
基于TSP 的PLC 数控转塔打字最优控制设计
2013-10-22 09:01:52朱鹏飞闫银发丁筱玲
山东农业大学学报(自然科学版) 2013年2期
朱鹏飞,闫银发,丁筱玲
(山东农业大学机械与电子工程学院,山东省园艺机械与装备重点实验室,山东 泰安 271018)
1 数控转塔打字机结构原理
该数控转塔打字机的一个显著结构特征是配置有带刀具库的自动换刀系统,为满足复杂标识的加工需要,刀具库要存放较多刀具,且布置在刀塔的周围,它本身就相当于机械手,可以通过拔插刀并采用顺序换刀,使机床切屑到切屑换刀时间较短。本质上讲,数控转塔打字机的加工性能主要体现在加工效率和加工精度两个方面,既要使打字机有很高的加工效率,又要保证打字效果和精度,是一件不容易做到的事情。因此,要提高数控转塔打字机的性能,不仅需要高性能的数控转塔床体做硬件基础,同时还要求控制系统能与机床、工件之间做到完美匹配,保障处理好定位精度与定位速度之间的矛盾[4,5]。数控机床的运动控制一般分为点位控制、直线切削控制和连续切削控制等几大类,而数控转塔打字机属于典型的点位控制系统,其特点是,机床移动部件能实现由一个位置到另一个位置的精确移动[6],即准确控制移动部件的终点位置,但并不考虑其运动轨迹,在移动过程中刀具不切削工件,整个系统工作过程分为:输入、译码、数据处理、插补、伺服控制、管理程序等几步,工作原理如图1 所示。

图1 数控转塔打字机工作原理图Fig.1 CNC turret typewriter working principle diagram
2 关于转塔打字路径优化
针对转塔打字路径优化目标,即尽量减少换刀次数和优化刀具移动轨迹,以使总加工时间最短,该研究提出建立基于旅行商问题(TSP)的非确定型多项式数学模型,应用遗传算法求解刀具路径优化问题,对转塔打字系统换刀路径进行总体优化,并根据优化目标将其简化为点与点之间的优化,同时对实现遗传算法所需要的适应度函数、选择算子、交叉算子、变异算子等遗传操作进行了研究。
2.1 打字过程中的TSP 问题
组合优化系统采用优先考虑换刀次数最少,即一次换刀就要不重复、不遗漏地加工完所有相同字符,再通过转塔就近转位换刀加工其他字符,所以存在如何安排字符的加工路线使刀具的空行程最少,这一问题可归结为带附加约束(即换刀次数最少)的旅行商问题(traveling salesman problem,TSP)。TSP 问题可描述为:一名商人欲到n个城市推销商品,如何选择一条路径使得商人经过每个城市一次且仅一次后回到出发点,并且所走的路径最短。TSP 问题的数学模型可表示为:

式(1)表示总行程最短;式(2)、(3)要求某人从i 城市出入城市j 只有一次;式(4)约束某人在任何一个城市子集中不形成圈;式(5)中Xij=1 表示某人选择从城市i 到城市j 的路线,Xij=0 表示某人不选择这条路线。设D=[dij]是城市距离的邻接矩阵,表示城市i、j 之间距离的元素dij有以下特征:①非负性:dij≥0;1≤i,j≤n;②对称性:dij=dji;③对角线元素为0:dij=0;④任意三个元素满足三角不等式:dij+djk≥dik,1≤i,j,k≤n[7,8]。
2.2 TSP 问题的求解方法
TSP 问题是一个世界性的难题,人们提出了许许多多近似的解法试图找到一个次优的近似解。这些算法虽然求出的是近似最优解,却大大降低了计算量,当前主要的刀具路径优化方法有长度优化法、刀具优化法、混合优化法、X 或Y 单向优化法、邻近优化法、亲近点优化法、蚁群算法等几种,这些算法中大多对冲压特征较少的情况比较适用,当特征较多时容易陷入局部最优解[9]。
遗传算法作为一种新型的解决TSP 的优化方法,具有全局搜索能力和广泛的适用性等优点,解决的问题无论是否凸性的,理论上都能获得最优解,避免落入局部极小点。因此,本文采用改进的遗传算法寻找最优换刀路径。图2 所示为遗传算法一个迭代过程的工作流程图。
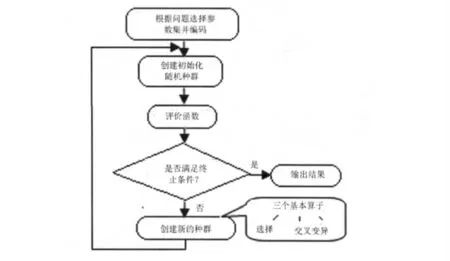
图2 遗传算法的工作流程Fig.2 the work flow chart of GA
3 转塔打字机控制系统
