
SA213—T91钢小径管手工钨极氩弧焊背面充氩方法探讨
2013-10-13 07:24:58中国能源建设集团山西省电力建设二公司朔州036011杨翠林
金属加工(热加工) 2013年22期
中国能源建设集团山西省电力建设二公司 (朔州 036011) 杨翠林 杨 慧
1.概述
SA213—T91钢属于马氏体高合金钢,由于该钢具有热强性好、强韧性好、焊接性良、热导率高、线胀系数小及抗蚀性好等特点,所以目前我国火力发电厂300MW及以上机组的锅炉中温过热器,高温过热器、高温再热器等管排较普遍地采用了SA213—T91钢。虽说它在高效率、高参数、大容量火电机组的利用上焊接工艺早已趋向成熟,但因T91钢焊接时根部焊缝容易氧化烧损,所以必须采用背面充氩保护。
T91焊打底层焊缝是关键,而打底的好坏很大程度上取决于充氩的质量,所以充氩方法的不同严重影响了现场施工的焊接成本、质量和进度。本文即是重点针对在现场施工中T91的联箱管座焊口一些不同的充氩方法作一探讨。利用从联箱间相邻的管座插入氩气皮带充氩替代传统的整个联箱充氩,不仅简化了焊接工艺,提高了现场施工的焊接进度,而且还节约了大量的成本,提高了经济效益。在2008年平朔发电厂二期工程2×300MW3#机组所有1072道T91联箱焊口中全部成功运用了这一充氩方法,其焊接接头性能完全能够满足焊接工艺评定的规定。这一充氩方法也早在许多大型机组(如薄城电厂、武乡电厂、塔山电厂)中得到了成功的运用。
2.充氩方法
对于联箱管座的焊口,制备充氩区的关键在于管座的封堵,因为填塞深度只能为80mm,为防止该端在预热时燃烧掉,有以下四种充氩方法:(以平朔发电厂二期工程2×300MW3#机组的高温过热器的第1、2段联箱焊口为例,管排示意如图1所示。
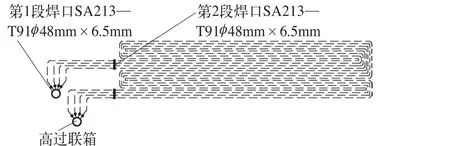
图1
(1)把所有联箱管座及联箱两侧出口用管帽套住,把管座的另一侧短管用可溶纸(或溶水性好的卫生纸)堵住,距离坡口250~300mm, 焊接时可从联箱一侧直接向整个联箱内充氩,焊接前将所焊管座处的管帽拔开开始焊接。
(2)将所有不焊的焊口(指第1段焊口)、联箱两侧出口用管帽套住,焊某一个管座焊口时,管座用可溶纸(或溶水性好的卫生纸)堵住,在相应的短管处(第2段焊口)整管充氩。
(3)从坡口充氩,在所焊联箱管座侧及另一侧短管侧用可溶纸(或溶水性好的卫生纸)折叠成圆锥状堵住制成密闭气室,圆锥底面直径比钢管内径大10mm左右,用圆头木棒将可溶纸送入管内深度250~300mm,可溶纸应加装两层,防止在预热过程中将可溶纸烧毁,导致根部保护不良。
接氩气皮带的小管可利用废弃的热电偶短截制成,把头敲扁插入焊缝内,也可利用细针头或细铜管把头部敲扁,但用废弃的热电偶也可以节约一定的成本。扁热电偶弯管习惯上有两种弯法,除图1外还有一种如图2所示。
具体形状根据焊工个人习惯而定。
(4)从所焊联箱管座的相邻管座入口伸入氩气皮带,在氩气皮带边缘事先拴一细铁丝钩,在所焊联箱管座处用铁丝钩住小钩把皮带钩出,然后在其四周用可溶纸(或卫生纸)把皮带固定在合适的高度(预热时不把可溶纸燃烧掉),在另一侧短管处用可溶纸制成气室。联箱侧如图3所示。
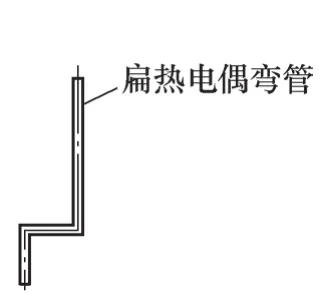
图2
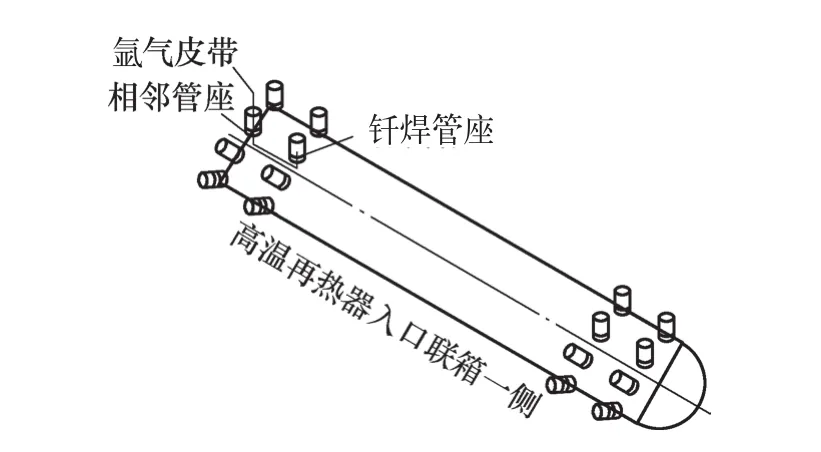
图3
