粉末高温合金研究进展
2013-11-08 05:52:30张义文刘建涛
中国材料进展 2013年1期
张义文,刘建涛
(钢铁研究总院高温材料研究所,北京100081)
1 前 言
粉末高温合金(Powder Metallurgy Superalloy)是采用粉末冶金工艺生产的高温合金。在制粉过程中粉末颗粒是由微量液体快速凝固形成,成分偏析被限制在粉末颗粒尺寸以内,消除了常规铸造中的宏观偏析,同时快速凝固后的粉末具有组织均匀和晶粒细小的突出优点,显著提高了合金的力学性能和热工艺性能。粉末高温合金是现代高性能航空发动机涡轮盘等关键部件的必选材料,粉末涡轮盘的使用是先进航空发动机的重要标志。
上世纪60年代初,随着快速凝固气雾化粉末制备技术的兴起,1965年发展了高纯预合金粉末制备技术[1]。美国 P & WA(Pratt & Whitney Aircraft)公司首先将Astroloy合金制成预合金粉末,成功地锻造出力学性能相当或略高于铸锻高温合金Waspaloy的盘件,开创了粉末高温合金盘件用于航空发动机的先河[2]。P & WA公司于1972年将IN100粉末高温合金制备的压气机盘和涡轮盘等11个部件用于F100发动机,装配在F15和F16飞机上[3-4],从此粉末高温合金进入了实际应用阶段。
俄罗斯用粉末冶金工艺制造高温合金的思想始于1965年底,全俄轻合金研究院(VILS)于1973年建立了粉末高温合金科研部,开始研制粉末高温合金[5]。1974年三季度 VILS研制出第一个 φ560 mm的 ЖС6УП 和ЭП741П粉末涡轮盘,1975年8月VILS生产并交付了第一批6个军机用 ЖС6УП和ЭП741П合金试验涡轮盘[6-7]。俄罗斯从1981年开始工业批量生产和提供军机用EP741NP涡轮盘和轴,从1984年开始批量生产民机用的EP741NP涡轮盘[8-9]。截止2006年,俄罗斯生产并交付了EP741NP合金盘和轴等50 000余件,在30多年的使用过程中,没有发生过事故[10]。
目前在粉末高温合金领域,美国、俄罗斯、英国、法国、德国、加拿大、瑞典、中国、日本、意大利以及印度等国家均开展了研究工作,美国、俄罗斯、英国、法国、德国和中国等国家掌握了工业生产工艺,其中仅有美国、俄罗斯、法国和英国能独立研发粉末高温合金并建立了自己的合金牌号[9]。
2 粉末高温合金的发展
2.1 美国和欧洲粉末高温合金的发展
美国和欧洲等国根据粉末高温合金的问世年代和性能特征,将粉末高温合金划分为4代:上世纪70年代以René95为代表的第一代粉末高温合金的特点是高的强度(高γ'相含量),最高使用温度650℃;上世纪80年代René88DT为代表的第二代粉末高温合金的特点是强度比第一代略低(γ'相含量降低),裂纹扩展抗力高,最高使用温度750℃;上世纪90年代末以 René104(ME3)为代表的第三代粉末高温合金的特点是强度和第一代粉末高温合金相当(高γ'相含量),裂纹扩展抗力更高,长时间使用温度750℃,短时间可达到800℃;目前在研的是第四代粉末高温合金,目标使用温度850℃左右。总体上,粉末高温合金具备“三高一低”的特点,即高的使用温度、高的强度、高的组织稳定性、低的疲劳裂纹扩展速率[11]。
1972年,美国 GEAE(General Electric Aircraft Engine)公司在变形René95合金的基础上,降低C和Cr含量研制成René95粉末高温合金,用以替代变形涡轮盘合金IN718。1982年,GEAE公司根据损伤容限设计原则,在René95合金的基础上,通过合金成分调整和生产工艺改进,于1988年研制成功称之为第二代的粉末高温合金 René88DT(DT:Damage Tolerant损伤容限)。René88DT合金具有良好的蠕变、拉伸和抗损伤容限性能,与第一代René95合金相比,该合金的拉伸强度虽然降低了10%,但是疲劳裂纹扩展速率降低了50%,使用温度由650℃提高到750℃[12]。
美国于上世纪90年代开始新一代航空发动机的研制,新一代航空发动机要求具有超音速巡航的能力,其压气机、高压涡轮等部件需在高温/高应力下长时间工作,其热时寿命(Hot Hour Time)是现役三代发动机的20~30倍[13]。由于第一、二代粉末高温合金都无法满足如此高的要求,于是研制了具有高强度/高损伤容限,耐高温,持久性能好,使用温度700~750℃的第三代粉末高温合金。典型的第三代粉末高温合金有Honeywell开发的 Alloy10,NASA/GE/P & WA合作开发的René104(ME3),NASA开发的 LSHR和 Rolls-Royce开发的RR1000。René104合金具有耐温能力强、使用寿命长(是现有盘材料的30倍)、固溶温度低和可加工性好等特点,适用于制造大型燃气涡轮发动机涡轮盘,该合金于2004年10月被美国《研究与开发》杂志评为“最佳100个科技产品奖”之一[14]。法国在N18基础上研发的NR3,NR6,N19等合金也属于第三代粉末高温合金。美欧研发的粉末高温合金成分及合金特性如表1所示。
