基于模糊-Smith的滤棒成型温度控制算法研究
2013-11-20 05:57刘禹江
沈阳航空航天大学学报 2013年6期
刘禹江
(张家口卷烟厂有限责任公司 设备管理部,河北 张家口 075000)
过滤嘴棒(简称滤棒)作为一种香烟烟气的过滤产品,对于香烟的质量来说是十分重要的。在滤棒的生产过程中,为了增加滤棒的硬度,需要将三醋酸甘油酯(甘油)均匀地喷洒在丝束上。传统的AF2/KDF2上胶装置是将甘油粘附在甘油刷上,靠高速旋转的离心力将甘油甩抛到丝束上,难以实现甘油的均匀喷涂,亦无法保证滤棒硬度的稳定性。而喷雾上胶装置借鉴AF4/KDF4成型机的设计理念,靠恒压泵将甘油打入腔内并形成一定的压力,由喷嘴喷出将甘油雾化成微小颗粒均匀附着于丝束上[1-2]。
甘油是最常用的滤棒增塑剂,喷雾上胶装置能够自动调节喷涂活门开度,调节甘油喷涂量,实现甘油的均匀喷涂。试验表明滤棒成型过程中,甘油温度变化对滤棒硬度有一定的影响,生产过程中甘油温度最好不要变化太大,尤其不能急剧的变化,而且低温也不利于滤棒质量[3-5]。
AF2/KDF2上胶装置的温度控制主要采用FM355.2西门子专门的温度模块和固态继电器对各点实行回路控制,对上胶系统、纸、烙铁等部分的辅料或设备进行温度调节。系统上胶装置的温控制由温度控制器来完成,文献[1]中采用开关式控制,控制结构简单,但控制精度低,温度波动范围大。文献[6]中温度控制模块采用PID调节器,保证温度控制在设定范围内,但PID只能利用一组固定参数进行调节控制,这些参数不能兼顾控制系统的动态性能和静态性能之间、设定值和抑制扰动之间的矛盾。文献[7]中采用了PID与Bang-Bang控制相结合的基于专家规则的最优时间控制器来实现温度控制,提高了上胶系统中温度的控制精度,但存在开关频率不固定等缺点。因此研究滤棒成型上胶装置温度智能控制算法对滤棒硬度的影响有实际的应用价值。
1 滤棒成型温控系统的模糊-Smith控制器设计
1.1 数学模型的建立
滤棒成型温度控制系统分为热上胶系统和冷上胶系统两部分。上胶控制系统的温度会因为粘胶的加入、停车故障等因素干扰而产生上下波动,且波动范围很大。滤棒成型机系统生产效率低的主要原因之一是上胶系统温度控制的不稳定性,因此对上胶装置的温度进行稳定的控制是十分必要的[6-8]。
文献[7]中建立的滤棒成型温控系统的数学模型如式(1)所示,该模型是在合理假设的基础上得到的线性微分方程。
(1)
其中:R为热阻,C为物体热容量,T为物体温度,u为电加热炉的输入电压。
