基于FXINPLC控制的轧辊磨床电气控制系统设计
2013-11-08 03:29:30李炜
天津冶金 2013年2期
李 炜
(天津冶金职业技术学院,天津 300400)
1 引言
在钢铁企业中,轧辊磨床用于将轧钢后的轧辊修磨到所需精度后,再送回轧机反复使用。基于FXINPLC控制的轧辊磨床电气控制系统,具有自动化、连续化、精度高、故障率低等特点,能够在很短的时间内将轧辊表面误差加工到μm级,增加了柔性,大大降低了维护费用,提高了生产效率,采用变频器提高了轧辊磨床的精度。
2 轧辊磨床对电气控制系统的要求
依据行星内圆轧辊磨床的工艺及操作要求,整个电气控制系统分为三大功能。
2.1 调整功能
2.1.1 点动及微动控制方式
点动控制方式是为了精确调整机床的起始工作点而设置的。其中主轴运行、主轴箱升降运动以及工作台前进、后退运行都采用了这种控制方式。根据磨床加工的实际需求,在点动控制方式中又设置了微动这一特殊功能。在点动控制的硬件条件下,配合PLC的软件编程来实现微动功能。
2.1.2 自锁控制方式
行星内圆轧辊磨床电气控制系统中,砂轮运行、主轴运行、工作台前进及后退运行也采用了自锁控制方式。这种控制方式是为了粗调机床的起始工作点而设置的。
2.2 自动功能
为了减轻生产工人的劳动强度,提高行星内圆轧辊磨床的自动化水平,电气控制部分设置了整个加工过程的自动循环功能。
2.2.1 预置循环数
电气控制部分设置了一个预置循环数按钮,在PLC的内部使用了一个计数器。该计数器用来存放通过预置循环数按钮输入的实际循环数。同时,选用了一个外部可逆计数器,与PLC的内部计数器同步工作。预置循环数为自动循环的实现做好准备工作。
2.2.2 自动循环
自动循环的工作过程如下:预置循环数后,按自动循环起动按钮,电气控制首先启动砂轮电动机,经过延时后,启动主轴电动机,再延时,启动工作台移动电动机使工作台以设定的速度前进,经一段时间运行后,碰限位行程开关1,计数器动作,作一次计数,同时工作台后退,又经一段时间运行后,碰限位行程开关2,计数器动作,又作一次计数,同时工作台由后退变为前进,即工作台按照事先设定的循环次数作周而复始的往复运动。
2.3 显示功能
显示功能设置的目的是让操作者和维修人员能够清晰地了解机床的整个运行状态,以利于操作者正确的操作及维修人员快速检修。行星内圆磨床电气控制系统中,所有的控制动作都设有指示灯显示。这些动作包括砂轮运行、主轴运行、主轴箱点动、工作台运行等。外接可逆计数器具有显示功能,它明确地指示了工作循环的设定次数,以及在自动循环过程中预置数的变化,它指明了具体的工作进程。
3 轧辊磨床电气控制系统的硬件设计
3.1 PLC 硬件设计
选用性能价格比高的三菱FXIN系列的PLC。根据设计要求,选用FXIN-40MR型PLC。
输入口设计:砂轮启动SB0—X0;砂轮停止SB1(常闭)—X1;主轴启动SB2—X2;主轴停止SB3(常闭)—X3;工作台前进SB4—X4;工作台后退SB5—X5;工作台停止SB6(常闭)—X6;自动模式SB7—X7;自动循环数预置SB8—X10;自动启动SB9—X11;自动停止SB10(常闭)—X12;主轴点动SB11—X13;工作台前进点动SB12—X14;工作台后退点动SB13—X15;主轴箱上升点动SB14—X16;主轴箱下降点动SB15—X17;砂轮电机保护ZB1—X22;主轴电机保护ZB2—X23;工作台电机保护ZB3—X24;主轴箱电机保护ZB4—X25;纸带过滤机启动SB16—X26;纸带过滤机停止SB17—X27。