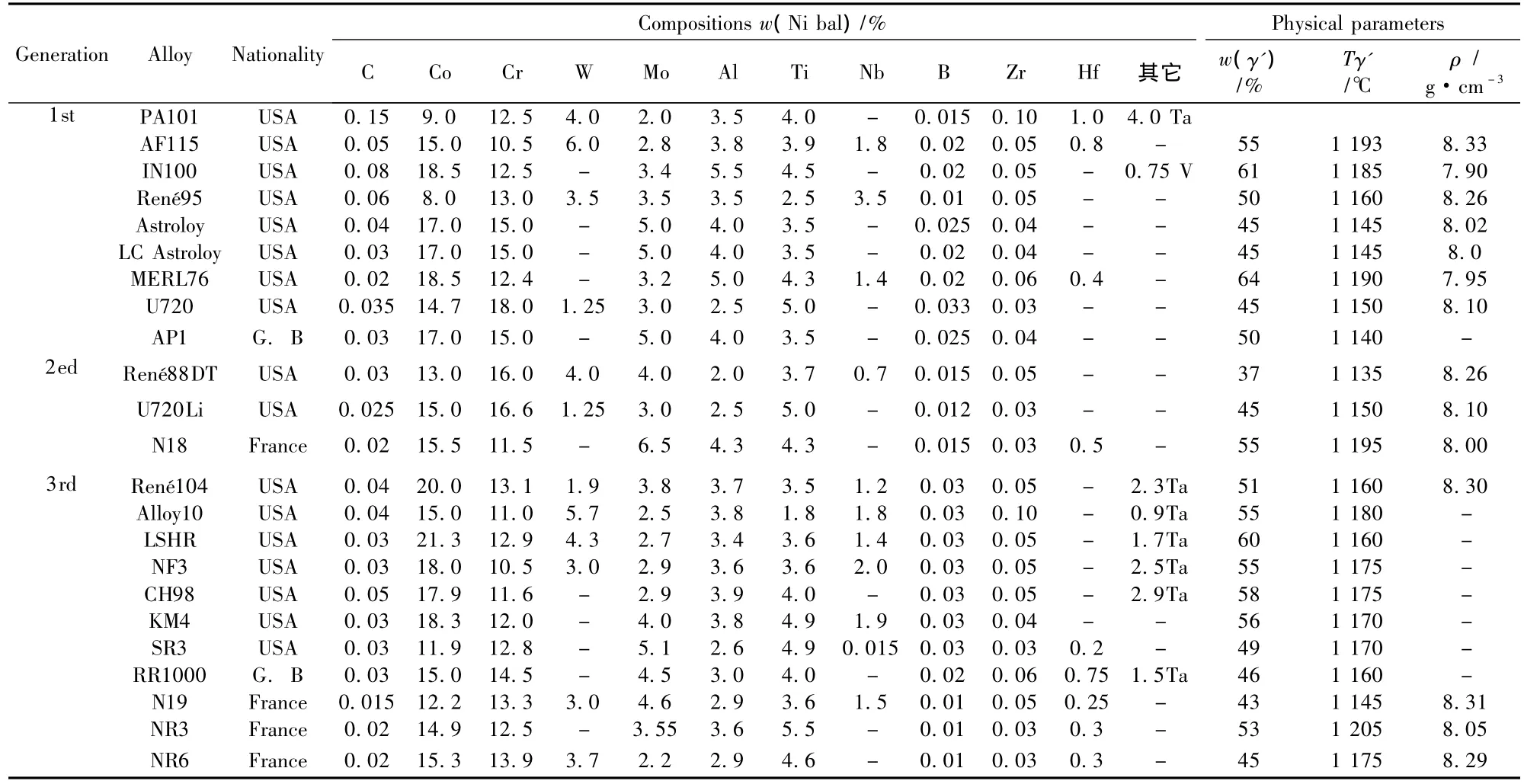
表1 美国、欧洲粉末高温合金的成分及合金特性Table 1 Characteristcs of PM superalloy in America and Europe
2.2 俄罗斯粉末高温合金的发展
在粉末高温合金研究和生产领域,俄罗斯是除美国之外的又一强国。俄罗斯几乎是和美国同时开展粉末高温合金的研究,在多年的研究中,始终坚持自己的特色,并取得了巨大的成功。与美国、欧洲相比,俄罗斯的粉末高温合金牌号要少得多,同时,对粉末高温合金的划分没有代的概念。
在俄罗斯的系列粉末高温合金中,EP741NP是应用最为广泛的粉末高温合金,该合金具有优异的高温综合力学性能,最高使用温度750℃。EP741NP粉末高温合金制件采用等离子旋转电极制粉(Plasma Rotating Electrode Process,PREP)+直接热等静压成形(Hot Isostatic Pressing,HIP)工艺制备,可广泛用于航空发动机的涡轮盘、轴等关键热端部件,已成功应用于米格-29、米格-31、苏-27、图-204等飞机。俄罗斯在上世纪80年代以后又研制出EP962P,EP975P和EP962NP等粉末高温合金,使用温度为750℃以上。最近几年,俄罗斯新 研 制 了 ВВП 系 列 (ВВ750П,ВВ751П,ВВ752П,ВВ753П)粉末高温合金,使用温度为650~750℃,与目前正在使用的EP741NP合金相比,ВВП系列合金的室温强度、持久强度、低周疲劳性能更高,目前处于研究阶段,尚未获得使用[15]。俄罗斯研发的粉末高温合金成分及合金特性如表2所示。
2.3 我国粉末高温合金的发展[9,16-17]
我国粉末高温合金的研究起步于20世纪70年代后期,在后续的发展过程中,根据国家型号需求,陆续开展了FGH95合金、FGH96合金、FGH97合金、FGH98合金和FGH91合金的研制,我国粉末高温合金的成分及特性如表3所示。
FGH95是目前强度最高的粉末高温合金,最高使用温度650℃,主要用于制备发动机的涡轮盘挡板以及直升机用涡轮盘和导流盘等小尺寸盘件。FGH95是我国第一个获得应用的粉末高温合金,采用PREP制粉+HIP工艺研制的FGH95挡板已用于某型号发动机,采用PREP制粉+HIP工艺研制的FGH95盘件已经在某型号直升机上通过试验验证,并已经完成生产定型。
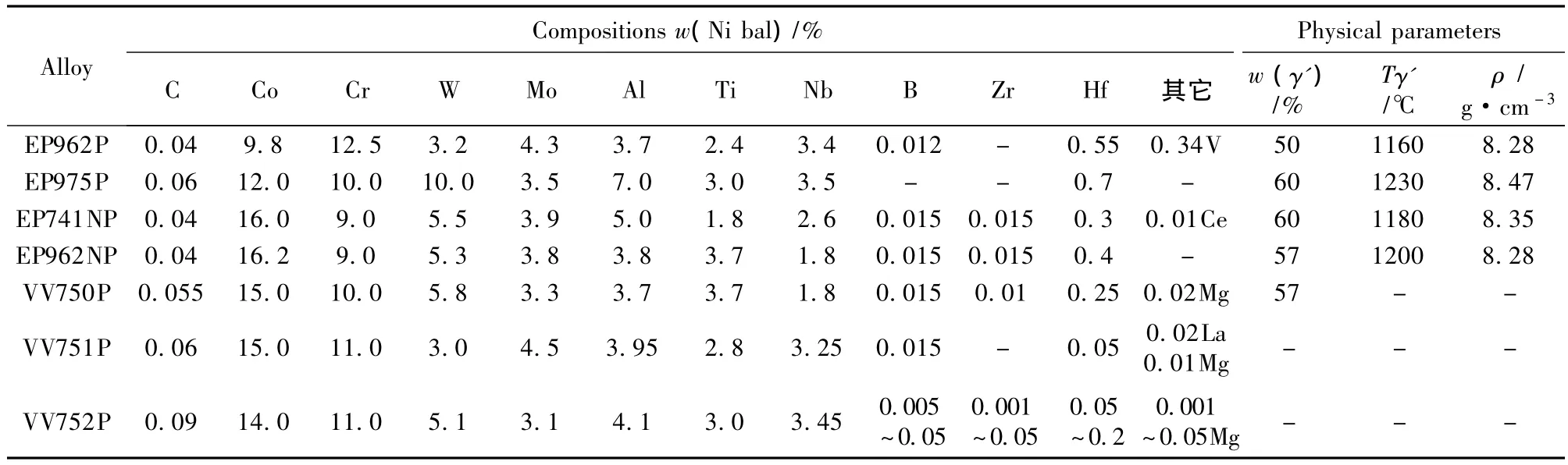
表2 俄罗斯粉末高温合金的成分及特性Table 2 Characteristics of PM superalloy in Russia
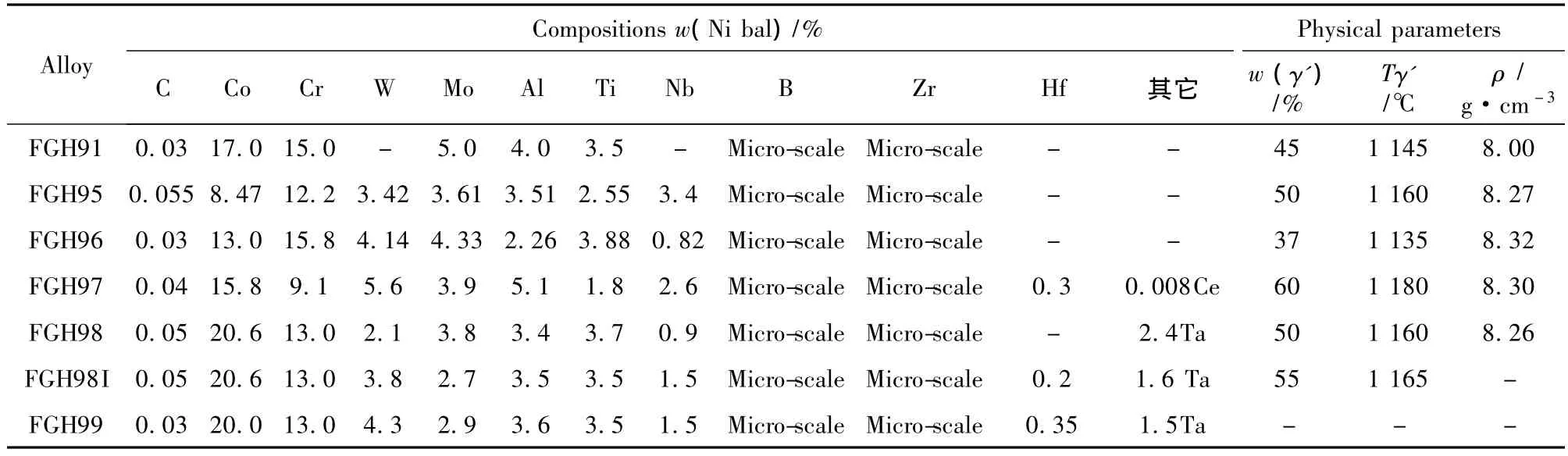
表3 中国粉末高温合金的成分及特性Table 3 Characteristics of PM superalloy in China
FGH96的强度比FGH95合金略低,但裂纹扩展速率更低,使用温度为750℃,是制备先进发动机涡轮盘等热端部件的关键材料。FGH96涡轮盘件(PREP/AA制粉+HIP制坯+锻造成形工艺)与FGH96合金挡板(PREP制粉+HIP成形工艺)正在进行考核验证。
FGH97合金具有高持久强度、高蠕变抗力、低裂纹扩展速率等优点,使用温度为750℃,是制备先进发动机涡轮盘、轴、环类件等热端部件的关键材料,采用PREP制粉+HIP成形工艺制备。FGH97粉末涡轮盘件已经在某发动机上获得应用,目前已进入批量供货阶段。
FGH91合金具有强度和塑性配比好、加工性能好等优点,使用温度为650℃。采用固态连接技术,将FGH91合金盘(PREP制粉+HIP成形)与K418B合金叶片环复合起来,研制出了某发动机用双合金整体叶盘。
针对国内发动机需求,国内开展了第三代粉末高温合金的研制工作,研制的合金包括钢铁研究总院的FGH98合金、北京科技大学与钢铁研究总院合作研制的FGH98Ⅰ、北京航空材料研究院的FGH99合金。与美国相比,国内第三代粉末高温合金研制工作尚属于起步阶段。
表4和表5为我国研制的几种粉末高温合金拉伸性能和持久性能比较(制备工艺:PREP粉末+HIP成形+热处理)。
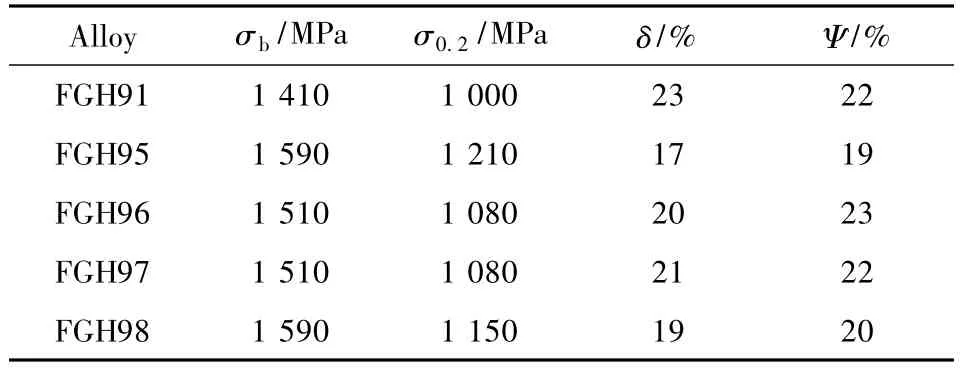
表4 FGH91,FGH95,FGH96,FGH97,FGH98合金的室温拉伸性能Table 4 Tensile properties at RT of FGH91,FGH95,FGH96,FGH97,FGH98 PM superalloys

