
浅析影响焊轨基地焊缝外观质量的因素及改进措施
2013-10-19 10:14张尔鹏
河南科技 2013年2期
张尔鹏
(济南工务机械段桑梓店焊轨车间,山东 济南 250019)
1 前言
随着我国铁路建设的快速发展和列车时速的不断提高,加上旅客对列车运行的安全性、稳定性、舒适度要求也随之提高,对我基地而言就是必须保证焊缝质量,特别是焊缝的外观质量。为了提高生产效率和产品质量,基地经过半年时间对使用过热调的时效钢轨焊缝外观和未经过热调的时效钢轨焊缝外观进行了大量地测量、统计、对比、分析,发现热调对提高焊缝外观质量作用不大,反而增加了工作量,降低了生产效率,故基地取消了热调。
2 影响焊缝外观质量的因素及采取的措施
2.1 钢轨母材外观质量
钢轨母材两端的外观质量对最终焊缝外观质量影响非常大,进配轨是基地焊轨的第一道关卡。该工位要严格按照相应时速钢轨母材的外观质量标准选轨、配轨、进轨作业,正确使用钢直尺(不同时速使用不同长度)、塞尺、卡尺、扭转尺、拐角尺、端面样板等工具,平直度稍有不符的钢轨进行调直,否则锯切,扭曲度、端面尺寸严重超标的钢轨直接判废,集中放置待钢厂确认。
2.2 除锈深度
正常情况下,除锈机的砂带压力调整适当,新轨的除锈深度和光洁度均能满足焊接要求,但对于锈蚀较重的钢轨,则往往需要两次除锈,这样会导致除锈深度超标,对焊缝的外观质量造成不良影响。
2.3 对轨焊接
对轨焊接是影响焊缝外观质量的关键因素,焊接工一般都凭经验用手去摸钢轨对头行车面、导向面的错边情况,再微调焊机保证焊缝的错边量降到最小。焊后使用波磨尺测量焊缝两侧各15毫米处行车面、导向面、轨底边的错边量见表1,使用1米钢板尺和塞尺测量焊缝的起拱度和平顺性,接头过高、过低要及时调整焊机,而错边量超标焊缝必须锯切重焊。
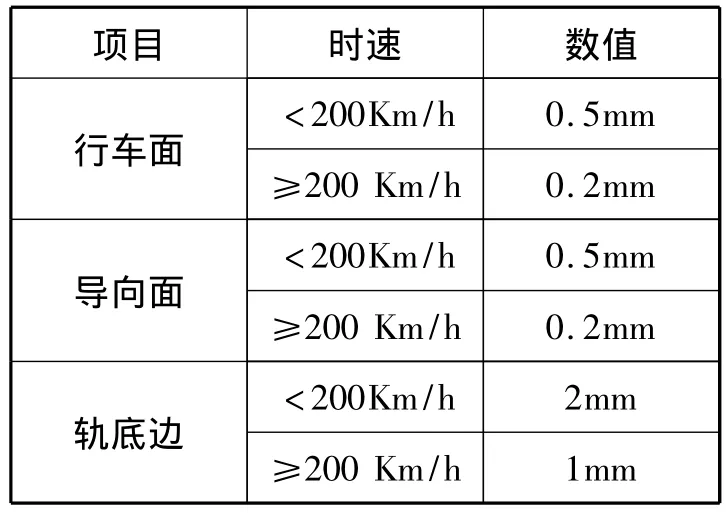
表1 接头错边量允许最大值
2.4 焊后粗磨
焊后粗磨受人为因素影响较大,粗磨时焊缝较热,焊筋应预留高一点,不能打平、打亏,但焊筋又不能留的太厚,这样会导致细磨、精磨的打磨量增多,钢轨温度升高,电子尺测量就会产生较大误差,为了避免人为的干扰,我基地引进了先进的全焊缝数控铣床来代替人工粗磨,从而消除了焊后粗磨对焊缝外观质量的不良影响。
2.5 时效后细磨
焊缝经时效处理后,进入精整线细磨工位,细磨作业质量对焊缝的外观质量起着重要影响。细磨人员不能超范围打磨(焊缝两侧各450毫米),焊筋不得磨亏,还得尽量打磨从而减少精磨时的磨损量,减少精磨时钢轨产生的热量,电子尺测量焊缝外观曲线才不受钢轨温度影响,测量焊缝曲线数值相对准确。
2.6 焊缝冷调
我基地四向矫直机自身带有测量装置,但该装置红外线测量原理与电子尺电磁测量原理不一样,测同一焊缝所得的曲线有所不同,于是冷调配备电子尺测量。焊缝冷调后,钢轨既发生塑性变形也发生弹性变形,经过走形线走动后钢轨会发生回弹现象,这就要求操作者总结调直经验给每一个平直度不一样的焊缝预留相应调直后的回弹余量。
2.7 焊缝精磨
精磨后的焊缝轨顶温度升高很多,而轨腰和轨底的温度几乎不变。电子尺对钢轨温度变化非常敏感,精磨前后焊缝外观测量曲线数据变化异常,有时轨顶会越磨测量的数值越高。故正常生产中应尽量减少精磨的工作量,使用较软质的磨头,从而降低精磨时产生的热量,使得电子尺测量数据相对准确。
2.8 电子平直尺
电子平直尺是一种先进的测量钢轨平直度工具,比直板尺测量精度高、人为影响小、测量结果更科学、直观,还能将焊缝的外观质量以电子数据的形式储存备案满足现在铁路信息化管理的要求。但是它的测量准确度受温度影响很大,能测量的钢轨温度是-20℃ --+60℃,操作环境温度是-5℃ --+50℃。所以质检员为了避免电子尺测量数值因在温度骤变的情况下产生偏差,当遇到室内外温差较大时,必须将电子尺在测量环境温度中至少放置15—30分钟后再进行测量;成品轨入库验收质检员必须选择该长轨条预铺线路的锁定轨温附近温度值时进行测量。
3 结论
通过以上对影响焊缝外观质量因素的分析可知,每一个影响因素都必须采取相应的措施来加以改进,关键是每个工位的操作者必须正确使用各自相应的工具设备,严格按照基地作业标准进行作业,并且前后工位还得相互协调配合共同努力才能保证焊缝的外观质量符合目前高铁时代的精度要求。
猜你喜欢
北京航空航天大学学报(2022年8期)2022-08-31
阅读(快乐英语高年级)(2022年6期)2022-06-17
家庭影院技术(2021年10期)2021-11-20
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2017年8期)2017-11-27
紫禁城(2017年6期)2017-08-07
制造业自动化(2017年2期)2017-03-20
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
