磨料水射流技术在常温钢管除鳞中的应用
2013-10-23 09:12:36王建立白文利陈建伟
天津冶金 2013年1期
王建立,白文利,陈建伟
(天津钢管制造有限公司,天津300301)
1 引言
钢管表面的氧化层,主要是加热炉加热产生的炉生氧化铁皮(鳞皮),由表及里的结构为Fe2O3、Fe3O4、FeO,氧化层致密。其中Fe3O4抗破坏强度最高,可达40 MPa。
随着工业技术的发展,产生了很多除鳞工艺方法,常用的除鳞技术有化学除鳞、机加除鳞、喷丸除鳞、喷砂除鳞、抛丸除鳞、高压水射流除鳞、磨料水射流除鳞等。通过对这几种除鳞方法的分析比较,我们认为针对去除难度大的重氧化层采用技术先进、环保的磨料水射流技术,效果更为理想。
2 除鳞工艺对比
磨料水射流除鳞同传统除鳞工艺相比,有以下优点:
(1)水射流速度可达 171~280 m/s,冲蚀能力强,可应用于酸洗难以去除的钢管表面除鳞,且除鳞系统参数可根据钢管氧化层厚度变化进行改变。
(2)除净率高,除鳞表面质量好。
(3)除鳞过程中无粉尘飞扬,不污染厂房及其他产品及设备,封闭式的除鳞箱使工作时噪音较小,不会危害工人健康。
(4)砂浆重复利用率高,砂料消耗较低。
下面以氧化铁皮清除比较困难的钢管品种高压锅炉管(规格Φ133~Φ365 mm)为例,介绍该技术的主要特点:
3 主要技术指标及技术参数
3.1 产品大纲
原料状态:轧态或热处理后的常温钢管。设计产能:7万t/年。
产品规格:Φ133~Φ365 mm。
3.2 钢管内、外表面除鳞的质量要求
除鳞面积除净率(面积比)大于99%,除鳞后管内、外表面均匀,无明显色差、条纹,除钢管表面应显示均匀的金属光泽,达到GB—8923 B Sa3级别的要求,并保持喷砂前原管形。
实现上述指标,采用磨料水射流除鳞,技术参数如下:
高压泵参数:额定压力60 MPa、额定流量16 m3/h、电机功率355 kW。
喷嘴工作压力为:30~60 MPa(连续可调,调节方式为变频调节)。
砂料材质:石榴石,规格20~40目(平均直径0.425~0.850 mm)。
4 钢管除鳞工艺流程
钢管除鳞传输工艺流程见图1。