表5 FGH91,FGH95,FGH96,FGH97,FGH98合金的持久性能Table 5 Stress rupture properties of FGH91,FGH95,FGH96,FGH97,FGH98 PM superalloys
3 粉末高温合金盘件的制备工艺
经过四十余年的发展,粉末高温合金盘件制备工艺已经非常成熟,已经获得的大量应用的盘件生产工艺主要有2种,即以美国为代表的AA制粉+热挤压(Hot Extrusion,HEX)+等温锻造(Isothermal Forging,ITF)和以俄罗斯为代表的PREP制粉+直接热等静压(HIP)成形工艺。
目前,美国等西方国家采用AA制粉+HIP成形工艺生产环形件、轴和直升机用小型盘件,采用AA制粉+HEX+ITF工艺生产大型盘件;俄罗斯采用PREP制粉+HIP工艺生产盘件、轴和环形件。我国由于缺少大型挤压机和封闭的等温锻造设备,结合国内的装备特点,盘件的制备工艺有2种,即采用PREP制粉+HIP工艺生产盘件、轴和环形件,采用AA/PREP制粉+HIP+ITF工艺生产盘件。
3.1 粉末制备工艺
目前在实际生产中主要采用氩气雾化法(AA)和等离子旋转电极雾化法(PREP),原理如图1所示。

图1 AA和PREP制粉原理图Fig.1 Schematic of AA and PREP for powder making
在AA工艺制粉过程中,真空熔炼的母合金,在雾化设备的真空室中重熔,熔液经漏嘴流下,用高压氩气将其雾化成粉末。在PREP工艺制粉过程中,用等离子弧连续熔化高速旋转的棒料,旋转棒料端面上被熔化的液滴在离心力作用下飞出形成粉末。
在高温合金粉末工业生产中,美国和西方国家主要使用AA法,俄罗斯使用PREP法,我国使用PREP法和AA法。2种制粉方法特性比较[9]见表6。
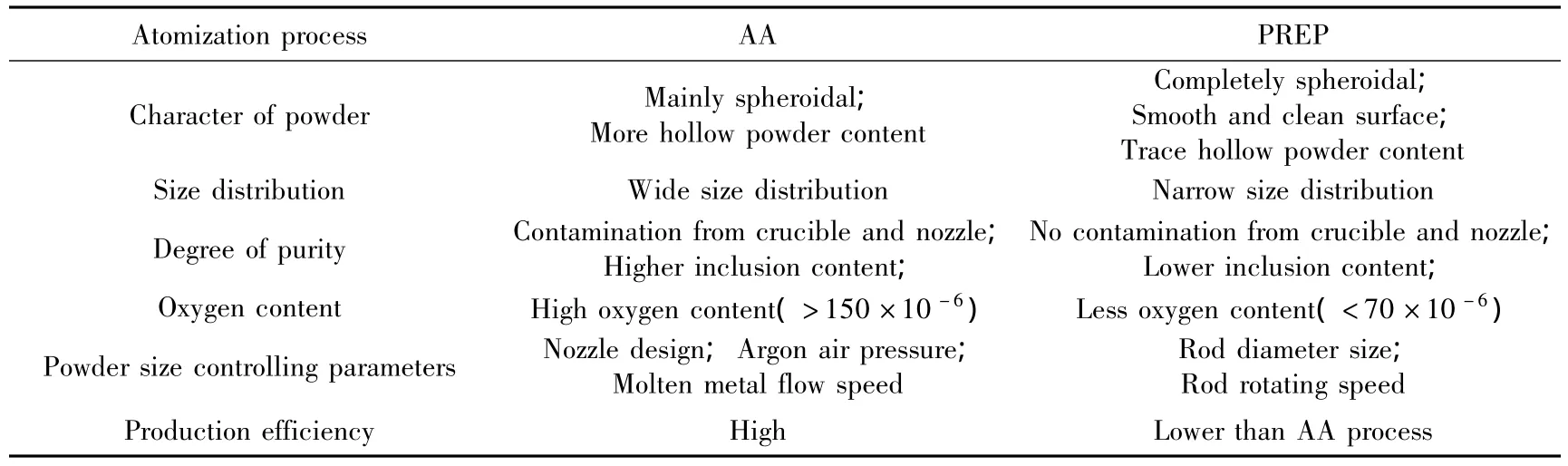
表6 两种制粉方法特性Table 6 Characteristics of AA and PREP Powder atomization process
美国在上世纪70年代使用的AA粉末粒度为~250 μm(不大于250μm),1980年美国的F-18战机在英国法恩巴勒航展失事后,粉末粒度由~250 μm变为~100 μm(不大于100 μm),从上世纪90年代起,粉末粒度进一步细化,目前为 ~53 μm(不大于53 μm)和~45 μm(不大于 45μm)2 种粒度[18]。俄罗斯使用的PREP粉末粒度及质量变化如下[7,19]:1981年粉末盘使用的粉末粒度为70~315 μm,氧含量不大于0.01%,粉末中夹杂物没有限制;从1982年使用的粉末粒度为70~200 μm,氧含量不大于0.007%,每公斤粉末中夹杂物的控制标准为不多于100颗;从1986年使用的粉末粒度为50~140 μm,氧含量不大于0.007%,每公斤粉末中夹杂物的控制标准为不多于50颗;从1988年使用的粉末粒度为50~140 μm,氧含量不大于0.007%,每公斤粉末中夹杂物的控制标准为不多于20颗。
目前国内使用的PREP粉末主要有50~100 μm和50~150 μm 2种,其中50~100 μm的粉末中夹杂标准为10颗/kg,50~150 μm的粉末中夹杂标准为20颗/kg;国内使用的AA粉末粒度为~75 μm(不大于75 μm)。
3.2 粉末固结(consolidation)工艺
由于高温合金粉末往往含有Cr,Ti,Al等难烧结元素,同时这些元素在烧结温度下容易氧化,这造成了高温合金粉末不能采用通常的直接烧结工艺来成形。对于粉末高温合金来说,往往要求在高温高压的环境下成形。目前常用的有真空热压成形(Vacuum Hot Pressing)、热等静压成形 (Hot Isostatic Pressing)、电火花烧结(Spark Sintering)、挤压(Extrusion)、锻造(Forging)等成形方法。在上述粉末固结工艺中,粉末涡轮盘用得最多的是热等静压成形和热挤压。表7为高温合金粉末不同固结工艺的特点对比[20]。

表7 不同高温合金粉末固结工艺的特点Table 7 Characteristics of different powder consolidation process
在上述粉末固结工艺中,热等静压和热挤压是主要的密实工艺。这两种工艺都是在一定的温度和压力下的粉末热塑性变形和再结晶过程,但是热挤压工艺的粉末变形量和变形速率更大。
3.3 盘件成形工艺
