
单臂机械手自动冲压线
2013-10-13 08:41:22马昌波奇瑞公司规划设计一院
锻造与冲压 2013年4期
文/马昌波·奇瑞公司规划设计一院
单臂机械手自动冲压线
文/马昌波·奇瑞公司规划设计一院
奇瑞公司冲压车间生产线设备有手动冲压线、机器人自动化冲压线和单臂机械手自动化冲压线,三种生产线的加工特点大致为:手动冲压线的投入较低,效率低,安全系数较低;机器人自动化冲压线的投入及效率均高于手动线,安全系数高;单臂机械手自动化冲压线的投入与效率在三者之中最高,安全系数高。结合生产实际,三种生产线中的单臂机械手自动化冲压线具备高速性、准确性的优势,员工的劳动强度大大降低,同时也实现了减员增效的效果,得到公司使用部门的认可。
影响汽车冲压件的生产效率和质量的因素较多,涉及到设备操作人员的技能与熟练程度、产品的设计、模具的质量、压机性能、设备动力的稳定与否和自动化设备的性能等。只有充分考虑上述因素,整线生产的连续性才能保证。本文提及的整线自动化搬运技术中,高速冲压线的单臂机械手部分由Gudel公司提供,其最高运行速度可高达12次/min,重复定位精度达±0.2mm,不仅效率高而且精度也高,大大提高了生产效率和冲压件的下线合格率,为后续生产提供了保障。
单臂机械手自动冲压线的自动化系统,包括线头拆垛、线中自动化搬运系统及安全控制系统,在本文中将分别予以介绍。
线头拆垛系统

图1 线头拆垛系统
线头拆垛系统(图1)的工作流程是:拆垛机械手从板料小车拾取板件送到磁性皮带机,磁性皮带机携板件经过清洗机、涂油机、磁性皮带机、扫描仪,最终送往对中台,对中台(图2)根据扫描结果对板件位置进行修正。其中,清洗机与涂油机可以选择使用或不使用,不使用时可将设备开出,然后控制两个磁性皮带机之间距离,能使板件平稳通过。

图2 对中台
拆垛机械手动作简单,可实现Y方向(图1中两小车间的方向)和Z方向(垂直地面方向)的快速运动,满足使用要求。机械手上安装有双板件检测传感器,可避免机械手拾取双件送入模腔而损坏模具。机械手还安装有光电传感器,检测板件的拾取情况,如果掉件拆垛手就会立即停止动作,通过操作屏返回至原点重新动作。

图3 磁性分离器
线头拆垛子系统生产过程:当生产完一个垛料堆,磁性分离器(图3)安装的接近开关检测到末料后,系统工控机就会发送转移垛料堆的生产指令,机械手需要切换到另一垛料堆继续生产。Y方向设有两个垛料小车目的是为避免垛料切换造成停线,生产的连续性得以保证。并且,当某边小车出现故障需要离线维修时,生产线可使用另一小车维持生产。在板料小车定位方面,采用激光测距仪进行检测,提高小车行进的精度和测距的稳定性。
磁性分离器的主要目的是防止多板件同时进入模腔而损坏模具,采取磁分离方式,为机械手的快速搬运提供充分准备,磁性分离器具有可消磁功能,保护操作工的安全,方便操作。
在高速生产过程中,为保证输送质量,采取措施避免板件滑移是非常重要的。磁性传送带在高速线中的使用,可以有效防止板件的滑移,为对中提供保证。磁性皮带可将板件准确传输至对中台,避免二次定位出现过大调整。磁性皮带设计为双向运行,当两轴机械手拾取到双板件时,工控机将发送指令要求磁性皮带反向运行,将双板件送往双件回收料架。对中台的作用是对板件进行最终定位,以便让上料机械手拾取到正确位置的板件准确送入模腔。公司采用一种全新的扫描对中技术,其基本工作原理是将磁性皮带送来的板件进行扫描、获取影像,然后与预先保存的标准影像对比得出位置差,工控机根据位置差计算出板件移动的方向及移动量,然后由拥有伺服轴的对中台对板件的位置进行修正。因扫描对中台由独立的运动系统执行,在机械手运送板件的过程足以完成对中,整个扫描对中无需占用整线的时间,即扫描对中先于机械手拾取板件完成。扫描仪工作原理见图4。
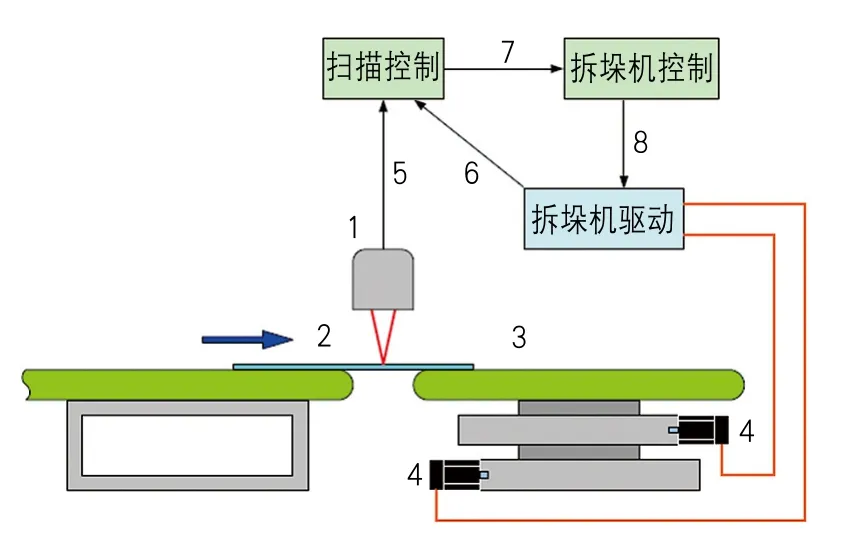
图4 扫描仪工作原理
线中自动化搬运系统
线中自动化搬运系统的运行工作流程是:上料机械手拾取修正位置后的板件并送入第一号压力机模腔,压力机间机械手分别将完成拉深、切边、翻边和冲孔等工序的零件送入下一工位,机械手将冲压完成的零件送到出料皮带机,出料皮带机将零件送出围栏外,人工拾取零件装框。单臂机械手结构见图5。压力机安装有专门编码器供前后机械手使用,以实时确认压力机、机械手的相互位置,实现压力机与机械手的完全同步运行,提高生产效率。线尾输送主要由左、右两个出料皮带机组成,变频控制皮带机的速度,满足生产速度需求。

