锻造棒坯抛丸跑偏分析
2013-11-20 09:56刘琼
铸造设备与工艺 2013年1期
刘 琼
(国核宝钛锆业股份公司坯料与板带制造厂,陕西宝鸡 721014)
抛丸机是一种利用抛丸器抛出的高速弹丸消除材料表面的一些附着物、强化工件表面或改善工件表面粗糙度的表面处理设备。该设备在铸造业表面清理、冶金矿山、机械制造、汽车拖拉机、兵器制造、轻纺机械、船舶车辆、航空宇航、建筑装饰等不同行业都得到广泛应用,其工艺范围亦从铸锻件的表面清理扩展到金属结构件的强化、表面加工、抛喷丸成形等不同的领域[1~6]。
在锆合金管棒坯生产过程中,抛丸机主要用于去除锻造棒坯表面的氧化皮,以保证淬火工序的控温精度和机加工序的易操作性。目前在锆合金管棒坯生产线使用履带式抛丸机过程中,棒坯容易从抛丸室中间位置移动至边部位置,这不仅影响了锻造棒坯表面氧化皮去除的均匀性,而且不利于棒坯从抛丸室取出,因此对棒坯在抛丸机中的跑偏问题进行了分析研究。
1 试验方法
试验在锆合金管棒坯生产线的履带式抛丸机上进行,该设备适用工件规格为 210 mm~260 mm×400mm~800mm.试验选取 225mm×450mm、225 mm×500 mm、 225 mm×600 mm三种规格的锆合金锻造棒坯各两根,前两种规格满足锆合金管棒坯生产用棒坯规格范围,第三种规格满足设备能力允许范围。
试验共分为两组,第一组分析坯料长度对跑偏的影响:在相同的抛丸参数下,使用三种长度的坯料各两个进行抛丸;第二组研究坯料头尾直径偏差对跑偏的影响:在相同的抛丸参数下,使用头尾直径具有一定偏差的坯料在头尾对调前后各进行一次抛丸。每次抛丸准备时,机械手将坯料放入抛丸室的中间位置,抛丸结束后观察坯料在抛丸室的跑偏情况。试验方案见表1.

表1 抛丸试验方案
2 试验结果及分析
2.1 长度对跑偏的影响
第一组试验过程中,发现在相同抛丸参数下,450 mm、500 mm、600 mm三种长度的棒坯分别完成两次抛丸后,棒坯均向抛丸室的右侧跑偏。
试验中三种长度的棒坯均在设备允许长度400 mm~800 mm范围和生产用棒坯长度范围内,这说明在该履带式抛丸设备能力范围内,生产中允许的不同长度棒坯发生同一方向的跑偏现象不受棒坯长度的影响。
2.2 直径偏差对跑偏的影响
第二组试验完成8次抛丸后,发现在同样的抛丸条件下,棒坯均向同一方向(抛丸室的右侧)跑偏。从表2可以看出棒坯头尾直径偏差在轴向上依次出现 0 mm、1 mm、2 mm、3 mm、4 mm和 6 mm.1号棒坯的2号位置头尾偏差达到最大值6 mm,并且整根棒坯头尾偏差均较大;3号管坯头尾偏差比较小,且比较均匀。试验中头尾不同程度直径偏差的棒坯均向同一方向跑偏,这说明在履带式抛丸机上锻造棒坯发生同一方向跑偏的现象不受棒坯头尾直径偏差的影响。
通过对锻造棒坯长度、锻造棒坯头尾尺寸偏差对抛丸机跑偏原因的试验研究,发现在同样的抛丸条件下,不同长度和不同头尾直径偏差的棒坯料均向抛丸室的右侧跑偏,这说明在设备能力允许范围内和生产棒坯规格允许范围内棒坯长度及头尾直径偏差对棒坯履带式抛丸机的跑偏现象并不产生影响,跑偏问题有可能是设备本身问题造成。

表2 棒坯头尾尺寸偏差
锆合金管棒坯生产线所使用的抛丸机是以橡胶履带作为工件承载体的滚筒式抛丸清理机,它包括抛丸器、橡胶履带、清理室、门、提升机、丸砂分离器和上下料机械手等装置。设备工作时,丸砂提升分离机构将弹丸、碎丸、粉尘进行分离得到合格的弹丸,弹丸靠自重通过抛丸器溜槽进入高速旋转(速度可由变频器控制)的分丸轮并与其一起旋转,在离心力作用下弹丸进入定向套并在定向套的矩形窗口抛出,再通过高速旋转的叶片,弹丸在叶片表面由内而外做加速运动,最后以一定的线速度呈扇形抛向工件,从而使工件表面得到抛丸清理。抛丸室内的履带旋转时带动工件翻滚,安装在抛丸室中心的端盘(导向盘),支撑履带形成受料空间,使抛丸室内工件的外表面得到抛丸清理。抛丸室主要结构见图1.