盘件成形工艺主要有直接热等静压成形和锻造成形,对于直接热等静压成形生产的粉末盘件,粉末固结和盘件成形是在同一HIP工序中完成的。俄罗斯粉末高温合金的主导成形工艺是直接热等静压(As-HIP)成形,在热等静压过程中材料收缩和应力状态的研究及包套的计算机模拟辅助设计等方面都居世界前列,经过四十余年的发展,HIP成形工艺日趋完善。与俄罗斯相比,美国粉末盘件的成形工艺种类更为丰富,包括As-HIP成形、热模锻、ITF(等温锻)等工艺。我国的粉末高温合金盘件采用直接热等静压成形和锻造成形2种工艺制备。FGH97粉末盘件的制备工艺流程与俄罗斯EP741NP合金完全相同,采用直接热等静压工艺成形。
4 粉末高温合金中的缺陷及消除
与传统的铸/锻工艺相比,粉末冶金工艺消除了宏观偏析,改善了合金的组织,提高了盘件性能。但是,由于其独特的工艺步骤也带来了一些不可避免的缺陷,粉末高温合金中的主要缺陷有原始颗粒边界(Prior Particle Boundary,PPB)、热诱导空洞(Thermal Induced Pole,TIP)和夹杂(Inclusion)。
4.1 原始颗粒边界(PPB)
PPB是粉末高温合金的主要缺陷之一。关于PPB的形成,有很多论述,普遍认为PPB的形成离不开粉末颗粒表面、碳、氧3个因素,即原始颗粒边界上碳和氧的共存和相互作用[21]。PPB是在粉末制备和随后的热等静压过程中形成的,制粉期间,粉末在冷却过程中会出现不同程度的元素偏析,同时还会生成一定数量的氧化物质点[22]。热等静压期间,快凝粉末颗粒中的亚稳相组织向稳态转变,粉末表面富集的元素会形成稳定的第二相颗粒,表面存在的氧化物质点一般会加速这一过程的进行,在粉末颗粒边界处迅速析出大量第二相颗粒,严重时可形成一层连续网膜,勾勒出了粉末的边界,最终使合金锭坯中保留有原始的粉末颗粒形貌,表现为所谓的原始颗粒边界(PPB),PPB的组成主要是γ'相、碳化物和氧化物。PPB阻碍了粉末颗粒间的扩散和冶金结合,并且一旦形成就很难在随后的热处理过程中消除。严重的PPB会显著降低合金的塑性和疲劳寿命,甚至造成制件在使用过程中发生断裂等恶性事故。国内外学者在PPB形成机理以及消除措施等方面做了大量的研究工作,有效减弱或消除PPB的方法总结如下[23-26]:① 调整合金化学成分,降低C和Ti含量,加入Hf,Nb,Ta等强碳化物形成元素。②采用粉末预热处理工艺,将松散粉末先在较低的M23C6型碳化物稳定温度范围内进行预热处理,在颗粒内部树枝间形成M23C6型碳化物,再升至较高的MC型碳化物稳定温度范围进行HIP压实,以减少HIP时在粉末颗粒表面析出稳定的MC型碳化物。③采用两步法HIP工艺,在加热过程中先在较低温度下保温,然后再升高到HIP温度压实。④在略低于固相线的高温下进行HIP处理(SS-HIP),然后再进行热变形获得所需晶粒组织。⑤采用热挤压工艺破碎PPB。⑥避免粉末与有机物接触,以免形成“反应缺陷”PPB。⑦在略低于固相线的高温下固溶处理(SS-ST)。
4.2 热诱导孔洞(TIP)
热诱导孔洞是由不溶于合金的残留氩气或氦气所引起的。在热处理过程中,残留气体膨胀,形成了不连续的孔洞。如果冷却后没有施加其它变形工艺,孔洞将滞留在合金中。合金中TIP来源:首先是雾化制粉过程中,惰性气体被包覆在粉末颗粒内部形成了空心粉;第二是粉末脱气不完全,粉末颗粒表面吸附有氩气或氦气;第三是包套有细微泄漏,在热等静压过程中,高压的氩气会压入包套内。热诱导孔洞易成为合金的裂纹源,导致合金拉伸强度和屈服强度下降,尤其是低周疲劳性能严重降低[27-31]。通过工艺控制,热诱导孔洞问题已经解决。
4.3 夹杂(Inclusion)
非金属夹杂(Non-Metallics)是影响盘件寿命的主要因素,按照目前的粉末高温合金制备工艺,完全去除夹杂是不可能的[18]。
夹杂物主要是陶瓷夹杂、熔渣、异金属和有机物,夹杂物来源于母合金、粉末制备和处理过程。在夹杂物方面国外学者做了大量的研究工作[32-39],总结如下:①夹杂物是低周疲劳(LCF)的裂纹源,明显降低合金的塑性和LCF寿命。②夹杂物在合金中是随机分布的,其处于合金的表面或亚表面的可能性依赖于夹杂物的尺寸,夹杂物尺寸越大,处于表面或亚表面的可能性越大,对合金的LCF寿命影响越大。③易形成淬火裂纹。④HIP后夹杂物基本不改变形貌或略微球形化。⑤有机物夹杂附近存在严重的PPB,锻造后有机物夹杂形状发生了改变,被压扁拉长,PPB得到破碎和分散。⑥锻造有助于分散聚集的陶瓷夹杂,但对不连续的细小陶瓷夹杂影响不大。对含有细小夹杂物的材料,锻造后能改善LCF寿命,而对含有尺寸较大夹杂物的材料,锻造可能会产生裂纹。
减少粉末中夹杂物的有效措施是:①研发高纯净粉末制备和处理技术,从源头降低夹杂的含量。②使用细粉,减小夹杂物的尺寸和数量。
5 粉末高温合金的应用
