基于BP神经网络的磨削温度预测
2013-11-25 09:24:04宋慧东
机械管理开发 2013年1期
宋慧东
(山西潞安集团常村煤矿,山西 长治 046100)
0 引 言
磨削是一种常用的精密加工方法,能获得很高的加工精度和表面质量。在钛合金、高温含金、超高强度钢、不锈钢及高温结构陶瓷等难加工材料的加工中,特别是在成形表面的加工中,磨削是一种非常有效的加工方法[1]。但是磨削过程中产生的热效应不仅对工件的表面质量和使用性能有极大影响,同时也影响砂轮使用寿命,因此,对工件表面(尤其是磨削区)的温度进行研究,对深入探讨磨削机理和被磨零件表面完整性具有重要意义[2,3]。
然而,目前人们主要通过对实验数据进行多元回归分析来预测磨削加工的磨削温度,但难于找到适当的回归模型而导致预测精度不高。随着计算机仿真技术的发展,人工神经网络建模用来解决磨削温度问题是方便和有效的。利用神经网络建模时不必了解系统内部的实际运行规律,只需用已有的磨削参数对系统进行训练,当达到给定的误差要求时,即可用该系统对磨削过程进行仿真,预测磨削温度。本文应用BP神经网络对磨削温度进行建模,并通过实验验证了模型的可行性。
1 人工神经网络原理
人工神经网络是使用数学方法模拟人脑的形式思维逻辑,它由大量并行非线性处理单元通过连接权组成网络的结构,从内部简单地模拟人脑的部分形象思维。人工神经网络用简单的数据处理单元模拟神经元作为网络的一个结点,用权值模拟神经元之间的突触连接强度:正权值起兴奋型突触的作用,负权值则起抑制型突触的作用。一个结点有许多输入,类似于神经细胞的树突,接受来自其位神经元的兴奋或抑制信号。计算处理单元对所有输入值进行加权求和,并将加权和通过内部转换函数产生一个输出值,其作用相当于神经细胞中传出神经冲动的轴突[4]。BP神经网络结构,如图1所示。
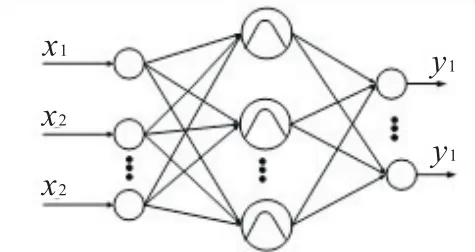
图1 BP神经网络结构
在人工神经网络的实际应用中,绝大部分人工神经网络通常包括输入层、隐含层及输出层,根据具体的情况各层神经元的个数不同,层次间的神经元互相连接,但层次内的神经元无连接关系。在实际应用中,80%~90%的人工神经网络模型是采用BP网络(Back—Propagation Network)或其变化形式,BP网格是前馈网络的核心部分,体现了人工神经网络的精华[5]。
