
卧式加工中心斜立柱的加工技术
2013-10-11 14:09大连机床集团自动化装备研究所辽宁116620马健明
金属加工(冷加工) 2013年4期
大连机床集团自动化装备研究所 (辽宁 116620) 马健明
大连机床集团工艺研究所 (辽宁 116620) 李长义
数控加工中心机床正在不断垄断机械加工行业,由十几年前国外引进到目前开发自制,由单机开发到批量生产,正以较快的速度步入市场。所以,研究和开发数控加工中心机床的关键零部件加工技术尤为重要。
斜立柱是数控卧式加工中心的重要零件,在机械加工零件中,凡是带有角度的加工件均称为疑难件。该件除了体积大外,关键是工件在装夹中的难度。在本文前,该件加工中,每次找正所用的时间和加工时间基本持平。所以,解决斜床体工件加工中的夹具尤为重要。
本文介绍的就是采用专用夹具,粗精加工能完全使用,降低了工件安装时间近20倍,保证了工件的完全定位,使工件在加工中定位牢固,特别是粗加工中可大胆上刀,同时降低了加工时间3~4倍。
本夹具特点是,设计了一种微调千斤顶,完全解决了工件的三点定一平面疑难问题;另外在微调千斤顶的两侧,采用了弹性钢球定位的辅助支撑,使工件定位牢固,保证了加工中大胆使用进刀量和走刀量。
本文采用先进的工艺方法,分别制作了先进的工艺装备,在工件的安装和调试中,分别采用了微调千斤顶和弹性钢球辅助支撑的先进技术,保证了工件从粗加工到精加工各工序的正常进行,大大提高了工件的工作效率,保证了零件的加工精度。
卧式加工中心MDH65、MDH80由于机床需要,采用的后立柱的几何形状是倾斜式,给工件安装和夹压带来了不少麻烦。如图1所示。
从图1可看出,卧式加工中心的斜立柱加工的关键环节是工件装夹。在解决关键环节中,必须解决工件安装调试难题,使工件牢固定位,在设计专用夹具中,必须具备以下特点:
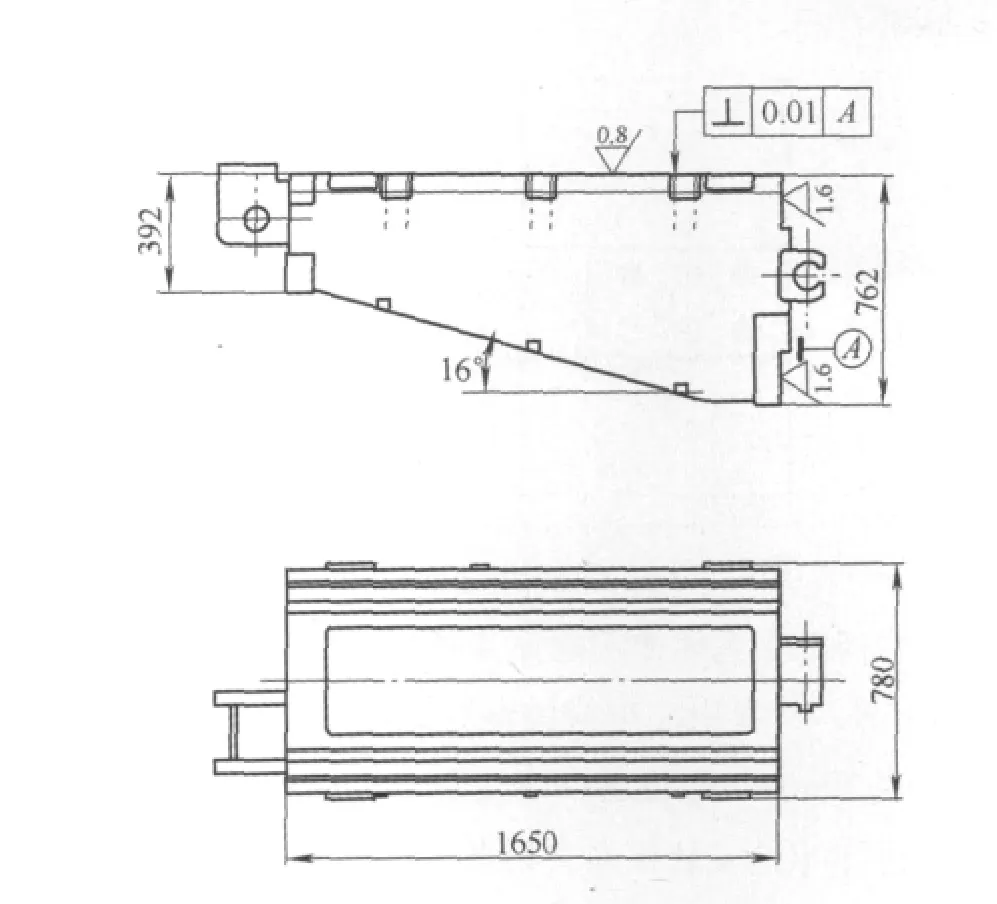
图1
1.完全定位夹具
本夹具完全采用了三点定位法,即前端采用了两块固定且共面的定位垫,保持定位同一高度。后端只可采用一点定位,即采用千斤顶固定的方法,调整工件的定位高度。使工件在平面内完全定位,即消除了Z移动、X旋转、Y旋转三个自由度。另外,为使工件定位牢固,后端的千斤顶两侧需增加两个浮动支撑座,才能使工件在平面内稳定定位。