粉末高温合金具有优异力学性能,粉末高温合金制件具有长寿命和高可靠性等突出优点,是高性能航空发动机的关键材料。目前先进的航空发动机普遍使用了IN100,René95,LC Astroloy,MERL76,AP1,U720,EP741NP,René88DT,N18和 RR1000等粉末盘件、环形件和轴类件。粉末高温合金不仅在军用高性能发动机上获得了普遍应用,而且在民用发动机上也获得了大量的应用,粉末高温合金的应用见表8所示。
粉末高温合金不仅大量用于先进涡扇航空发动机的主动力装置,而且在飞机辅助动力装置(Auxiliary Power Unit,APU)、涡桨、涡轴发动上也获得了广泛应用。与采用单一高温合金铸造的整体涡轮相比,采用HIP工艺将粉末高温合金(盘件部位)和铸造合金(叶片部位)连接起来制备的双合金整体叶盘可实现盘件材料与叶片材料的最佳组合。双合金整体涡轮可显著降低盘件重量,提高涡轮使用温度,提升涡轮整体性能,延长涡轮使用寿命[40]。
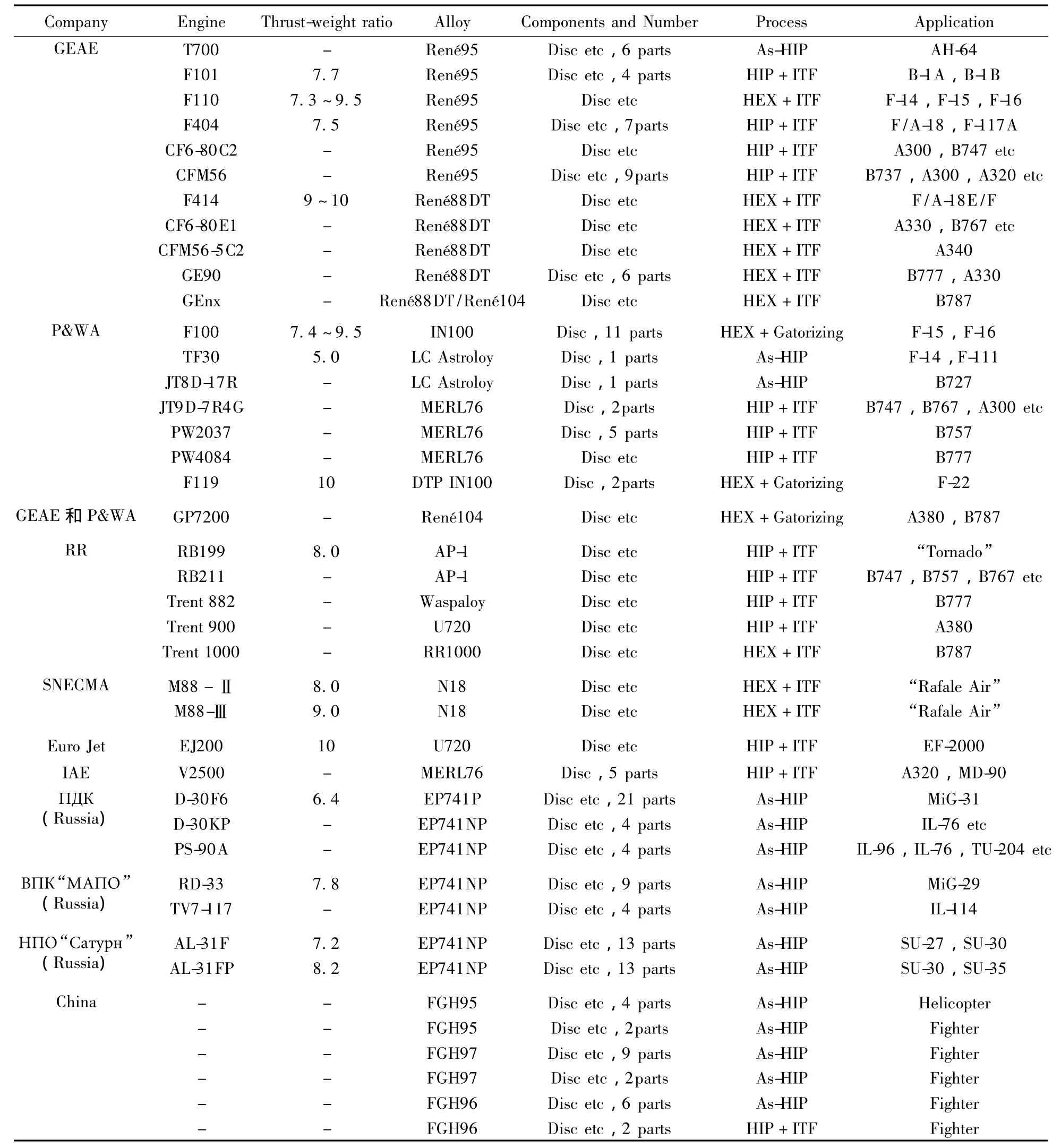
表8 粉末高温合金的应用Table 8 Application of PM superalloy in aeroengine
6 粉末高温合金的发展趋势
6.1 制粉工艺向超纯净、细粉方向发展
粉末高温合金中陶瓷夹杂缺陷数量、尺寸和位置是影响粉末盘使用安全性和可靠性的重要因素。为了提高盘件的可靠性,要求盘件中的夹杂数量尽可能少,尺寸尽可能小。
采用“双联”、“三联”冶炼工艺及冷壁坩埚熔炼使夹杂含量大大降低,母合金纯净度得到显著改善。美国目前用于挤压的 AA粉末粒度为 ~53 μm(不大于53 μm)或 ~45 μm(不大于 45 μm)。俄罗斯目前大量使用的PREP粉末粒度为50~140 μm,为了进一步降低粉末中的夹杂尺寸,俄罗斯也在考虑采用更细的粉末,并开展了相关的试验研究[10]。
6.2 双性能盘将得到推广和应用
高性能发动机用涡轮盘的盘心部位承受低温高应力,需要细晶组织以保证足够的强度和疲劳抗力,而边缘部位则承受高温低应力,需要粗晶以保证足够的蠕变和持久性能[41]。目前,采用同一种合金制备出轮缘和轮毂部位具有不同显微组织的双组织、双性能盘成为大家关注的热点,这种盘件避免了因异种金属之间的连接而可能造成的安全隐患,完全符合高性能发动机的工况要求,整个盘件安全系数高。
美国Pratt & Whitney公司对DTP IN100合金,采用双重热处理工艺制造出了双性能粉末盘,并于1997年装配到第四代战机F22的F119型发动机上。俄罗斯、英国、法国、日本、中国等国也相继对双性能粉末盘展开了研究,目前尚未见应用的报道。
目前,制造双性能粉末盘的工艺主要有美国P & W公司开发的 DPHT(Dual Properties Heat Treatment)和NASA开发的DMHT(Dual Microstructure Heat Treatment)[42-43]。
钢铁研究总院采用HIP制坯+细晶锻造+梯度热处理工艺路线,在国内率先研制出Φ450 mm的FGH96双性能盘件。显微组织和性能测试表明(如图2,表9和表10所示),盘件具有显著的双组织、双性能特征[44-45]。表9为双性能盘不同部位(轮缘(Rim)、辐板(Web)、轮毂(Bore)部位)取样的拉伸性能。表10是对过渡区域进行拉伸性能测试的结果,拉伸试样取样方向为直径方向,拉伸试样在长度方向上贯穿了过渡区域的晶粒组织。
表9与表10的性能数据表明:在温度一定的条件下,轮毂部位的拉伸强度(抗拉强度与屈服强度)值最高,辐板次之,轮缘最低,塑性(伸长率与断面收缩率)则差异不大。在相同的温度下,过渡区域在直径方向的拉伸强度界于轮毂和轮缘部位切向的拉伸强度之间,塑性参数中的延伸率均高于10%,这表明FGH96双性能盘件具有显著的双性能特征,而且过渡区域没有力学性能突变。
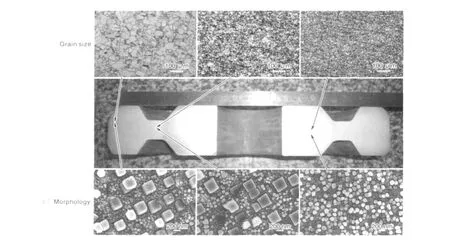
图2 FGH96双性能盘件不同部位的显微组织Fig.2 Microstructure in different region for FGH96 superalloy dual property disc
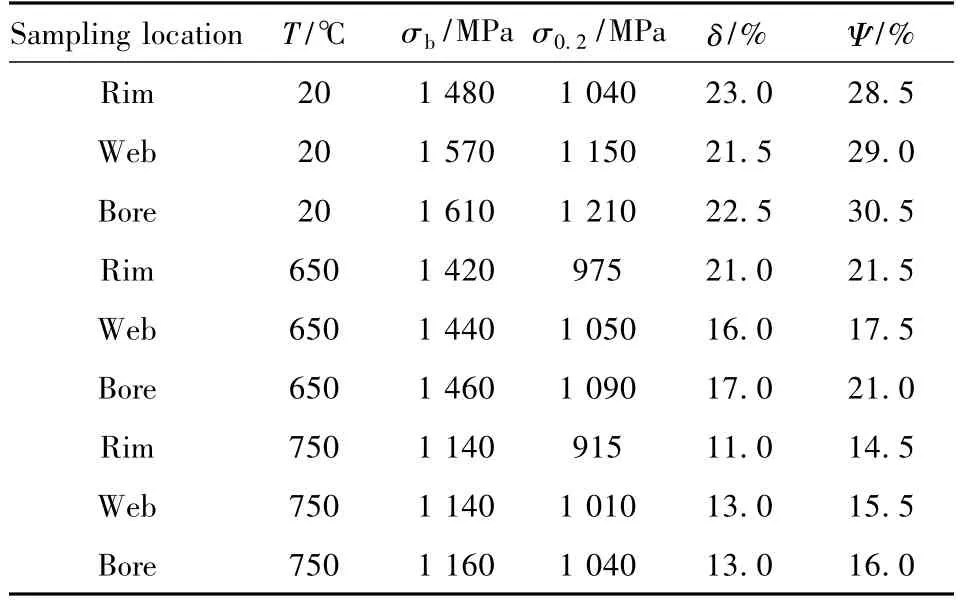
表9 不同温度下盘件不同部位的弦向拉伸性能比较Table 9 Tensile test result at different temperature of FGH96 dual property disc
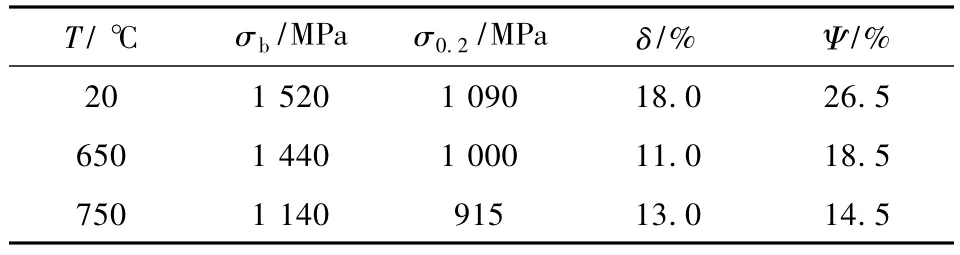
表10 不同温度下盘件辐板部位的径向拉伸性能比较Table 10 Tensile test result at different temperature of FGH96 dual property disc
