
Pro/E高级功能在冲压工艺计算及模具设计中的应用
2013-10-13 08:41:22李焱齐齐哈尔轨道交通装备有限责任公司
锻造与冲压 2013年4期
文/李焱·齐齐哈尔轨道交通装备有限责任公司
Pro/E高级功能在冲压工艺计算及模具设计中的应用
文/李焱·齐齐哈尔轨道交通装备有限责任公司
随着计算机技术的飞速发展,三维CAD技术的日趋成熟与完善,为模具设计提供了有利的工具,其中美国参数化技术公司(PTC)的Pro/E以其强大的参数化功能被诸多用户所青睐,尤其在模具设计领域。总结应用经验,发现Pro/E除了进行模具结构设计,还可以利用其参数间的关系功能对复杂回转体进行动态工艺计算,使很多繁杂的工艺计算简单化及实现零件名称参数化(与实体特征尺寸始终保持“联动”)。
复杂回旋体工艺计算
如图1所示为铁路货车制动系统中的重要零件,生产批量大、质量要求高。该件采用厚度为5mm的08AL材料,毛坯的形状为圆形,其中拉深工序是保证产品质量的关键。
工件高度h>0.8d(零件直径d为179mm)为深拉深件,需要多次拉深。在保证产品质量的前提下,为了提高生产效率,工件采用逐渐增加锥形高度的拉深法。工件第一、二次拉深外形如图2、3所示。
三维展开分析
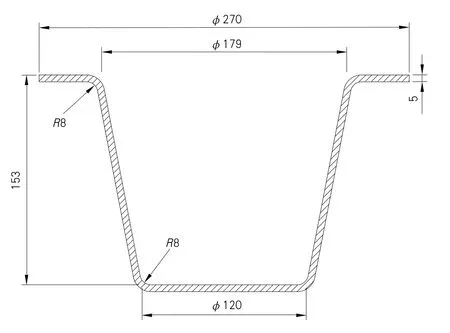
图1 零件外形
对于复杂的旋转体拉深件,在二维CAD条件下,多采用作图法和解析法,工作量大、计算繁杂、误差也较大。而在Pro/E的技术支持下,依据毛坯拉深尺寸计算原理,利用Pro/E全参数化的特点通过编辑关系,很快计算出复杂旋转体拉深件的毛坯尺寸。
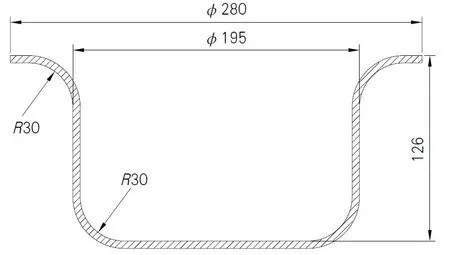
图2 一次拉深外形
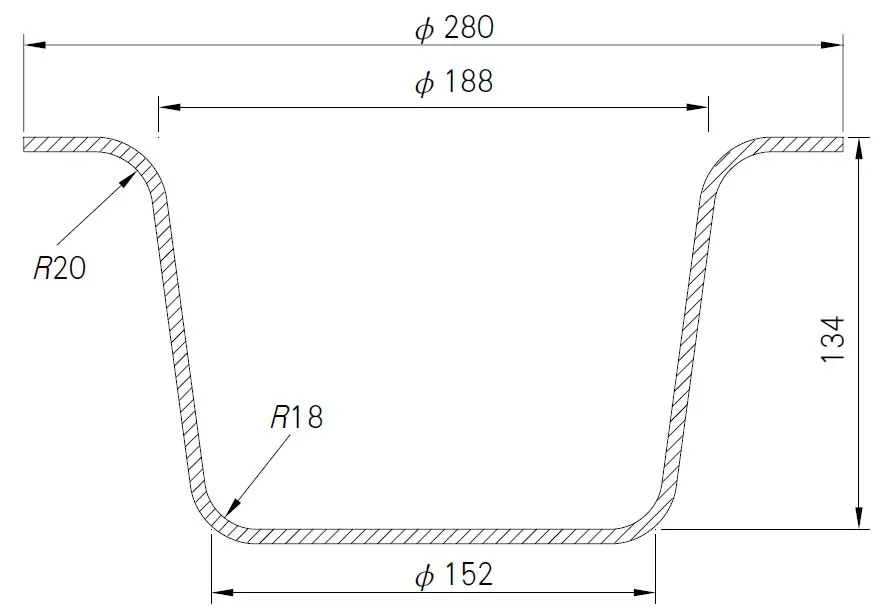
图3 二次拉深外形