为解决工件完全定位,在夹具的四个定位座上,分别增加侧限位板和侧面调整螺栓,使工件牢固地安装在工作台面上,消除了X移动、Y移动和Z旋转的定位问题,就是解决了工件的完全定位问题,如图2所示。
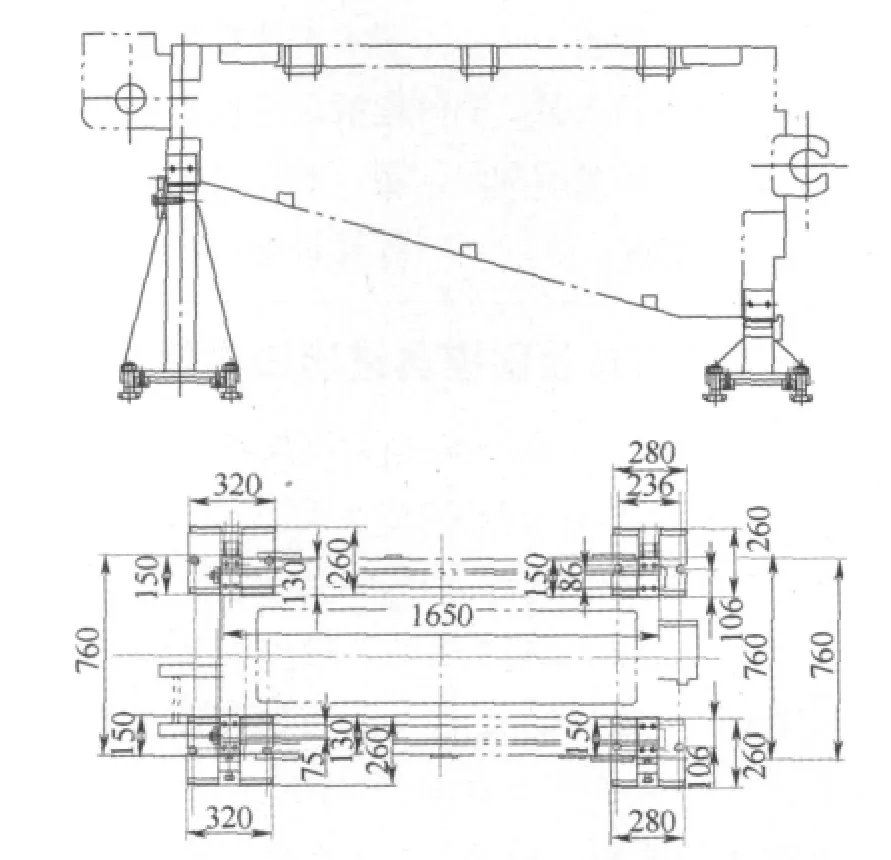
图2
图3所示是该夹具左视图后端采用了一个微调千斤顶和浮动支撑。

图3
2.后端支撑分析
对于带有倾斜角度的加工件,通常采用千斤顶调整的方法,在没采用本夹具前,操作工人采用在工件的底斜面后端的平面上,左右端安装两个千斤顶,分别进行左右调整的方法,特别是在精加工时,由于留量很少,往往要反复进行调整,直到将工件调整到规定的高度。然后,用压板压紧,压紧力重了,经反复找好的精度随夹紧力增加,加工量又发生了变化,这样,又得重新找正,直到找到规定范围,操作复杂,时间长,是急于解决的问题。
针对工件在装夹中存在的问题,经过认真思考,设计了一套具有微调千斤顶和浮动支撑同时使用的专用夹具,完全解决了工件安装时存在的诸多弊病。
(1)微调千斤顶 千斤顶是各行各业经常采用的通用工具,而在机械加工中使用的千斤顶通常是在垂直方向采用三角螺纹,靠手动调整的方法,对这种工件,采用普通千斤顶显然是很落后的工艺。必须设计一种千斤顶,解决以下两个问题。一是微动调整,不能像通用千斤顶那样,调整三角螺纹的螺距直接反映在垂直方向的移动量;二是工件的重力应作用在平面上,而不能直接压在螺纹的齿形面上。这样,本夹具采用了平面移动转移到垂直调整,就是靠平面内的斜面移动法,轻微调整垂直方向的距离,如图4所示。
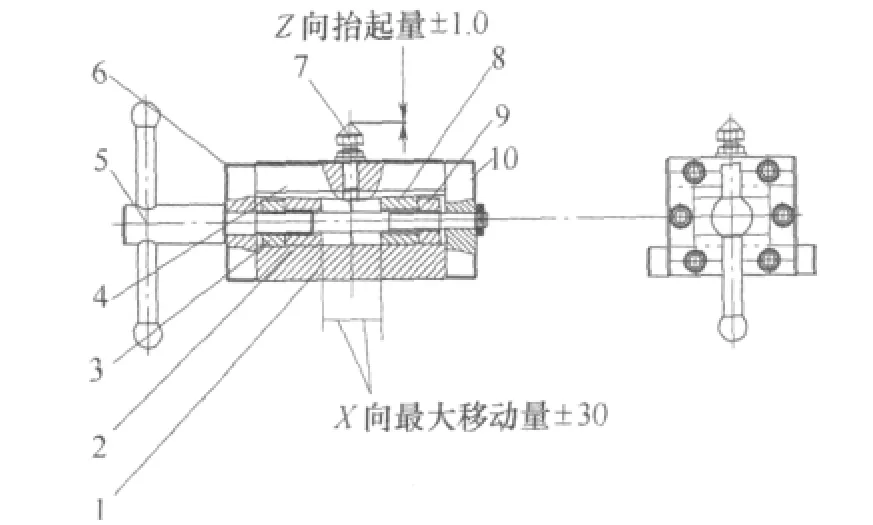
图4
从图4中看出,本夹具是用几块钢板组装一个方体,在方体内部,轴向安装一个正反扣的调整螺杆,在调整螺杆上配套正反扣螺母,为减轻螺母压力,在螺母前端安装一个左右面调整斜铁,同时,在夹具体上端,安装一块底面和调整斜铁配套的上下移动盖板,在盖板上安装一个升降千斤顶。为使计算方便,本正反扣丝杠采用3个M24的三角螺杆,而调整斜铁则采用1∶10斜面,这样,当丝杠旋转一圈,升降千斤顶在垂直方向仅仅移动0.1mm。