6.3 高性价比As-HIP近净成形盘件制备工艺将获得更广泛的应用
高性价比的粉末高温合金制件始终是发动机生产商的追求。以GE公司René95的F101压气机盘为例[46],通常铸锻工艺(C/W)的投料比为19∶1,HIP+锻造为6.6∶1,而直接HIP成形为3.6∶1。显然,直接热等静压成形工艺的材料利用率最高,在保证盘件质量的前提下,该工艺具有显著的性价比优势。据美国Crucible材料公司的Brian McTiernan介绍,目前全世界范围内在役的美国航空发动机使用As-HIP粉末高温合金部件超过20 万件[47]。
As-HIP近净成形工艺在俄罗斯的粉末高温合金领域取得了巨大的成功,四十多年以来俄罗斯粉末盘件的生产一直采用该工艺。美国As-HIP工艺制备的粉末盘件也占据着重要的地位。由于该工艺在成本控制方面具有先天的优势,可以预见,As-HIP工艺是今后粉末盘的主要制备工艺流程之一。
6.4 计算机辅助技术和数值模拟将大量应用于粉末高温合金的研制和生产
传统的“炒菜式”的合金设计已经被计算机辅助设计手段所替代,借助相关的热力学相图软件(如Thermal-Calc),可显著加快合金的研制进度,如RR1000合金是国际上第一个完全采用相图计算进行合金设计的粉末冶金高温合金[48]。粉末涡轮盘制备过程中的工艺环节多,为了降低成本和加快研制进度,在包套设计、热等静压成形、挤压、锻造、热处理等关键工艺环节大量借用数值模拟已经成为一种趋势。
7 结语
(1)粉末涡轮盘不仅在高性能军用发动机上获得了普遍应用,而且在先进民用发动机领域也获得了大量应用。美欧等西方国家多采用AA粉末+HEX+ITF工艺制备粉末盘,粉末粒度不大于53 μm或不大于45 μm;俄罗斯采用PREP粉末+As-HIP工艺制造粉末盘,粉末粒度为50~140 μm。
(2)数值模拟与验证技术的应用提高了粉末盘的质量和研究进度。采用具有高强、高损伤容限的第三代粉末高温合金,制备出双组织/双性能粉末盘是未来盘件制造技术的主要发展方向。
(3)我国在粉末高温合金领域取得了很大的进步,部分粉末高温合金制件已获得应用,但是与美欧、俄罗斯等航空强国相比,差距仍然巨大。随着我国大飞机专项的实施以及发动机专项的即将实施,国内的粉末高温合金将迎来一个大发展的时代。结合国家需求和国内已有的工作基础,我国应该在以下2个方面重点攻关,力争取得突破。①粉末制备方面:进一步提高AA细粉(不大于53 μm 或不大于45 μm)收得率;采用 φ75 mm合金棒料制粉,提高50~100 μm的PREP粉末收得率,降低成本。②加大关键装备投入,建立可用于高温合金开坯的大型挤压机和等温锻造设备。在美国欧洲等国家,挤压开坯前的粉末锭坯重量超过3 t,开坯用的挤压机吨位为万吨级别(美国采用45 000 t的垂直挤压机),挤压后的坯料切段后在等温锻造机上超塑性成型。国内虽已建成了可用于黑色金属挤压的万吨级挤压机(主要用于大尺寸厚壁管材挤压),但是目前尚不具备粉末高温合金大尺寸棒材的挤压开坯能力。同样地,型腔带有惰性气体保护(或者真空)的大型等温锻造设备国内也不具备,关键装备的缺乏已经成为挤压+等温锻造工艺路线粉末涡轮盘研制和生产的瓶径。
References
[1]Tracey V A,Cutler C P.High-Temperature Alloys from Powders[J].Powder Metallurgy,1981,24(1):32 -40.
[2]Allen M M,Athey R L,Moore J B.Application of Powder Metallurgy to Superalloy Forgings[J].Metals Engineering Quarterly,1970,10(1):20-30.
[3]Allen M M,Athey R L,Moore J B.Nickel-Base Superalloy Powder Metallurgy State-of-the-Art[C]//Smith G D.Progress in Powder Metallurgy.Princeton:MPIF,1975:243-268.
[4]Anon.P/M Superalloys are of the Ground and Flying[J].The International Journal of Powder Metallurgy & Powder Technology,1979,15(1):6-7.
[5]Фаткуллин О Х.Вступительное Cлово[J].Технолоuя Лёкuх Сnлавов,1995(6):5 -7.