经拉氏变换滤棒成型温控系统的传递函数如式(2)所示。
(2)
在实际生产调试过程中发现,由于温度控制回路的滞后和迟延较大,本文将文献[5]中的数学模型改进为式(3):
(3)
其中τ为纯滞后时间。
1.2 控制器的设计
由于滤棒成型温度控制回路的滞后和迟延较大,经典的PID控制算法已经不能满足实际的温度控制要求,比例-积分-微分参数的整定会出现超调量大、调节时间长、系统的抗干扰能力和鲁棒性变差等问题,因此有必要研究新的结构简单、对参数摄动和干扰具有很强自适应的控制方法。
根据以上分析可知,在滤棒成型温度控制算法研究中时滞不容忽视,克服纯滞后是改善滤棒质量的一个关键性技术。
1.2.1 Smith预估控制
解决大时滞的行之有效的方法是采用Smith预估器,但是传统的Smith预估器对被控象的数学模型的精确性要求过高,当系统模型的参数变化时,被控系统的性能急剧下降。模糊控制器是一种语言控制器,采用模糊集合论,无需被控对象的精确数学模型即能实现良好的控制。但从模糊控制理论上讲,对于大时滞一类的控制对象控制效果并不理想[9]。因此文中将模糊控制和Smith预估控制相结合以提高模糊控制对大时滞过程的控制能力。
基于模糊-Smith预估控制的滤棒温度控制系统的结构框图如图1所示,图1中F(S)代表模糊控制器,eτs代表纯滞后时间,G(S)为滤棒成型温度控制系统的传递函数,(1-eτs)G(S)表示Smith补偿函数。
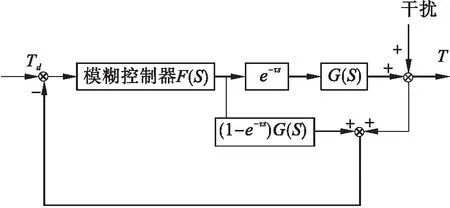
图1 滤棒成型温度控制系统的结构框图
由图1可知,系统的传递函数如式(4)所示。
(4)
由式(4)可以得到图1的等效系统如图2所示,从图2可以看出滤棒成型温度控制系统的延时部分已经被移到了闭环回路以外,由于反馈回路中没有延时,温度控制响应提前,因此系统性能得到很大的改善。文中所设计的模糊-Smith控制器同时完成两项任务,即控制时变系统,又补偿大的时延。
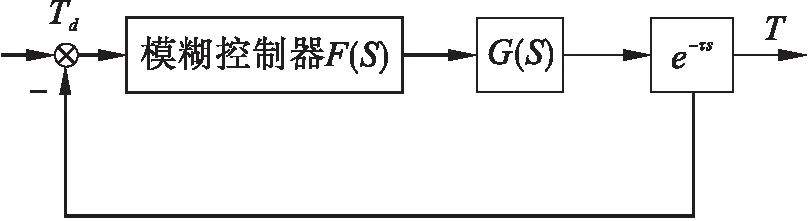
图2 图1的等效电路图
1.2.2 模糊控制器的设计
文献[7]通过试验的方法证明了滤棒的硬度平均值在甘油时是最好的,超过这个温度滤棒的硬度稳定性将随着甘油温度的增加而降低。因此滤棒成型过程中甘油的温度选定在30 ℃左右是比较合适的,并且温度越稳定越好。
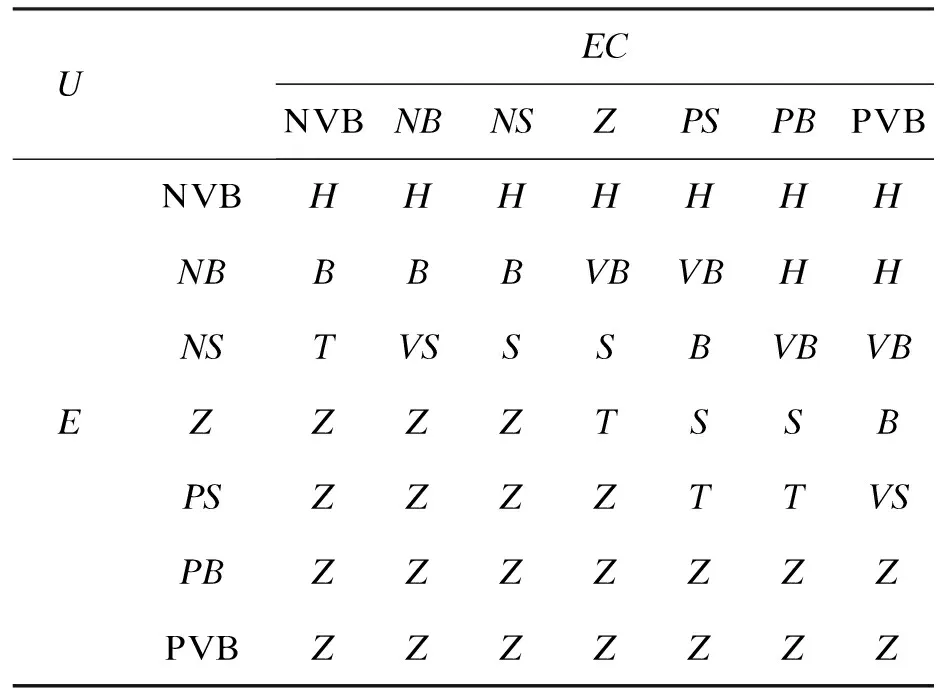
