
自动化仓储物流在医用制品行业中的应用
2013-10-15 01:20赵剑道俞洪兴
制造业自动化 2013年15期
袁 硕,赵剑道,郭 丽,俞洪兴
(1. 北京机械工业自动化研究所,北京 100120;2. 电联工程技术股份有限公司,杭州 310016)
0 引言
医用制品从产品完成装箱到销售,传统方式中存在多个环节:成品整箱装盘、整批消毒达到要求时间、先卸盘再装车、成品送至库房存储、空盘送回消毒车间、库存销售后再装车出库。从以上环节可以分析出,传统的生产物流方式中有这样几个弊端:成品整批消毒完毕后,需要人工卸盘装车,送到库房又需要人工卸车,而销售时又需要再次人工装车,造成反复装卸浪费资源和时间;成品消毒时所需要的托盘,在消毒车间需要很多的存储空间,同时也需要人工整理维护,同样是对资源和时间的浪费。
可以看出医药制品行业这种物流模式,需要一个更加高效的解决办法。根据这些特点,本着节约人工、空间和时间成本的要求,设计这样一个自动化仓储物流系统:
首先,产品装盘消毒完后,不卸盘装车,直接将整盘送至仓库入库;第二,库内产品销售时,出库卸盘装车,空托盘直接回库内存放;第三,产品消毒需要空托盘,直接从库内发出,消毒车间不设存放大量托盘空间。
下面以某地一家大型医用制品企业的自动化仓储物流系统为例具体介绍。
1 系统的构成
该项目以立体仓库为核心,有6个巷道,一万个存储货位。设备有6台堆垛机、3台穿梭车、1台提升机、12个站台、30台输送机。由于每托盘带有十几至几十箱不等的产品,需要运行平稳又要达到效率要求,所以在运行方向均使用变频调速保证平稳,入库区、出库区和空托盘返回区分离,能够保证使用可靠高效的要求。
1)产品在消毒车间装盘消毒,完成消毒后由叉车整盘放到车间出口的输送线上,省去了人工卸货和装车运输的过程。
2)输送线将整托产品运送至车间靠近立体仓库的位置,经提升机运送至空中连廊,通过连廊内的输送线跨过厂内公路,直接进入立体库的二层平台。
3)库内二层的穿梭车按照巷道库存均匀的原则,将货物分配至各个巷道的入库输送机等待入库。
4)产品出库区设在立库的另一侧,输送机配合两台穿梭车做出库作业。出库区使用穿梭车的优点在于,库内巷道出库量不平衡,经穿梭车分配后,库外输送机出库量是平衡的,有利于快速装车。穿梭车用单道双车的模式能提高出库效率。
5)出库区空托盘叠成摞,直接返回库内存放,即不占用出库区空间,也不占用消毒车间空间,充分利用立库空间。
6)入库区的二层平台楼下,也就是入库区的一层,每个巷道都设有固定站台,用于空托盘出库,供给消毒车间。
该系统的库区布局如图1所示。
该系统的输送部分,从消毒车间到库区二层的布局如图2所示。
2 通讯网络
该仓储物流系统规模较大,根据设备布置特点和自身特性设计通讯方式和网络结构。