[6]Гарибов Г С.Современный Yровень Pазвития Πорошковой Mеталлургии жаропрочных Hикелевых cплавов [ J].Технолоuя Лёкuх Сnлавов,2000(6):58 - 69.
[7]Гарибов Г С.Металлургия Гранул—Путь повышения Качества ГТД и Эффективного Использования Металла[J].Газоmурбuнные Технолоuu,2004(5):22 - 27.
[8]Zhang Yiwen(张义文).俄罗斯粉末冶金高温合金[J].Journal of Iron and Steel Research(钢铁研究学报),1998,10(3):74-76.
[9]Zhang Yiwen(张义文),Shangguan Yongheng(上官永恒).粉末高温合金的研究与发展[J].Powder Metallurgy Industry(粉末冶金工业),2004,14(6):30-43.
[10]Гарибов Г С.Металлургия Гранул-Oснова Создания Перспективных Авиационных Двигателей[J].Технолоuя Лёкuх Сnлавов,2007(1):66 -78.
[11]Hu Benfu(胡本芙),Tian Gaofeng(田高蜂),Jia Chengchang(贾成厂),et al.涡轮盘用高性能粉末高温合金的优化设计探讨[J].Powder Metallurgy Technology(粉末冶金技术),2009,27(4):292-299.
[12]Krueger D D,Kissinger R D,Menzies R G.Development and Intordution of a Damage Tolerant High Temperatuer Nickel-Base Disc Alloy,Rene88DT[C]//Antolovich S D,Stusrud R W,Mackay R A,et al.Superalloys 1992,Pennsylvania:TMS,1992:277-286.
[13]Jia Jian(贾 建),TaoYu(陶 宇),Zhang Yiwen(张义文),et al.第三代粉末高温合金René104的研究进展[J].Powder Metallurgy Industry(粉末冶金工业),2009,17(3):36-43.
[14]Sun Guanghua(孙广华).美国为涡轮盘研制出新一代粉末高温合金[J].Aero Engine(航空发动机),2006,32(4):48.
[15]Zhang Yiwen(张义文),Chi Yue(迟 悦).俄罗斯粉末冶金高温合金研制新进展[J].Powder Metallurgy Industry(粉末冶金工业),2012,22(5):37-45.
[16]Shi Changxu(师昌绪),Lu Da(陆 达),Rong Ke(荣 科).Forty Years Development of Superalloy in China(中国高温合金四十年)[M].Beijing:Chinese Science and Technology Press,1996:65-72.
[17]Shi Changxu(师昌绪),Zhong Zengyong(仲增墉).Fifty Years Development of Superalloy in China(中国高温合金五十年)[M].Beijing:Metallurgical Industry Press,2006:110-125.
[18]Willam B E.P/M Superalloys:a Current Perspective[J].The International Journal of Powder Metallurgy,1997,33(8):62-66.
[19]ОГТ.СТП 809 - 116 - 88 Гранулы Жароnрочных Нuкелевых Сnлавов[S].Москва:ВИЛС,1988.
[20]Gessinger G H,Bomford M J.Powder Metallurgy of Superalloys[J].International Metallurgical Reviews,1974,19(2):51-76.
[21](Li Huiying)李慧英,(Hu Benfu)胡本芙,(Zhang Shouhua)章守华.原粉末颗粒边界碳化物的研究[J].Acta Metall Sinica(金属学报),1987,23(2):B90-B93.