本文设计了一个双入单出的模糊控制器,其结构如图3所示。对于滤棒成型温度控制系统,由于温度是可以实时获取的,因此可采用温度的误差及误差e的变化率Δe作为模糊控制器的输入,因为这两个输入能够较严格地反映滤棒成型温度变化的动态特性。
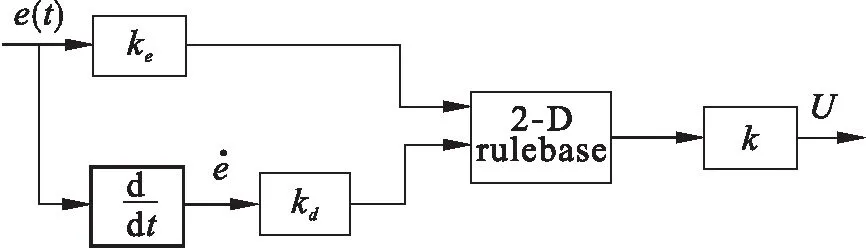
图3 模糊控制系统方框图

对模糊子集反模糊化,即可得到一个精确的控制量。采用加权平均法对其进行判决如式(5)所示。
(5)
2 仿真研究
文献[7]中给出了实际滤棒成型温控系统的P=3 000 W,U=110 V,钨丝加热的热容系数C=142,b=1.31,图4给出了常规PID控制方案与模糊-Smith控制方案的的仿真结果比较,从图4中可以看出,模糊-Smith控制算法改善了系统的暂态特性。模糊-Smith控制的响应速度快,调节时间短,精度高。仿真实验还做了在随机扰动下的系统响应曲线如图5所示,图5说明采用经典的PID控制算法系统的抗干扰能力和鲁棒性明显比采用模糊-Smith控制的方法差。以上两个仿真结果表明,使用本算法的控制效果明显优于常规PID调节器,控制系统无差且具有一定鲁棒性。
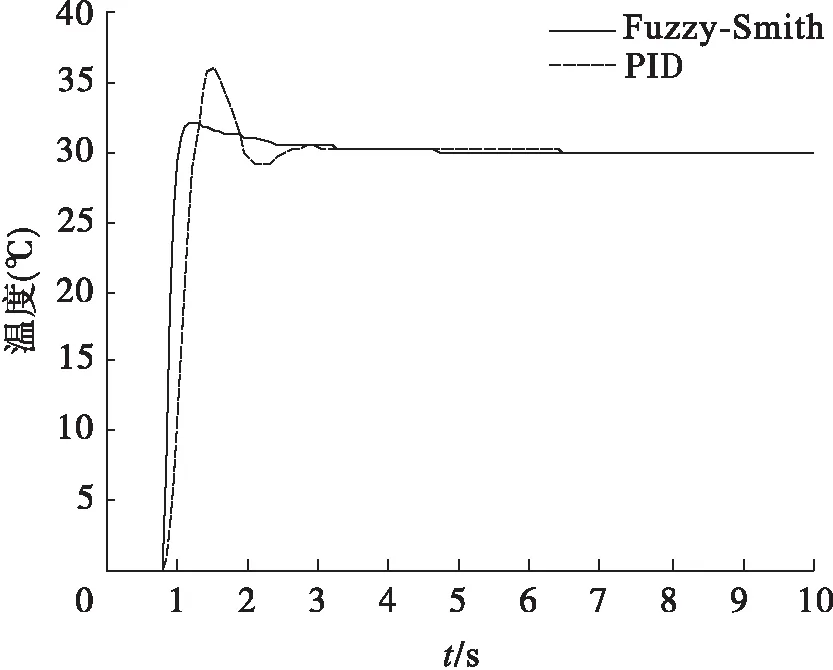
图4 温度的时间响应曲线(未加扰动)
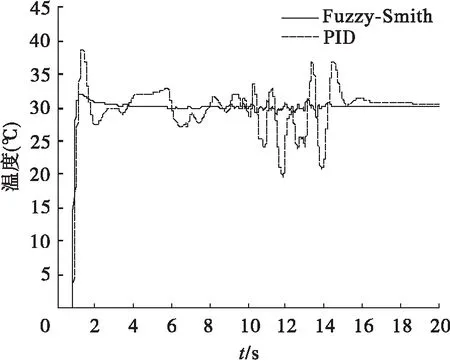
图5 温度的时间响应曲线(加扰动)
实验结果如图6所示。通过模糊-Smith控制算法稳定雾化上胶甘油的温度,提高了喷洒效果及喷洒均匀度,保证滤棒质量。
3 结论
给滤棒喷涂接缝粘合胶是由滤棒成型机组的热上胶系统来完成的。成型机组的生产效率能否提高取决于热上胶系统能否准确、快速地控制好热溶胶的温度。传统上胶方式中热熔胶温度的控制由温度控制器来完成,采用开关式控制,系统控制精度低,温度波动范围大,本文设计了基于模糊-Smith温度控制器,即能准确控制热熔胶的温度,保证控制质量,又能达到节约能源的作用。
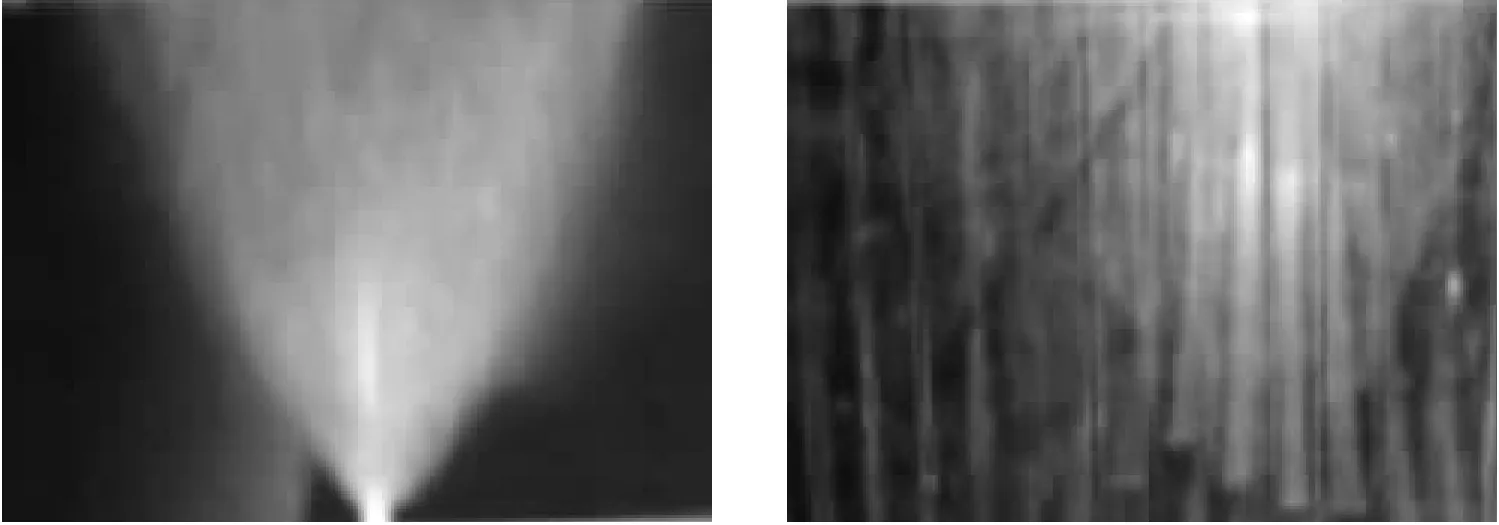
图6 模糊-Smith控制上胶雾化温度控制效果
参考文献(References):
[1] 董丽艳,赵红霞.三醋酸甘油酯自动喷雾系统的应用[J].机械与电子,2011(5):45-47.
[2] 温茂荣.研制KDF2成型机新型甘油施加装置[J].科技创新与应用,2012(3):42-43.
[3] 李来东,金钟国,吕英敏.浅谈三醋酸甘油酯温度变化对滤棒硬度及丝油比的影响[C].黑龙江省2009年度烟草学术交流研讨会论文集,2009:439-442.