2 实验条件及仿真样本的获取
本实验在冈本公式生产的GOTEN,GTs-6016 AHD精密平面磨床上进行,具体的实验条件,如表1所示。
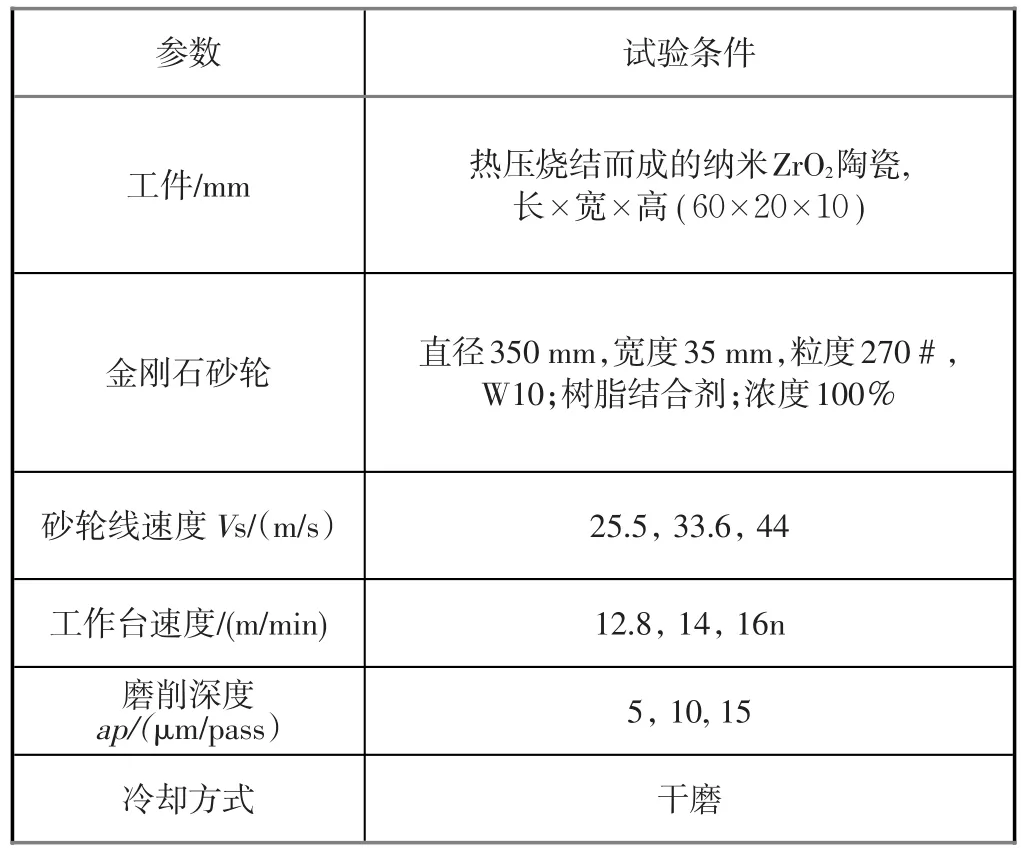
表1 实验条件
在砂轮和工件确定后,磨削用量(砂轮速度,工作台速度,磨削深度)是影响磨削温度的主要因素,本文采用BP神经网络来研究磨削用量对磨削温度的影响,建立磨削温度的预测模型。砂轮速度取25.5 m/s,33.6 m/s,44 m/s;工作台往返速度取12.8 m/min,14 m/min,16 m/min.磨削深度取:5 μm,10 μm,15 μm。实验采用正交的方式进行,实验设计方案及结果,如表2所示。
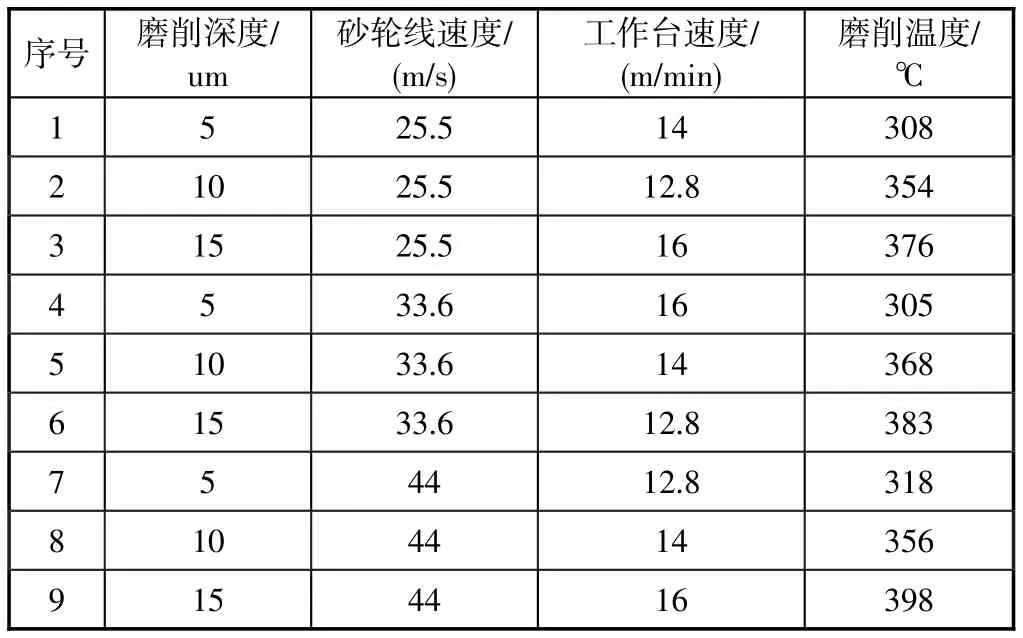
表2 磨削试验测量结果
3 BP神经网络的设计过程
3.1 输入层、输出层和隐含层的设计
由以上分析可知,本文以砂轮线速度,工作台往返速度,磨削深度作为输入单元,以磨削温度作为输出单元。因此,输入层有三个单元,输出层有一个单元。因为理论上已经证明,在不限制隐含层单元数的情况下,两层(只含一个隐含层)的BP网络可以实现任意非线性映射,所以本设计采用单隐层的神经网络。隐层的单元个数根据经验公式预选,并经过多次模拟分析对比,本模型最终确定隐层的单元个数8。隐含层的传递函数采用正切S型函数tansig,输出层的传递函数采用纯线性函数purelin。具体的参数设计,如图2所示,图3为设计好的神经网络模型。
3.2 网络的学习过程

图2 神经网络参数图

图3 BP神经网络模型
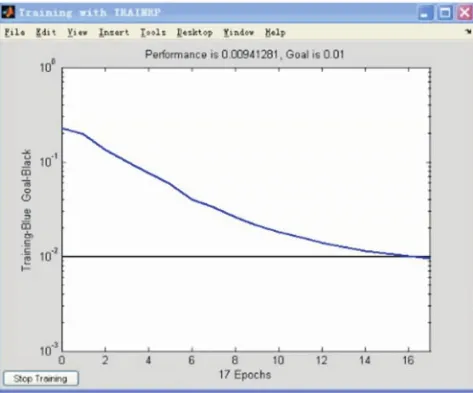
图4 BP神经网络训练过程
神经网络必须经过训练才可以使用,本网络采用表2中9组数据其中的任意7组进行网络的学习,另外两组用来进行网络的验证。本次随机选取3和6两组数据作为验证数据,另外7组用于网络的学习。图4为BP神经网络的训练过程。从图4可以看出网络的训练过程收敛很快,经过训练很快就达到了理想的训练效果。