首先,在已生成的零件中增加参数v并编辑关系,从而将该零件的体积数值赋给v(赋值前先进行模型分析)。之后在零件一端面插入一条基准曲线,并将其尺寸切换为符号形式,见图4。将尺寸切换为数值形式后,此时所显示的基准曲线直径数值即该拉深成形件的展开尺寸见图5。
在弯曲件展开中的应用
弯曲件的展开计算是冲压工艺计算的一项重要基础工作。弯曲件展开是依据材料弯曲后中性层原理进行计算的。如图6所示,对于简单的弯曲件展开可通过经验公式及二维CAD图解法计算,但对于一些空间形状复杂的立体弯曲件通过上述方法很难快速得到惟一准确的展开尺寸。利用Pro/E展开功能可以快速准确的生成工件展开图(图7),具体原理如下:Pro/E中,X因子为内侧边到折弯中线距离和板料厚度的比值,Y因子为0.5π·X。在不自定义参数值(X、Y因子)及无折弯表的情况下,系统有一个默认的中性层系数值,这也是为什么在大多数情况下Pro/E做出的展开尺寸与实际有偏差的原因。在实际应用过程中,发现通过参照表1设定X因子数值可以获得较为准确的展开尺寸,如图8所示。
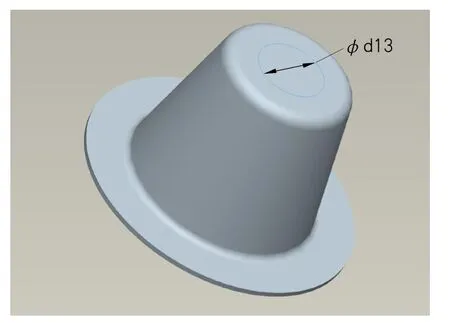
图4 尺寸切换为符号形式
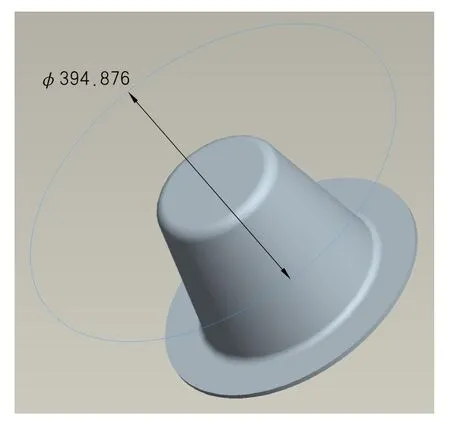
图5 自动生成并显示展开尺寸

■表1 弯曲中性层系数
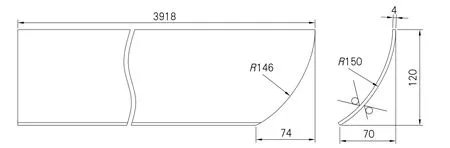
图6 弯曲件二维图
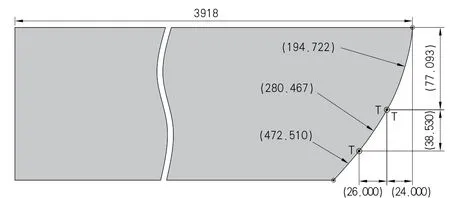
图7 复杂弯曲件三维展开
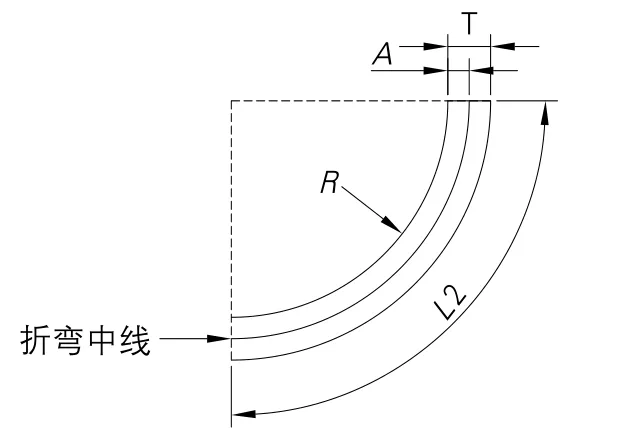
图8 弯曲件展开尺寸
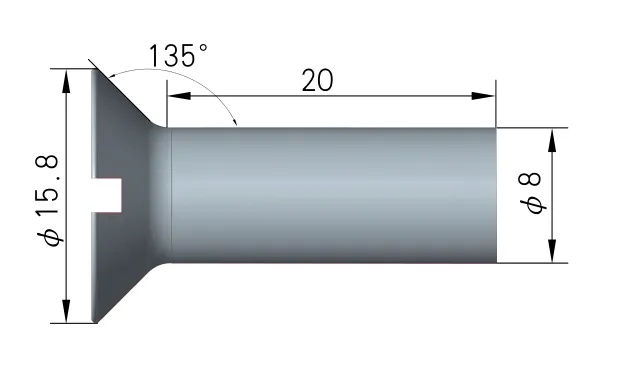
图9 螺钉示意图
模具设计零件名称参数化