[22]Dahlén M,Ingesten N G,Fischmeister H.Parameters Influencing Particle Boundary Precipitation in Superalloy Powders[C]//Hausner H H,Antes H W,Smith G D.Modern Developments in Powder Metallurgy.Princeton:MPIF-APMI,1980:3 -14.
[23]Pierron X,Banik A,Maurer G E.Sub-Solidus HIP Process for P/M Superalloy Conventional Billet Conversion[C]//Pollock T M,Kissinger R D,Bowman,et al.Superalloys 2000.Pennsylvania:TMS,2000,59-68.
[24]Ingesten N G,Warren R,Winberg L.The Nature and Origin of Previous ParticleBoundaryPrecipitates in P/M Superalloys[C]//Brunetand R,Coutsouradis D,Gibbons T B,et al.High Temperature Alloy for Gas Turbine.Holland:D.Reidel Publishing Company,1982,1 013-1 029.
[25]Marquez C,Esperance G,Koul A K.Prior Particle Boundary Precipitation in Ni-Base Superalloys[J].International Journal of Powder Metallurgy,1989,25(4):301 -308.
[26]Белов А Ф, Аношкин Н Ф, Фаткуллин О Н и др.Особенности Легирования Жаропрочных Сплавов,Получаемых Методом Металлургии Гранул[M]// Банных О А.Жароnрочные u Жаросmоǔскuе Сmалu u Сnлавы на Нuкелевоǔ Основе.Москва:Наука,1984,31 - 34.
[27]Shahid B,Plippe T,Stephen D A.Low Cycle Fatigue of As-HIP and HIP+Forged René95[J].Metallurgical Transaction A,1979,10(10):1 481-1 490.
[28]Miner R V,Dreshfield R L.Effects of Fine Porosity on the Fatigue Behavier of a Powder Metallurgy Superalloy[J].Metallurgical Transations A,1981,12(2):261-267.
[29]Dreshfield R L,Miner R V.Effects of Thermal Induced Porosity on an As-HIP Powder Metallurgy Superalloy[J].Powder Metallurgy International,1980,12(2):83 -87.
[30]Аношкин Н Ф,Фаткуллин О Х,Буславский ЛС и др.Разработка процессов Получения Изделий из Гранулируемых Жаропрочных Сплавов на Основе Hикеля Горячим Изостатическим Прессованием[M]// Белов А Ф.Меmаллове∂енuе u Обрабоmка Тumановых u Жароnрочных Сnлавов.Москва:ВИЛС,1991,313 -323.
[31]Терновой Ю Ф, Ципунов А Г.Образование Пор в Распыленном Порошке[J].Порошковая Меmаллурuя,1985,(8):10-15.
[32]Bridges P J,Eggar J W.Non-Metallic Inclusions in Nickel Based Superalloy NIMONIC Alloy AP-1 Produced by the Powder Route;A Review of Their Effect on Properties,and the Production Methods Used to Minimize the Amount Present[C]//PM Aerospace Materials.Berne:MPR Publishing Services Ltd.1984,Vol.1,22-1-22-24.
[33]Jablonski D A.The Effect of Ceramic Inclusions on the Low Cycle Fatigue Life of Low Carbon Astroloy Subjected to Hot Isostatic Pressing[J].Materials Science and Engineering,1981,48(2):189-198.
[34]Chang R D,Krueger D D,Sprague R A.Superalloy Powder Processing,Properties and Turbine Disc Applications[C]//Gell M,Kortovic C S,Bricknell R H,et al.Superalloys 1984.Pennsylvania:The Metallurgical Society of AIME,1984,245-273.
[35]Konig G W.Effect of Organic Defects on the Fatigue Behaviour of PM Nickel Base Alloy[C]//PM Aerospace Materials.Berne:MPR Publishing Services Ltd.1984,Vol.1,23-1-23-19.
[36]Shamblen C E,Chang R D.Effect of Inclusions on LCF Life of HIP Plus Heat Treated Powder Metal René95[J].Metallurgical Transaction B,1985,16(12):775-784.
[37]Track W,Betz W.Effects of Defects on Fatigue Properties of P/M Disc Alloys[C]//Hausner H H,Antes H W,Smith G D.Modern Developments in Powder Metallurgy.Washington:MPIF-APMI.1982,Vol.14,15 -25.
[38]Law C C,Blackburn M J.Effects of Ceramic Inclusion on Fatigue Properties of a Powder Metallurgical Nickel-Base Superalloy[C]//Hausner H H,Antes H W,Smith G D.Modern Developments in Powder Metallurgy.Washington:MPIF-APMI.1982,Vol.14,93 -114.
[39]Hur E S,Roth P G.The Influence of Inclusions on Low Fatigue Life in a P/M Nickel-Base Disc Superalloy[C]//Kissinger R D,Deye D J,Anton D L,et al.Superalloys 1996.Pennsylvania:TMS,1996,359-368.
[40]Moll J H,Schwertz H H,Chandhok V K.PM Dual Property Wheels for Small Engines[J].Metal Powder Report,1983,38(10):547-552.
[41]Mourer D P,Raymond E,Ganesh S,et al.Dual Alloy Disc Development[C]//Kissing R D,Deby D J,Anton D L,et al.Superalloys 1996.Pennsylvania:TMS,1996,637-643.
[42]Mathey G F.Method of Making Superalloy Turbine Discs Having Graded Coarse and Fine Grains:US,5312497[P].1994 -05-17.
[43]Gayda J,Furrer D.Dual-Microstucture Heat Treatment[J].Advanced Materials & Processes,2003,161(7):36-40.
[44]Liu Jiantao(刘建涛).Study on Hot Working Process of Powder Metallurgy FGH96 Superalloy for Dual Microstructure Turbine Disc(FGH96合金双性能粉末涡轮盘制备热加工工艺研究[R].Beijing:University of Science & Technology Beijing,2008.
[45]Liu Jiantao(刘建涛),TaoYu(陶 宇),Zhang Yiwen(张义文),et al.FGH96合金双性能盘的组织与力学性能研究[J].Transactions of Materials and Heat Treatment(材料热处理学报),2010,31(5):71-75.
[46]Bartos J L,Mathur P S.Development of Hot Isostatically Pressed(As-HIP)Powder Metallurgy René95 Turbine Hardwares[C]//Kear B H,Muzyka D R,Tien J K,Wlodek S T.Superalloys:Metallurgy and Manufacture.Louisiana:Claitor's Publishing Division,1976:495-508.
[47]Tiernan B M.Application for Large Scale Prealloyed HIP PM Materials[C]//Mashl S J.Proceeding of the 2008 International Conference on Hot Isostatic Pressing.California:IHC,2008:3-12.
[48]Small C J,Saunders N.the Application of CALPHAD Techniques in the Development of a New Gas-Turbine Disc Alloy[J].Mrs Bulletin,1999,24(4):22-26.
猜你喜欢
今日自动化(2022年1期)2022-03-07 09:34:14
山东陶瓷(2021年5期)2022-01-17 02:35:46
陶瓷学报(2021年1期)2021-04-13 01:33:08
汽车维修与保养(2019年7期)2020-01-06 03:30:34
现代面粉工业(2018年6期)2018-02-14 20:47:58
中成药(2018年1期)2018-02-02 07:20:14
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:19
汽车维护与修理(2015年6期)2015-02-28 12:17:26
河南科技(2014年22期)2014-02-27 14:18:12