4 神经网络的实验验证
建立好的神经网络模型是否可用必须经过实验验证,所以采用另外两组实验样本对模型进行验证。采用建立好的神经网络模型对另外两组数据进行仿真,并将仿真结果和实验结果进行对比。仿真结果和实验结果,如表3所示:

表3 磨削温度BP神经网络结果预测与误差
从预测结果和实验结果的对比可以看出,所建模型的预测误差很小,均不超过1%,证明了所建模型的准确性。
5 结 论
利用BP神经网络良好的非线性映射能力,以磨削用量(砂轮线速度、工作太速度和磨削深度)为输入,以磨削温度为输出,建立了磨削温度的BP神经网络预测模型,并通过仿真验证了模型的正确性。为磨削温度的预测打下了良好的基础。
[1]任敬心,康仁科,史兴宽.难加工材料的磨削[M].北京:国防工业出版社,1999.
[2]李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2003.
[3]李瑜,赵波,焦锋,等.工程陶瓷超声磨削轨迹仿真[J].工具技术,2007(1):39-42.
[4]邓朝辉,程文涛.基于神经网络的成形磨削表面粗糙度的研究[J].机械制造,2006,44(7):39-40.
[5]周开利,康耀红.神经网络模型及其MatIab仿真程序设计[M].北京:清华大学出舨社,2005.
猜你喜欢
自然杂志(2021年6期)2021-12-23 08:24:46
失效分析与预防(2020年1期)2020-06-17 04:17:14
空间科学学报(2020年4期)2020-04-22 01:17:12
电子制作(2019年10期)2019-06-17 11:45:10
制造技术与机床(2019年3期)2019-02-27 07:14:22
现代装饰(2018年5期)2018-05-26 09:09:01
制造技术与机床(2017年7期)2018-01-19 02:29:59
电源技术(2015年5期)2015-08-22 11:18:38
弹箭与制导学报(2015年1期)2015-03-11 15:32:06
制造技术与机床(2015年12期)2015-01-28 06:46:21