输出口设计:砂轮运行—Y0;主轴运行—Y1;主轴箱升—Y2;主轴箱降—Y3;纸带过滤机—Y4;报警—Y5;工作台前进—Y10;工作台后退—Y11;工作台点动—Y12;加计数—Y14;减计数—Y15。
输入口各个停止按钮设置为常闭点是必要的。如果停止按钮线脱落,工作前会开不开车,工作中会自动停车。若停止按钮设置为常开点,就不会有上述功能,遇到紧急情况便停不了车,这是很危险的。
3.2 变频器设计
考虑到与PLC的配合使用,选用了三菱公司生产的多功能、通用型FR-A500变频器。调速比可达1:120;柔性PWM,实现更低噪音运行;PID等多种功能适合多种应用场合。变频器端子接线如图1所示。STF和JOG同时有效实现正向点动,STR和JOG同时有效实现反向点动。
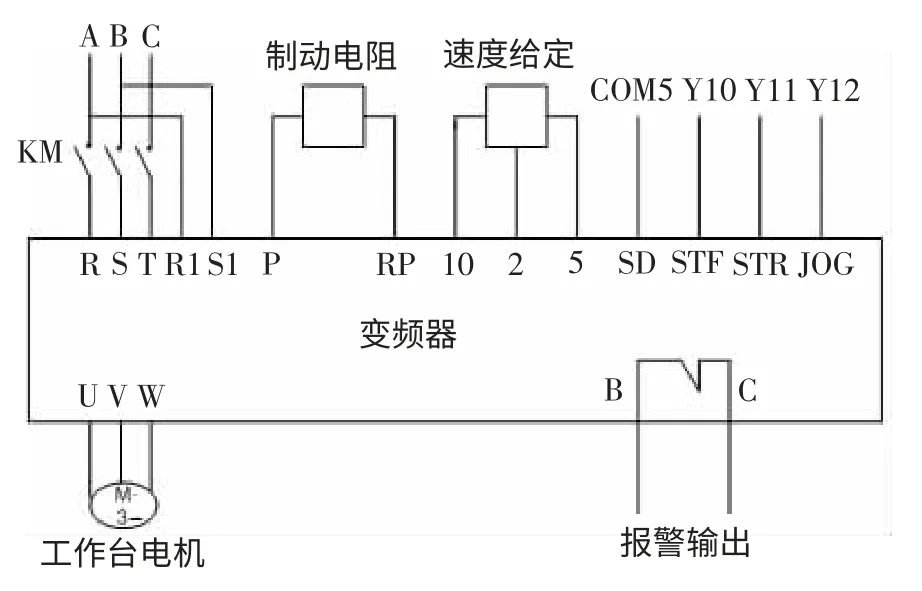
图1 变频器接线
3.3 主电路设计
主电路如图2所示。M1、M2、M3分别为砂轮、冷却泵、液压泵电动机。接触器KM1、KM3、KM5分别控制M1、M2、M3的工频运行,接触器KM2、KM4、KM6分别控制M1、M2、M3的变频运行。
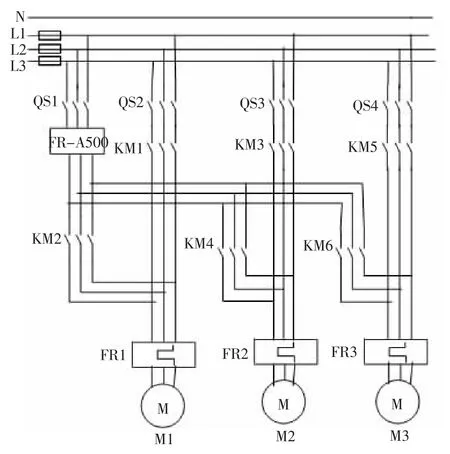
图2 主电路图
3.4 控制电路设计
为了保护PLC,PLC输出端不直接与接触器连接。在PLC输出端和交流接触器之间引入中间继电器,中间继电器控制接触器线圈的得电/失电,控制电机的动作,可延长系统寿命,增强系统可靠性。
4 结束语
基于FXINPLC控制的轧辊磨床电气控制系统,具有可靠性高、抗干扰能力强、体积小、重量轻、功耗低、维护方便、控制程序可变、使用方便等诸多优点。系统已经运行近一年,与过去同期比较,生产率提高了21.2%,能耗降低12.1%,故障率减少23%,设备维修费用减少了23.8。
[1]谢文和.传感技术及其应用[M].北京:高等教育出版社,2004:156-164.
[2]王进野.电机拖动与控制[M].2版.天津:天津大学出版社,2011:300-304.
[3]刘沂.电气控制技术[M].2版.大连:大连理工大学出版社,2008:220-225.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
数字海洋与水下攻防(2020年5期)2021-01-04 01:40:06
冶金设备(2020年2期)2020-12-28 00:15:34
装备制造技术(2019年12期)2019-12-25 03:07:50
电子测试(2018年22期)2018-12-19 05:12:56
制造技术与机床(2017年4期)2017-06-22 11:17:46
设备管理与维修(2016年6期)2016-03-16 02:21:47
焊接(2016年8期)2016-02-27 13:05:12
郑州大学学报(医学版)(2015年2期)2015-02-27 14:50:56
上海金属(2014年1期)2014-12-18 06:52:03