图1 钢管除鳞传输工艺流程
钢管的运动方式为螺旋运动,根据钢管的规格调整输送辊道的偏转角度,实现钢管轴向速度V轴与圆周速度V切的调整。钢管前进和后退过程中均可除鳞,即钢管通过输送辊道进入除鳞箱除鳞,当喷头达到钢管尾端时,辊道反向运转,钢管反向除鳞;除鳞后的钢管旋转进入清洗箱,用清水将钢管内、外表面的残砂进行清洗。当喷头达到钢管尾端时,辊道反向运转,钢管反向清洗并风干。
保证钢管内、外表面鳞皮被完全除掉的基本条件:一是钢管旋转一周轴向运动位移不大于除鳞喷嘴有效喷水宽度;二是高压磨料水对鳞皮具有足够的打击力和磨削力(与钢管旋转运动的圆周速度V切、喷嘴选型及布置有关)。
除鳞时间取决于钢管轴向速度V轴,轴向速度V轴与钢管旋转运动的圆周速度V切及除鳞喷嘴有效喷水宽度有关。
综合各种因素,圆周速度V切在0.1~0.3 m/s可以满足除鳞表面质量要求。
下面以Φ219×15×13000钢管为例,计算其除鳞节拍:
除鳞喷嘴有效喷水宽度500 mm,钢管旋转一周时,取轴向运动位移400 mm,可实现大于100%的覆盖。
取钢管圆周速度=0.2 m/s;
钢管旋转圆一周:T周=πD/=3.14×0.219/0.2=3.438 s;
钢管轴向速度V轴=0.4/3.438=0.1163 m/s;
钢管单向除鳞时间:T单=13/0.1163=111.8 s,取120 s;
取钢管往复回转切换时间10 s,钢管间隔时间30 s;
每根钢管往复除鳞总时间:120+10+120+30=280 s;
除鳞节拍:3600/280=12.8根/h,取12根/h。
5 除鳞原理及系统参数
5.1 除鳞原理
磨料高压水除鳞是利用砂水射流的高能量密度集中在一个很小的区域,产生射流冲击强度大于氧化层抗破坏强度,将鳞皮破碎,再利用砂浆的“水楔”作用使鳞皮剥落,使钢管表面呈现出金属本色。
系统采用的是后混合式磨料射流,磨料与水的混合是在高压水喷出后进行的。高压水通过水喷嘴形成高速水流,并在混合腔内产生一定的真空度,同时渣浆泵将砂浆加压进入混合腔,与水射流发生紊动扩散和掺混,再通过磨料喷嘴喷出,形成磨料射流。
后混合式磨料射流比较前混合式磨料射流对高压水喷嘴磨损较轻,可实现连续生产。
生产线来水和本系统循环水进入水箱后,经过前置加压泵加压,再经自清洗过滤器过滤后送入高压加压泵,经高压泵加压后的高压水直接送入除鳞箱;新砂通过加砂装置进入搅拌箱(同时本系统循环可再利用砂也送入搅拌箱),再经卧式渣浆泵加压后送入除鳞箱;砂与高压水在除鳞箱经过砂水混合器混合后对钢管进行除鳞;除鳞后的钢管旋转进入清洗箱,用清水将钢管内、外表面的残砂进行清洗。
在系统不除鳞时,电机处于低频率运行,此时除鳞泵的功耗只有额定功率的10%~20%。高压除鳞泵处于低频率下运行,既节约了电能,又减小了泵的机械磨损,提高了泵的使用寿命。系统长时间停机时,搅拌箱与卧式渣浆泵之间的阀门关闭,引入清水对整个砂路系统进行冲洗。
5.2 系统组成及功能
高压供水设备:为除鳞箱提供动力。高压水射流系统是除鳞生产线的核心部分,高压泵是系统的主体设备,喷头是系统的关键部分。
钢管内、外壁除鳞箱:完成清除钢管内、外表面氧化铁皮工艺。
钢管内、外壁清洗设备:当钢管结束除鳞时清除内、外表面上残留的水和砂,使用后的水流入砂水循环系统。
低压供水设备:将源水水质净化,提供给高压泵工作用水及清洗泵用水。
磨料供给设备:高压水射流喷砂是通过喷嘴头把磨料和高压水混合起来,连续不断地喷向钢管表面,达到除鳞目的。被消耗的磨料需要不断地补充,同时,除鳞后产生的废砂水经旋流分级后,大颗粒回收继续做功,而破碎的细小颗粒与水混成泥浆,流入下道工序进行处理。经过筛选后的磨料加入自动加砂设备,系统根据砂水浓度,自动将磨料加入搅拌装置。搅拌装置将砂水搅拌均匀后,由渣浆泵输入喷嘴,与高压水充分混合后,喷射到钢管表面实现除鳞。
砂水回收设备:除鳞后的砂与水一起经冲渣沟排入砂水回收桶,经渣浆泵加压后送入搅拌箱,再经多级循环分离后,可再利用的粗砂回到搅拌桶循环利用,不能用的细砂及大部分水送到平流池,经多级沉淀后再经净水器处理、过滤器过滤后循环利用。
水处理系统:将系统循环水进行处理,沉淀水中的固体颗粒后,为低压水系统提供清洁水源。
5.3 系统参数
在确定系统参数前,首先要对水射流压力进行选定。该压力需要根据不同的钢管氧化层厚度来选取,目前常用类比法或实验法确定。就所有的情况来说,40~50 MPa的水压、粒度为20~40目的石榴石,能够有效地清除碳钢、合金钢表面的鳞皮,并使其表面呈现出银白色的光泽。
本除鳞系统3台柱塞泵同时工作,安装有20个喷射角固定的喷嘴、10个外壁喷嘴、10个内壁喷嘴,每个喷嘴流量2 m3/h,流量可调。
5.3.1 高压泵参数的确定:
高压泵是磨料水射流除鳞系统中最关键的设备,很大程度上决定着除鳞系统的运行状况和除鳞效果,目前常用的有三柱塞泵和五柱塞泵。
柱塞泵的额定压力比除鳞工作压力要大一些:

式中:P为柱塞泵的额定压力,MPa;Pc为水射流压力,MPa;ΔP为高压水的沿程压力损失,一般ΔP=(5%~15%)P,MPa。
取 Pc=50 MPa,ΔP=10%×P MPa,则泵的额定压力计算值为55.6 MPa;可取泵的额定压力60 MPa。
泵铭牌上的压力是静压力,由压力表可以直接读出,而水射流的压力实际是动压力,不可测量,其静压力完全转化为水射流的动压力或者速度能。
柱塞泵流量的选择:考虑到系统的泄漏和泵磨损后容积效率的下降,一般取泵的流量为喷嘴流量的1.1倍:
喷嘴流量:Qo=20×2 m3/h=40 m3/h;
每个泵流量:Q=1.1×40 m3/h=14.7 m3/h;
可取泵的额定流量为:16 m3/h。
5.3.2 水射流参数
明确了水射流的压力和流量,就可以根据以下公式确定系统的其他参数。
5.3.2.1 水射流功率