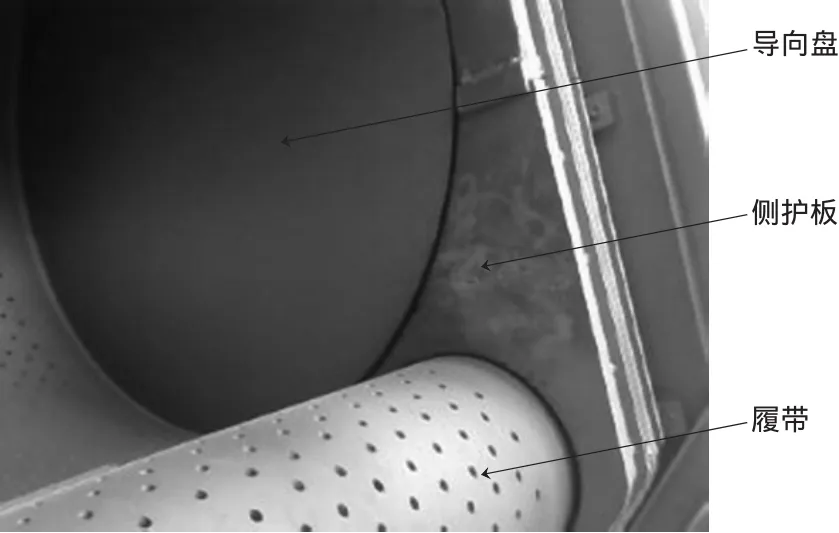
图1 履带式抛丸机抛丸室结构图
该设备采用的承载体材质为高强度和刚性较好的橡胶履带,对于较大工件来说也可以有效防止其产生凹陷和跑偏现象。而履带传输由驱动轴、支撑轴、从动轴、张紧轴支持。驱动轴由减速机驱动回转,从动轴和张紧轴支撑的履带随之转动。从履带传输的整个机构来看,各个轴之间的传动与履带的转动密切相关,从动轴和张紧轴直接影响履带的转动,一旦履带两端张紧轴的张紧程度不一致将会导致履带发生局部凹陷及转速不均等情况,带动工件运动时发生跑偏。因此随时检查调节张紧轴两端螺栓,使整个履带张紧均匀适宜可以有效防止工件跑偏。
3 结 论
通过对锆合金管棒坯生产线所使用的履带式抛丸机锻造棒坯跑偏原因的分析,主要得出以下结论:
1)在满足生产坯料规格要求的基础上,在设备能力允许范围内(履带式抛丸机适用工件规格为 210 mm-260 mm× 400 mm-800 mm),履带式抛丸机所产生的同一方向跑偏现象不受棒坯长度和棒坯头尾直径偏差的影响。
2)在履带传输机构中,从动轴和张紧轴直接影响履带的转动,履带两端张紧轴的张紧程度不一致将会导致履带发生局部凹陷及转速不均等情况,引起坯料跑偏。随时检查调节张紧轴两端螺栓,可以使整个履带张紧均匀适宜,有效防止坯料跑偏。
[1]KENNEDY DM,VAHEY J,HANNEY D.Micro shot blasting of machine tools for improving surface finish and reducing cutting forces in manufacturing[J].Materials and Design,2005,26:203-208.
[2]RAMAKRISHNANAIDU NK,GANESH SUNDARARAMAN S.Effect of shot blasting on plain fatigue and fretting fatigue behavior of Al-Mg-Si alloy AA6061[J].International Journal of Fatigue,2005,27:323-331
[3]徐金鸿.自动铸造生产线上的抛丸机(一)——转子履带式抛丸机开发研究[J].铸造设备研究,2006(3):14-15.
[4]彭立斌,赫亮,李晓晗.表面强化抛丸机设计初探[J].中国新技术新产品,2011(24):16.
[5]刘耀洲.喷砂(抛丸)工艺对建筑钢结构表面的影响[J].中外建筑,2009(5):243-244.
[6]王弘.抛丸设备在机场的应用[J].工程机械与维修,2008(1):107-108.
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
装备制造技术(2020年6期)2020-11-27
毛纺科技(2020年2期)2020-03-16
文化交流(2019年3期)2019-03-18
知识文库(2018年11期)2018-10-20
作文与考试·初中版(2018年6期)2018-03-03
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21