[4] Stitt,J.P,Kozlowski,L.T.An image processing and analysis systems for automatic classification of cigarette filter blockage[C].Engineering in Medicine and Biology Society,2003(1):926-929.
[5] Aeslina,A.K,Mohajerani,A.Leachability of heavy metals from fired clay bricks incorporated with cigarette butts[J].Business,Engineering and Industrial Applications,2012(10):872-877.
[6] 孟志强,张恒,陈燕东,等.基于PLC伺服控制的甘油雾化喷涂系统设计[J].湖南大学学报(自然科学版),2010:37(7):42-46.
[7] 魏利伟.过滤嘴成型机组自动控制系统的开发与研究[D].济南:山东大学,2005.
[8] 倪敏.醋纤滤棒制造质量控制的策略及方法研究[D].上海:上海交通大学,2005.
[9] Yu Yuzhen,Du Fengshan,Ren Xinyi.Hydraulic AGC control system based on smith fuzzy-PID control[C].Proceedings - 2010 International Conference on Artificial Intelligence and Education,ICAIE,2010:89-92.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
舰船科学技术(2022年20期)2022-11-28
科技与创新(2020年16期)2020-11-29
能源(2017年7期)2018-01-19
中学科技(2017年11期)2017-12-26
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年21期)2016-05-17
中国民族医药杂志(2016年4期)2016-05-09
湖南工业大学学报(2014年1期)2014-05-06
化工生产与技术(2014年4期)2014-02-27