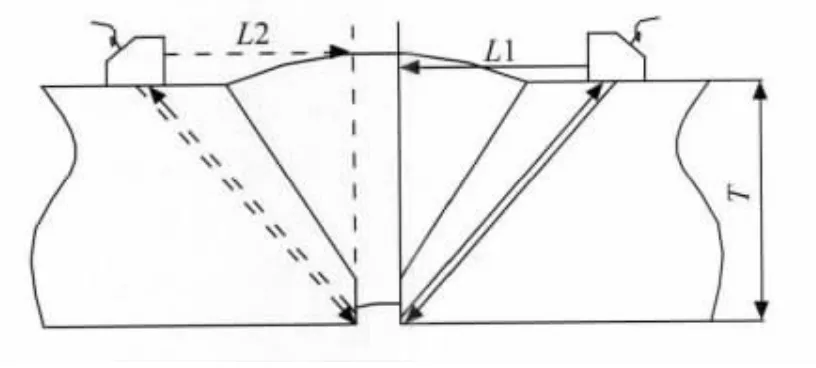
图4 超声波检测未焊透示意图
3.2.2 未熔合
对于根部未熔合反射波探测时,在缺陷侧有一个波幅较高的反射波,有时在非缺陷侧反射波幅更明显,但是随着未熔合面与入射声束角度的不同,有时反射波幅较小,甚至无反射信号,这是因为缺陷的指向性,声束反射无法传播到探头;应进行准确的测厚分析,对缺陷进行深度定位,根部未熔合多出现在水平的仰焊位置、垂直固定的上坡口位置、焊接接头的根部位置。探测时注意用不同角度的探头进行探测,以防漏检。
3.2.3 裂纹
裂纹最具危害性,探测时反射波强烈,有陡峭的前沿,因裂纹表面曲折,没有光滑的界面,反射波底部较宽,且波峰常出现多峰现象。探头平行移动时,波峰此起彼伏,摆动或转动探头时,波峰下降很快,波形没有未焊透缺陷的波形稳定,从焊口两侧探测时,波形有较好的相似性。波形特点:波形单一,波幅宽,反射波高度较大,呈锯齿状,有多峰,探头移动时,时起时伏,包络面幅度变化较大。
3.2.4 内凹
内凹出现在水平固定焊口的仰焊或仰焊爬坡部位,内凹是一个近似圆弧型的曲面,对于声束入射的界面其是一个凸面,反射波是发散的,波幅较低,波形位置出现在根部一次波位置前一点,其反射波的深度显示值一般略小于母材厚度,两侧探测时,水平距离定位点不交叉,其包络波形较圆滑。
3.2.5 错边
焊接时焊偏等因素会造成焊缝的错位。错边的反射波幅较高,焊缝两侧的反射波幅有明显的不同,很可能出现一侧有较强反射波而另一侧没有反射波。可以通过测厚加以辅助判断。由于错边凸凹的不确定性,反射波的波峰上有小峰,探头左右移动时波幅的高度变化不大。包络波形范围较宽,波形比较单一,变化不复杂。
3.2.6 几何反射回波
焊缝根部余高产生较多干扰信号,波幅较高且不容易与根部缺陷信号区分,其产生原因可能是由声束传播在根部余高内汇聚后返回至探头,基于此种分析,可采用图5的方法来区分根部余高反射回波。回波信号显示深度约为焊缝壁厚T的情况下,观察两侧水平距离定位点,如果两个标记有交叉部分,则可判定为余高回波。但是本方法在使用中也有局限性,例如遇到根部焊瘤的情况时,两个定位点也可能交叉,此时应慎重对待,观察波形和声程等进行综合判断。采用缺陷波形识别与分析方法,可以比较准确地判断根部的缺陷类型,达到定性目的。但是,焊缝根部出现的反射波很多,单凭缺陷波的某些特征来判定其性质是比较片面的,还必须在探测前了解焊接接头坡口形式、焊接工艺、热处理状态,加以综合分析判定。
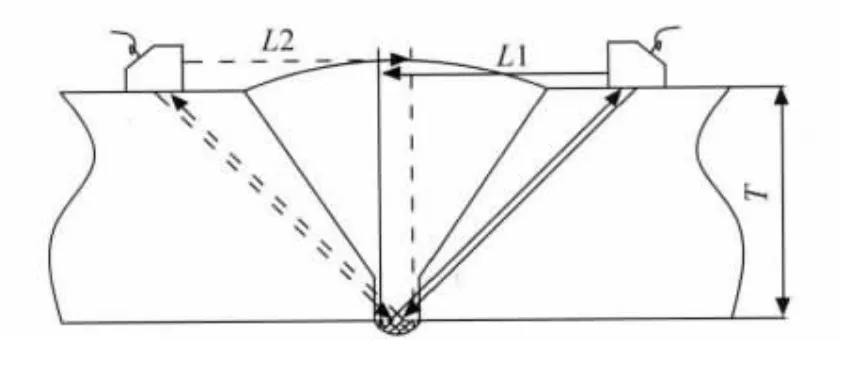
图5 超声波检测焊缝根部余高示意图
4 结论
(1)对于此种电气贯穿件,超声波检测可以替代射线检测。
(2)不同规格的试件检测,要求在仪器,试块,探头方面进行全面筛选,并找出最佳组合,试验中选用T2,T3,L1探头组合更为合理。
(3)对焊缝根部缺陷回波信号进行分析,总结了不同缺陷类型的回波波形特征,尝试找出判定缺陷的方法。在核工业无损检测中,超声波检测起着举足轻重的作用,深入阅读标准和大量模拟练习、寻找最优化的检测工艺是提高检测技术的有效途径。
[1] 陈志强,李小亭,张万岭.焊缝根部缺陷的综合检测[J].无损检测,2010,32(4):286-288.
[2] RCC-M(2000版+2002补遗) 压水堆核岛机械设备设计和建造规则[S].
[3] 郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008:65-66.
[4] 曹刚,朱思民.焊缝超声波检测回波信号分析[J].无损检测,2004,26(10):533-536.
[5] 张文科.超声波探伤中缺陷波和伪缺陷波的判别[J].无损检测,2005,27(1):47-54.
猜你喜欢
航空兵器(2022年1期)2022-03-04 08:27:16
癫痫与神经电生理学杂志(2022年6期)2022-02-10 13:55:46
理科爱好者(教育教学版)(2019年2期)2019-06-18 10:04:40
测控技术(2018年8期)2018-11-25 07:42:16
无损检测(2018年10期)2018-10-19 09:54:20
价值工程(2018年25期)2018-09-26 10:14:36
西南交通大学学报(2016年4期)2016-06-15 20:29:36
华北电力大学学报(自然科学版)(2016年3期)2016-04-25 05:06:56
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04