堆垛机和穿梭车等移动设备集中于立库区域内,又都是高速移动设备,在货架顶端放置几台无线基站,其信号覆盖整个库区,能满足这些设备的通讯要求,同时移动设备的无线通讯方式也节省了大量的布线成本,降低了布线难度。
对于空间跨度较大的输送系统,采用西门子的Profinet分布式网络,在设备相对集中的区域设置分站,通过分站内的PLC网关,使用工业以太网将分站信息采集到主站,并且由主站中的CPU进行控制。这种方式节省了大量的布线工作,也让今后的设备维护工作变得简单快捷,有效的降低了建设成本和维护成本。
该系统的通讯网络结构如图3所示。

图1 库区分布图
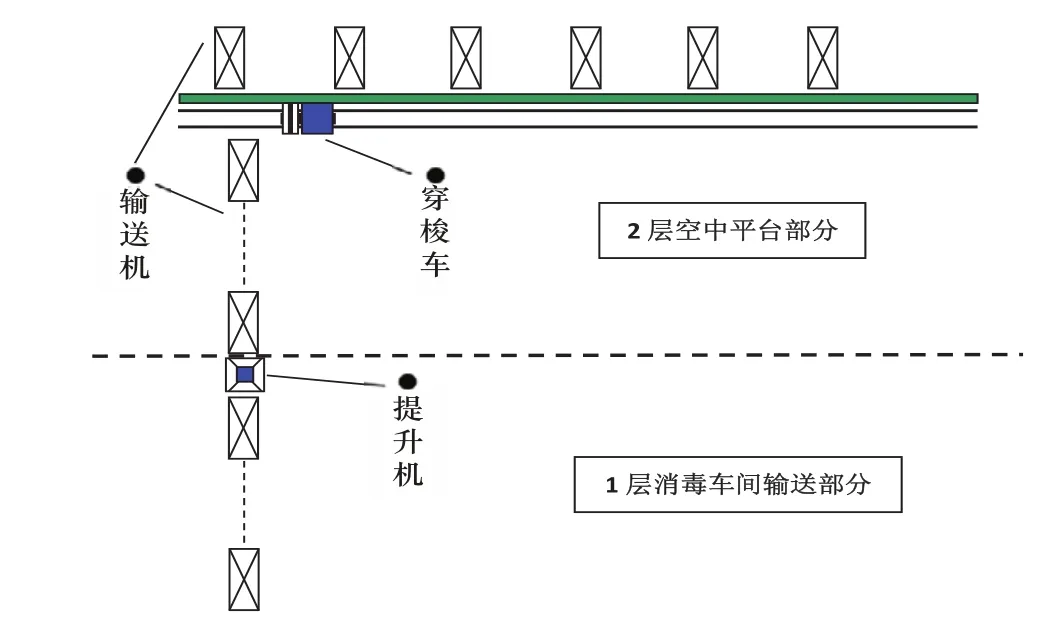
图2 输送部分布局图

图3 通讯网络结构图
3 技术特点
堆垛机和穿梭车自身都具有一套独立的控制系统(SIEM ENS PLC)、操作平台(各种动作开关按钮、指示灯、触摸屏)、通讯系统(SIEMENS CP通讯模块及无线网桥)。其运行控制依靠自身设定好的程序,不依赖于外界。
上层管理计算机只需要告诉堆垛机作业的源地址和目的地址,堆垛机就可以自动执行作业,并且将实时运行信息上传给监控系统。
入库端的设计是:
1)每批货物间隔时间均匀,根据效率要求,单道单车就能够满足要求。
2)货架区货物均匀分配,有利于库架基础结构稳定。穿梭车会自动配合输送系统,将货物按照均匀存储的原则将货物分配到各个巷道。
出库端的设计是:
1)销售的产品可能集中在某几个巷道,如果直接使用输送机出库,可能造成部分输送机忙碌,部分闲置。使用穿梭车能够使库外的输送机保持工作均衡,有利于快速装卸。
2)装车时大量集中出库,为了满足效率要求,使用单道双穿梭车的模式,两台车相互配合,效率成倍提高,可以迅速将库内输送机上的货物分配至库外输送机。
移动设备与输送系统之间的通讯使用以太网,采用三次握手的方式,保证状态和指令的正确性,不会发生误动作造成设备或货物损坏。
控制系统网络配置如图4所示。
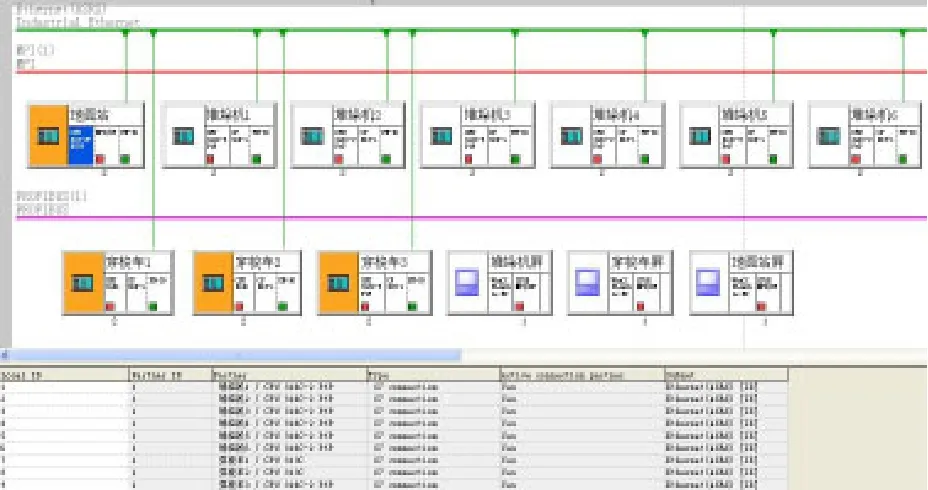
图4 控制系统网络配置图
4 结束语
该仓储物流系统运行至今两年,状态良好,很好的满足了设计要求,为使用企业带来了企业形象和经济效益的双提升,并且在当地成为技术亮点,为企业吸引到了更多的关注和投资。
猜你喜欢
制冷与空调(2022年3期)2022-08-01
起重运输机械(2021年2期)2021-12-31
农机使用与维修(2021年3期)2021-11-27
新能源汽车报(2019年13期)2019-06-11
中国粮食经济(2018年12期)2018-12-30
风流一代·经典文摘(2018年11期)2018-11-19
中国粮食经济(2018年9期)2018-01-23
商业会计(2017年24期)2017-09-17
产品可靠性报告(2017年7期)2017-09-05
汽车电器(2014年8期)2014-02-28