图5 单臂机械手结构
除正常的生产搬运功能以外,整线还有附加功能,可以使生产过程更加安全高效、更人性化。生产过程中由于产品切换不可避免,Gudel自动化系统将整线设备进行统筹管理,在总控台即可实现统一切换。当总控台的产品切换指令发出,垛料小车、对中小车退出到非工作区域,所有机械手运行到手动就会更换端拾器位置。
不同的冲压件有着不同的工序要求,一些简单的零件只需三个工序即可完成,故此类零件只需运行三台压力机就可以完成冲压。Gudel自动化系统的设计使三个工序生产得以顺利实现而无需运行全部压力机,只需在空运行工位放置转接工作台,既节省能源、保证设备安全,又可提高生产效率。
整线自动化设备设计有自润滑功能,当系统运行达到一定时间或一定循环,系统工控机将发出指令要求润滑系统对设备泵油,执行自润滑维护保养
安全控制系统
安全防护系统采用围栏和光栅配合,对于高速高危险的区域,一律安装安全围栏。而低速运行的区域,如板料小车退出的非工作区域安装安全光栅若光栅被遮挡,在安全系统中就会有报警提示。
在安装安全围栏的封闭区域安装安全门,当生产或维修人员需要进入封闭单元时,首先需要向安全门控制盒发出进入的请求,此时单元内的设备将运行至安全位置并切断能源供应,安全指示灯指示安全后,人员方可进入作业。在每个封闭区域内还设置有逃生门,主要是区域内出现意外情况时,供紧急撤出使用。逃生门只允许从单元内部打开,并当逃生门打开状态下整线设备都将处于安全状态。为避免设备误动作并方便生产人员操作,整线集成所有机械手端拾器的光电传感器和模具安装的零件检测传感器,对生产全过程进行有效跟踪,当零件意外掉落或零件在模腔的位置不正确时,传感器检测出意外情况发生,就会阻止系统继续运行以保护设备。
结束语
当前市场经济的环境中竞争异常激烈,各企业都在探索着如何提高生产效率、改变生产方式、降低能耗、节约成本,突飞猛进的自动化技术必将为企业的发展提供动力、为社会的发展注入新的血液从而推动着冲压技术向前发展。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17 23:46:44
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26 01:59:18
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
诗潮(2019年8期)2019-08-23 05:39:48
意林·少年版(2018年10期)2018-05-30 16:24:42
诗潮(2017年4期)2017-12-05 10:16:18
浙江大学学报(工学版)(2016年2期)2016-06-05 09:20:51
设备管理与维修(2016年5期)2016-03-16 02:20:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11
