
反锪刀的设计及应用
2013-10-11 14:09东风十堰发动机部件有限公司湖北442049陈前胜
金属加工(冷加工) 2013年4期
东风(十堰)发动机部件有限公司 (湖北 442049) 陈前胜
在机械制造业中,特别是泵类、壳体类零件的加工中需背面锪平的场合很多,工艺上称之为“反锪平面”。随着制造技术的快速发展,用户要求的不断提高,对机械产品加工的工艺性及加工要求提出了更高的要求,如图1所示的机械零件中,小孔直径反锪孔结构越来越多地出现在各种机加工产品中。
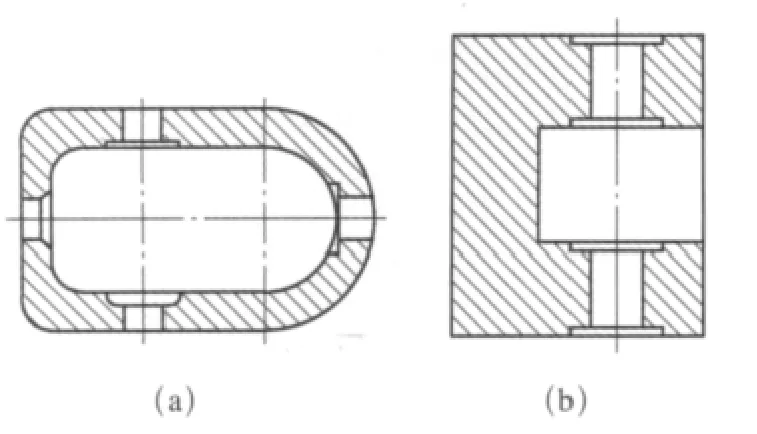
图1
按常规的加工工艺对较大直径的孔加工,我们可以采用反镗的加工方式来完成,但对于直径小于20mm的小孔来说,采用反镗的方式不合适,其中最主要的原因为:刀杆的强度不够,从而导致加工表面发颤现象产生。以下为常用的反镗方式:①通过变换镗头的安装方式实现刀具的反锪功能(见图2)。②数控加工设备主轴定向功能实现反锪加工功能(见图3)。

图2
近几年来我公司开发的新产品:玉柴系列飞轮壳、油底壳及韩国斗山系列飞轮壳,在产品加工上,特别是锪凸台加工工艺在现生产加工中给我们带来了许多的麻烦。主要表现在以下几个类型(见图4、图5、图6)。

图3
针对上述加工部位的特点,采用数控加工方式有以下几点局限性:刀具设计复杂,采购及消耗成本高,刀具的刚性差,加工过程中操作工人一旦误操作将造成惨重损失。我公司充分利用现有设备,采用现有的摇臂钻床,设计专用刀具及刀辅具,从而实现产品顺利交货。这种刀具的应用有以下几点好处:刀具的采购成本底,刚性好,操作简便。
以上只列举了部分产品的加工图片及系列反锪刀规格,生产加工中我们采用的规格根据客户的要求在不断的更新和改进。
反锪刀及刀辅具结构如图7所示。系列反锪刀结构尺寸见图8,根据设备型号的不同,变换刀杆1的柄部锥度设计,同时改变锁套2内孔直径;根据反锪工件8孔径的不同,调整过渡接杆6与反锪刀7的连接尺寸;根据工件的内部空间状况不同,随时调整反锪刀的长度L,同时按产品图样要求的设计锪平面D值。为保证刀杆的强度,防止加工过程刀具产生断裂现象,将刀杆的侧边开一局部圆弧槽,既保证了刀具的刚性,又起到了传递转矩的作用。
反锪加工动作:将反锪刀从工件内腔被加工孔中穿出,将装有反锪刀辅具摇臂钻床主轴移向反锪刀,当反锪刀装入反锪刀辅具过渡接杆6中时,将防转销7插入,此时起动设备正转,向上提起主轴,就可以进行反锪加工了。加工好一沉孔后,机床停转,卸下反锪刀。若还有其他沉孔要加工,重复上述操作步骤,反锪加工下一沉孔。

图4 玉柴油底壳
图5 斗山飞轮壳

图6 玉柴飞轮壳

图7
这种结构的反锪刀具既可以在普通钻床上实现反锪,同时也可以在数控加工中心上实现反锪,刀具的安装方式同钻床上安装方式一样,通过工人手动装卸刀具。不同之处为,数控加工设备在加工程式编制时需考虑手动装卸刀具时暂停指令“M00”的使用。

图8
此结构反锪刀具的设计,解决了难以实现或无法实现的反锪切削问题。实践证明,这种刀具刀杆刚性好,性能可靠,使用方便,与传统方法相比,具有显著的优越性,能完成各种反锪加工,实用性强,提高了加工质量和加工效率,具有很高的使用价值,可广泛推广应用。
猜你喜欢
当代陕西(2022年5期)2022-04-19
河南科学(2020年3期)2020-06-02
模具制造(2019年7期)2019-09-25
山东冶金(2018年6期)2019-01-28
金融法苑(2018年2期)2018-12-07
中国自行车(2017年11期)2017-04-04
柴油机设计与制造(2015年3期)2015-12-05
精密制造与自动化(2015年4期)2015-11-28
浙江人大(2014年1期)2014-03-20
组合机床与自动化加工技术(2014年12期)2014-03-01