在使用Pro/E的过程中,对于经常重复使用的国标、厂标等标准件的工程师会发现,在更改原特征尺寸的同时必须把相应参数设置中的名称更改过来,从而保证二维图相关联的名称与实物相符。而通过关系功能则可以实现零件名称与设计意图始终保持一致,从而避免了重复劳动以及由于疏忽而导致的组装误差。
如图9所示为“螺钉M8X20”,如果将特征尺寸20mm改为40mm,则需将其名称更改为“螺钉M8X40”,否则制造出的实物就会与设计意图产生偏差。这样,每次调整尺寸时都需将其名称更改过来。而利用关系功能中的字符串操作符和函数,可以实现零件名称与其特征尺寸始终保持一致,其名称由编辑的关系驱动,无法手动进行更改。
首先将零件尺寸切换为字符形式,与螺纹直径及螺钉长度尺寸相对应的字符为d2、d3。然后增加零件名称中与上述尺寸对应的参数dd2、dd3——螺钉M8(dd2)X20(dd3),并在关系式中将两个尺寸值转换为字符串后赋给这两个参数,编辑完成后,零件名称中的用户参数由输入的关系式驱动,当更改特征尺寸时,其名称同时“联动”若手动更改零件名称,系统则会提示无法更改。
结束语
Pro/E强大参数化功能在模具设计中的广泛应用,使广大的工程设计人员从繁杂的手工绘图(包括AutoCAD)与计算中解脱出来,极大地提高了设计效率和设计质量。
猜你喜欢
铝加工(2020年3期)2020-12-13 18:38:03
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
电子机械工程(2018年3期)2018-08-02 05:08:24
制造技术与机床(2017年7期)2018-01-19 02:29:47
股市动态分析(2016年17期)2016-10-20 13:51:33
股市动态分析(2016年13期)2016-10-17 13:53:39
股市动态分析(2016年11期)2016-10-11 13:56:32
股市动态分析(2016年10期)2016-09-30 13:59:11
实用手外科杂志(2015年2期)2015-08-28 09:50:40