该数控转塔打字机运动控制的实质即:将上位控制系统做出的决策命令变成某种期望的机械运动,以得到确定的位置、速度、加速度或特定的运动形式。该运动控制系统由上位控制器、PLC 驱动器、执行电机、机械传动机构和位置、速度检测元件等组成。数控转塔作为打字系统的动作执行部件,基本结构包括:驱动装置、分度装置、预定位装置、发讯装置、精定位装置、松开刹紧装置及刀盘等部分。
3.1 PLC 对伺服电机的控制

表1 输入输出信号地址分配表Table.1 Signal address table of inport and export
打字机伺服系统的核心技术在于伺服电机的位置控制,PLC 通过控制输入到伺服电机线圈组中的脉冲频率,实现对电机的角位移控制和速度控制,从而实现数控刀塔的转向、转速及步数控制等。刀塔的最大转角为180o,由PLC 系统根据所换刀具的位置自行判定转向,使换刀行程最短,以实现换刀路径最优。这里所选用的三菱FX2N 系列PLC 具有较完备的软硬件功能,由于它独立于IPC 机,能够顺利完成规定的控制任务,且具有安装方便、功能易于扩展和变更等优点[10]。表1 所示为PLC 实施换刀控制时,其输入输出信号地址分配表。
在上述过程中,需要PLC 完成的自动控制主要包括接收新刀号、计算目标地址、确定刀塔旋转方向及旋转角度等。在伺服电机上装有绝对编码器,伺服电机动作时,编码器会产生一个脉冲信号至PLC,PLC通过计算这些信号的个数来确定是否到达目的位置。数控转塔程序运行中遇到刀具机能指令(T××)时,PLC 在刀号数据表库中进行数据检索,检索到T代码给定的刀具号,将该刀具号在刀号数据表中数据的前一部分存放在一个缓冲存储单元中,这个数据“n”为新刀具所在的刀座号,也就是刀塔运动的目标位置。为了确定刀塔旋转的最优路径,PLC 将“n-i”的绝对值与刀塔容量(12 工位)的一半(也就是6)进行比较,“i”为换刀位置,即当前刀具所在的刀座号。伺服电动机转动方向如下判定:
n-i≤6 时,刀塔正转(CW);
n-i>6 时,刀塔反转(CCW)。
n-i<0 时,用补码运算,即:
n-i+12 与6 进行比较,若:
n-i+12≤6 时,刀塔正转(CW);
n-i+12>6 时,刀塔反转(CCW)。
刀塔旋转后,测得刀塔的实际位置与目标位置一致时,即寻找的新刀具位于换刀位置,刀塔停转并定位,等待换刀[11]。
3.2 数控转塔打字机自动加工控制流程
每一个字符点位加工的运动控制都要经过如下三个步骤:(1)当前冲模是否在字符点的位置,如果不是,则直线运动到需要加工的位置;(2)判断当前运动是否结束,同时判断当前冲模加工是否是加工所需的字模,如果不是,转塔自动转到需要使用的字模,然后落下冲头;(3)抬起冲头,检测冲头位置,如果冲头没有抬起,不能运动送料机构,否则会造成板材撕裂,机床受损。在这个运动过程中,相同字符的打印存在刀具移位问题,为了减少加工时间,就要优化走刀路径,这就是之前介绍的关于打字路径的优化问题。该数控转塔打字的控制过程如图3。

图3 数控转塔打字机自动加工控制Fig.3 Automatic control based on the CNC turrent typing machine
3.3 数控转塔打字系统通讯模式
该数控转塔打字机控制系统接口信号主要分为机床与PLC、伺服与PLC、PLC 与IPC 机等几大类,通讯模式采用上、下位机控制,上位机即IPC 机,下位机为PLC 芯片开发的运动控制卡,二者都可以在上电的情况下独立工作,通过IPC 机串口通信。IPC 机主要完成数据存储、分析加工、路径优化、状态显示和打印输出等功能,实现对系统的实时监控;PLC 是IPC 机与外部协调工作的一个重要接口,它通过接收上位机传来的优化后的指令序列,监控机床执行机构的状态,并根据这些输入信息运行事先编制好的机床工作逻辑程序,将结果通过输出口直接驱动交流伺服电机控制系统执行相应动作,同时将信息返
回上位机进行实时显示。IPC 机与PLC 之间的实时通信采用帧格式与中断调用相结合的方式实现。通信时,IPC 机与PLC 间使用命令(command)和响应(response)进行数据的发送和接收[12]。根据PLC 数据通信的特点,在系统时钟中断调用时,IPC 机通过串口通讯向PLC 发出读或写控制区的指令;在串口中断调用时,IPC 机接收从PLC 响应的控制区数据。这种控制系统发挥了IPC 机与PLC 各自的特点,能很好地完成控制机床加工和监视机床运行状态的任务。