(2)辅助支撑 为使工件定位牢固,仅仅靠一个千斤顶受力是远远不够的,在工件的两侧应增加浮动支撑,而浮动支撑的力量不能大于千斤顶的承受力。根据以上分析,本夹具采用了弹簧顶钢球的方法,使工件后端依靠微调千斤顶完全受力,而微调千斤顶两侧靠八个钢球浮动支撑的新工艺定位方法,将工件牢固地定位在机床上,如图5所示。

图5
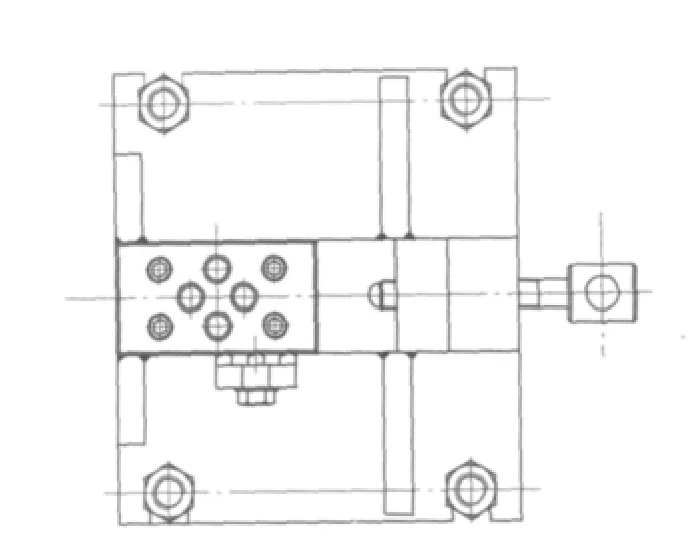
图6
本浮动夹具体使用的弹簧是2mm,其受力应大于146N,其弹出高度应控制在2mm左右,其钢球直径是20mm,每端各四个支撑点,恰当的支撑力将工件牢牢地安装在本夹具上。
使用了本夹具后,将原来需用2~3h找正安装工件的时间一下缩短到3~5min,大大缩短了工件装夹时间。它的特点是采用正反斜面微调顶杆,弹簧钢球的辅助定位,只要轻轻调整顶紧即可使用。
3.解决了装配工艺难题
本斜立柱是在卧式加工中心上使用,在上下移动的导轨面,有一个很重的主轴头不停地上下移动,所以,装配工艺要求该工件在安装前,底面和垂直导轨面应倾斜0.03~0.05mm,这样,只能靠装配工人手动刮研底面来达到工艺要求。有了微调千斤顶后,除解决了上平面的加工问题外,还解决了装配要求的底面和垂直导轨面内倾0.03~0.05mm的要求,替代了刮研底面的工序,大大提高了劳动生产率。
本夹具的使用,完全解决了工件从粗加工工件需牢固夹紧的难题,又减少了本工件在精加工中调整高度时的漫长工时,同时还解决了因机床整体安装时导轨面须后倾的刮研问题,实在是一个难得的先进夹具。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
中国外汇(2019年19期)2019-11-26
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
家庭影院技术(2017年10期)2017-11-23
卫生职业教育(2014年12期)2014-05-16
机电产品开发与创新(2014年6期)2014-03-11