式中:P为水泵额定压力,kg/cm2;Q为水泵额定流量,L/min;μ 为经验系数,一般取 0.85~0.95。
5.3.2.2 水射流速度及其产生的力水射流速度:

磨料水射流以Vw的平均速度喷向钢管表面,打击力和磨削力为:

式中:Vw为水射流速度;g为重力加速度,m/s2;rw为水的比重,kg/m2;Pc为水射流压力,kg/m2;r为砂、 水混合后的比重,kg/m3;θ为喷射角。
可以看出,改变砂、水混合的浓度和泵的工作压力,均可使打击力和磨削力发生变化,影响除鳞效果。
5.3.2.3 喷嘴直径及水射流流量
水射流流量与水射流速度、喷嘴直径的关系为:
式中:Q为水射流流量;d为喷嘴直径;Vw为水射流速度。
喷嘴直径与所用磨料粒径之比不宜过小,以保证不发生堵塞现象,其比值一般在3以上。
5.3.2.4 喷嘴射距
喷嘴与除鳞面距离越小,射流的冲击力就越大,除鳞效果就越好。但距离太小,会影响喷砂的结构设计和效果。实践证明,喷射距离在100~150 mm之间较为适宜。
6 除鳞实验效果
除鳞实验选取除鳞难度比较大的热处理后的P91高压锅炉管和12Cr1MoVG高压锅炉管,实验压力(泵压力)46 MPa,效果如下。
6.1 P91高压锅炉管热处理后内表面除磷试验
除磷前后钢管内表面状态分别如图2、图3所示。
6.2 12Cr1MoVG高压锅炉管热处理后内表面除磷试验
除磷前后的钢管内表面状态分别如图4、图5所示。

图2 P 91钢管除鳞前的内表面状态

图3 P 91钢管除鳞后的内表面状态

图4 12 Cr1MoVG钢管除鳞前的内表面状态

图5 12 Cr1MoVG钢管除鳞后的内表面状态
6.3 12Cr1MoV G外表面除鳞试验
除鳞前后的钢管内表面状态分别如图6、图7所示。
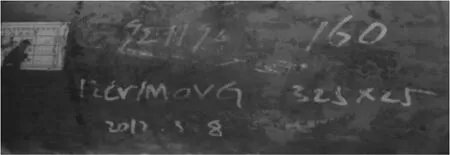
图6 12 Cr1MoVG钢管除鳞前的外表面状态

图7 12 Cr1MoVG钢管除鳞后的外表面状态
7 操作、维护磨料水射流除鳞系统的注意事项
该系统主要安全技术问题是防止高压水射流及其飞溅水珠的冲击。
在该区域的周围设置隔离屏,以防止系统工作过程中人员遭受喷出的水射流及飞散的水珠冲击。
检查或更换喷嘴、检修时,必须把系统压力释放到零,否则不可以进行操作。
高压系统发生泄漏(即使是轻微泄漏),必须立即停机。
8 结论
磨料水射流除鳞是一种物理的、先进的、无污染、高效的除鳞技术。湿法作业,劳动条件相对较好,完全可以取代酸洗除鳞。
该技术操作简便,全部作业可实现自动化。
磨料水射流除磷技术所喷出的水,不但能够回收,而且还能够重复利用,可以大大节省水资源。
除磷效果彻底,效果明显,没有任何残留化合物。除鳞表面完全能够达到GB—8923 B Sa3级别的要求。
喷射前后钢管性能不受任何影响,保持原来的平直度性能。
改变射流工艺系数,可调整表面的粗糙程度,能够满足不同表面的技术要求。
[1]杨波,高晓冬.高压水除磷装置在现代轧钢生产中的应用[J].包钢科技,2002,28( 2):32-35.
[2]陈玉凡.高压水射流打击效率理论分析[J].清洗世界,2006,22( 10):33-35.
[3]刘寿华.磨料水射流除鳞技术的应用 [J].矿业研究与开发,1994,14( 3) :58.
猜你喜欢
建材发展导向(2021年22期)2022-01-18 06:12:28
建材发展导向(2021年10期)2021-07-16 07:13:40
制造技术与机床(2019年4期)2019-04-04 12:21:18
建筑科技(2018年6期)2018-08-30 03:41:04
电子制作(2018年10期)2018-08-04 03:24:26
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年5期)2015-07-18 11:03:40
筑路机械与施工机械化(2014年7期)2014-03-01 03:00:49
筑路机械与施工机械化(2014年3期)2014-03-01 02:58:31