上述四种充氩方法中,第一种方法浪费氩气量最多;第二种方法单根短管整管充氩,整管保护,比第一种方法氩气用量相对减少,操作比较简便,省时省力,但随着短管管线长度的增加,氩气浪费也较大;第三种方法坡口充氩,在焊口两侧管子中形成一个小气室,仅在气室内充氩,所用氩气量最少,但难度较大,需要焊工具备熟练的操作水平。焊接时为防止氩气从对口间隙中大量泄漏,焊前需在间隙中嵌入一圈石棉条或粘上一圈胶带,焊接过程中随时将有碍施焊的部分出除,打底焊快结束时,迅速拔出氩气管并补好洞眼,坡口充氩内壁氩气流量随气室大小及漏气程度而变化,既不能因为打底收口时气室气量不足使焊口保护不好,又不致因流量太大管内压力太大引起接头收弧困难,以致引起焊缝内凹为宜。在地面蛇形管排的组合焊口时,比较适合采用此方法;第四种方法是所有四种方法中,氩气用量最小,操作简便,经济效率最高的方法。就平朔发电厂二期工程2×300MW3#机组中,二级中温过热器、高温过热器、高温再热器第1段1072道T91的联箱焊口,比整个联箱充氩要节约氩气量达一半以上。
3.充氩过程
(1)流量控制 坡口温度达到焊接工艺要求后开始充氩,氩气流量应由专人随时调节,充氩流量为7~8L/min。氩气流量随焊接过程的进行而逐渐由大变小,内壁充氩气流量随气室大小及漏气程度而变化,以达到既保护良好,又不致因流量太大而引起焊缝内凹为宜。
(2)充氩 充氩时,当感觉氩气从焊缝间隙中轻微返出时(也可用打火机测试氩气是否充满,若火苗熄灭,则表明氩气已经充满),此时可以进行根层点固及打底焊接。
(3)保护效果 充氩时,当管径稍大时,可将整个焊口利用石棉条封堵一半,焊接完另一半时拔开封堵的一段石棉条,这样保护效果会有所提高。另外在收弧时将氩气流量减少三分之一,防止流量过大氩气压力过大,引起接头收弧困难,产生内凹的缺陷。
(4)水压试验 作为气室壁的可溶纸或溶水性好的卫生纸在焊口热处理时被烧成灰烬,水压试验时可自行溶化并在水压试验后随水排除。
总之,充氩工作必须和焊接操作紧密配合,具体操作方法焊工根据个人情况灵活掌握。
4.结语
对于电站锅炉的T91钢小径管的联箱焊口,充氩时从相邻管座插入充氩皮带要比从整个联箱充氩节约一半多的氩气,相比坡口充氩,它更易于掌握,充氩效果好,焊缝成形好,且硬度值和组织性能等各项指标均达到了标准。采用这种充氩方法,不仅简化了焊接工艺,提高了现场施工的焊接进度,而且还节约了大量的成本,提高了经济效益;另外,还解决了传统充氩效果不好和浪费氩气的弊端,在电站锅炉的联箱段焊口中值得大力推广应用。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23 01:42:48
核科学与工程(2021年4期)2022-01-12 06:29:20
发电设备(2021年1期)2021-03-17 01:33:20
绥化学院学报(2020年12期)2020-12-11 03:45:22
全面腐蚀控制(2020年3期)2020-02-27 00:37:09
科技风(2018年9期)2018-05-14 13:45:48
石油化工建设(2018年6期)2018-04-22 03:16:50
质量技术监督研究(2015年5期)2015-02-10 06:00:57
中国机械(2014年24期)2014-10-21 20:06:36
移动通信(2014年17期)2014-10-16 11:39:00