4 结语
PLC 是专为在工业环境下应用而设计的一种小型控制设备,它接收来自现场装置的状态信号,并通过CPU 求解用户编制的逻辑程序,将控制信号输出,直接驱动电机工作。在该文所述数控转塔打字机控制系统中,PLC 根据IPC、交流伺服系统及机床执行机构控制的需要,对系统提供的相关接口信号进行选择和处理,并协调这几者之间的分工和实时信息交流问题,达到了良好的逻辑控制效果;而打字路径优化设计部分,则通过基于TSP 的遗传算法对控制软件进行相应研究和改进,合理安排工序和换刀、走刀路径,有效地解决了设备多点位加工时刀具移动空行程过长问题,大大缩短了加工时间和空间,降低了空回误差的影响,从而全面提高数控转塔打字系统的加工效率和加工精度。课题组历经两年的潜心研究和设计,目前项目已基本完成,样机经合作厂家山东省泰安市山鹰数控机械有限公司现场运行试验,测试效果良好。如今,国际数控转塔技术及可编程控制技术正日益发展,这给我国钢构打字行业带来新的动力和机遇,以该项目成果为基础,今后还可以再进行更深入的研究和探讨,争取尽早实现由IPC 机完成加工工序的提取和刀具轨迹的自动生成以及不同数据格式的自动识别。根据市场调研与分析,该项目开发潜力大,应用前景广阔。
[1]张万奎,徐祖华.机床电气控制技术[M.第1 版.北京:北京大学出版社,2006
[2]吴 晟.转塔式数控冲床刀具管理系统的研究[J].制造业自动化,2007(4):83-84
[3]吕明明,王平江.高速转塔冲床专用数控系统的研究及开发[J].组合机床与自动化加工技术.2011,5:51-54
[4]吉 涛,刘 乘.多工位转塔刀架的数控实现[J].机床与液压,2006,9:89-90,116
[5]Erkan üLker,Mehmet Emin Turanalp,H.Sel uk Halkaci.An Artificial Immune System Approach To CNC Tool Path Generation[J].J Intell Manuf.2009(20):67-77
[6]T Moriwaki,S Tangjitsitcharoen,T Shibasaka.Development Of Intelligent Monitoring And Optimization Of Cutting Process For Cnc Turning[J].International Journal Of Computer Integrated Manufacturing,2006,19(5):473-480
[7]朱林杰.基于TSP 的遗传算法优化研究[D].沈阳:大连理工大学,2007
[8]侯建花.TSP 遗传算法的改进及其并行化研究[D].四川:成都理工大学,2004
[9]丁华福,刘晓路.面向旅行商问题的一种改进遗传算法[J].计算机技术与发展,2011,6(21):51-54
[10]王新炜,王民利.三菱MR-J2 伺服在数控刀塔控制中的应用[J].金属加工,2008(13):65-66
[11]宋伯生.PLC 编程理论、算法及技巧[M].第2 版.北京:机械工业出版社,2009.64-92
[12]雷俐殊,谢菊芳,宋 甜,等.基于自由口协议的S7-200PLC 与伺服电机的数据通讯[J].湖北大学学报:自然科学版.2011,33(2):146-148
猜你喜欢
激光与红外(2021年3期)2021-04-07 12:22:06
微特电机(2020年11期)2020-12-30 19:42:32
造船技术(2020年2期)2020-05-18 06:53:28
设备管理与维修(2019年11期)2019-10-25 06:46:04
设备管理与维修(2019年6期)2019-07-09 06:57:46
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
工业设计(2016年7期)2016-05-04 04:01:49
工业设计(2016年6期)2016-04-17 06:42:53
制造业自动化(2014年18期)2014-12-19 01:46:38
