
2012年我国石油化工行业进展及展望
2013-10-11 02:50洪定一
化工进展 2013年3期
洪 定 一
(中国化工学会,北京 100029)
石油化工(简称石化)行业横跨能源采掘加工以及原材料制造两大工业门类,石化产品交通运输燃料(成品油)、三大合成材料和化肥等对经济、民生和国防影响广泛,石化产业投资强度高、工程技术密集、产品加工链长,对国家工业产值快速增长贡献率大。全球强国的崛起过程均离不开石化行业的支撑,美国、俄罗斯、日本、韩国、德国、意大利、加拿大、法国、英国2011年的炼油能力均排在世界前13名之内[1],我国名列第二。至今,石化产业的原油加工量和乙烯产量与钢产量、发电量等一样,仍然是衡量一个国家经济是否发达的核心标志。经过近50年的努力,我国已经成为举世公认的石化大国,2011年的石化产值已占当年国内工业总产值的 1/6,名副其实地成为传统经济的支柱产业。更令人欣慰的是,“十二五”期间我国石化行业已经感受到实现可持续发展的紧迫性,认识到在原料上向能源化工型转变、生产过程实现绿色低碳清洁化以及产品结构实现差异化与高端化的重要性,并相应制定了一系列创新发展战略,这些战略的实施在“十二五”计划进入第二年的2012年又取得了新进展,见到了新成效。突出表现在我国石化产业应对国内外市场变局冲击的能力增强,在复杂条件下可持续发展的能力得到了锤炼。此外,石化行业通过延伸产业链在紧密与战略性新兴产业的联系乃至局部融合方面取得的新进展亦令人印象深刻。
2012年我国石化行业在高油价和低增速的不利条件下,践行了中国特色的石化运行模式,在生产经营、产能建设、建设世界一流、技术进步以及产业转型与升级等诸多方面取得了重要进展,业绩总体向好,满足了经济和民生对交通运输燃料、三大合成材料和化肥等石化产品的需求。当然,2012年石化运行中也存在某些不足,引发了不少的思考。2013年石化运行仍然面临着与2012年大致相同的局面,显然进行回顾、总结和思考,对2013年我国石化运行有深远的借鉴作用。
1 2012年我国石化行业取得的重要进展
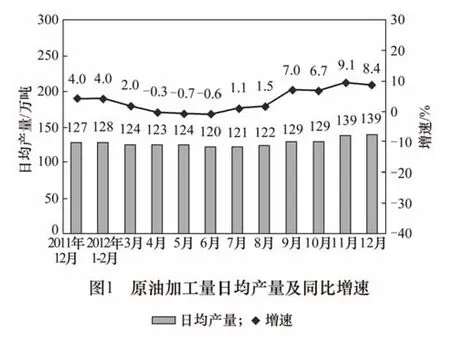
我国石化行业 2012年的运行态势可以概括为“缓中趋稳,稳中向好”。由于国际金融危机和欧债危机持续深化,加上国家采取宏观调控政策,防止经济过热,2012年我国经济减速明显,全年 GDP实现51.9万亿元,比2012年增长7.8%[2],GDP增速比2011年的9.2%减少1.4个百分点[3],尤其是上半年国内经济增速持续回落下行,对石化行业影响明显。从全过程看,2012年开局石化行业运行步履蹒跚、如履薄冰,运行压力前所未有。面对严峻复杂的宏观经济形势,5月份国务院常务会议要求把稳增长放在更加重要的位置,国家有关部门陆续出台的一系列宏观调控政策也开始起作用,石化产业运行态势从下半年起也开始趋稳,到四季度行业步入平稳和小幅回升阶段。图 1和图 2[4]较有代表性地展示出2012年我国石化产业“缓中趋稳,稳中向好”的运行轨迹。
总之,2012年我国石化产业全程运行几渡难关,生产经营业绩前降后升,最终缓中趋好,全年取得了一系列重要进展。
1.1 高油价和低增速条件下中国特色石化运行模式取得成效

2012年,我国石化行业在高油价和低增速条件下践行了中国特色的石化运行模式,其主要内涵:①高油价下石化低成本运行措施有力,资源分配“保、压”得当;②经济增速下降条件下应对市场需求不振措施得当,动态把控石化产能与调节产品结构能力增强。最终,我国新的石化运行模式取得成效,2012年我国石化生产经营业绩总体向好。
1.1.1 高油价下石化降本增效措施有力,资源分配“保、压”得当
目前,我国原油对外依存度已经超过56%,原油价格已经与国际接轨,国内油价调整以布伦特、迪拜、辛塔三地原油价格为参照物,我国不像一些欧美老牌发达国家,它们的石油石化企业“走出去”得早,故能用份额油补充国内原油缺口,我国目前有一半的原油需要在国际期货与现货市场上采购,这在一定程度上推高了国际油价,而原油采购成本在炼化企业生产成本中的比例已经超过90%。因此,高企的国际原油价格反过来又加大了我国炼化企业的成本,这对我国石化产业的经济运行有着极为重要的影响。
从2012年全年国际油价的走势看[5],由于石油资源有限性、美元贬值、地缘冲突、新兴国家能源需求旺盛以及投行等国际炒作等因素,总体上油价高企并在高位振荡,国际原油价格的主要基准布伦特原油期货价格全年平均为111.7美元/桶,与2011年的111.10美元/桶相比略有攀升;全年油价走势以110元/桶为轴线呈阻尼正弦波形上下振荡,8月份后振荡减弱,基本沿110元/桶线走平。分月度看,全年仅6月份一个月油价低于100美元/桶,其余11个月油价均高于100美元/桶,其中有8个月(1~4月份和8~12月份)油价高于110美元/桶,3月份出现过最高峰的125美元/桶。在高企并震荡的油价面前,我国石化企业在降低原油采购成本、提高原油利用效率和提高原油使用价值这三方面应对措施得当。
(1)在原油采购上,将采购性价比相对较高的原油与适度采购劣质化原油的采购策略相结合。在这方面,镇海炼化公司、扬子石化公司、惠州炼化公司等不少石化企业已能够利用线性优化软件测算原油性价比,使原油采购决策定量化、科学化。扬子石化公司原油采购小组认真分析国际形势和原油价格走势,以不突破装置加工设防值为前提,拓展油种和采购渠道,实施原油采购优化战略,运用优化软件适时调整油种结构,避高就低,捕捉“机会油”,降低了成本,增加了效益。高硫原油、重质原油和含酸原油等劣质化原油边际成本较低,但需要有技术支撑以能够经济地、环境友好地加工炼制。
(2)原油利用效率进一步提高。包括推行全流程回收轻烃、降低综合能耗以及降低途耗等一系列措施,着力提高炼油综合商品收率。我国先进的大型炼油企业综合商品收率已经提高到95%以上,中国石化集团公司[6]2011年炼油综合商品率已达到95.09%。中国海洋石油集团公司惠州炼化公司[7]2012年加工原油1500万吨,原油综合商品率从2010年的94.5%提高到2012年的96.1%;综合能耗较去年同期减少5.4%。
(3)提高原油使用价值,资源分配按效益倾斜。通过推行全氢型炼厂降低焦炭收率、考核多产高附加值油品、顶替出非油用途的油品、澄清FCC油浆并回炼(进焦化、重催、渣油加氢、溶脱)、优化石脑油在交通运输燃料、烯烃原料油、芳烃原料油三者的分配比例以及强化炼油轻烃回收用作烯烃优质原料等措施来利用好每一个分子,从而整体提高原油使用价值。如扬子石化公司完善汽油增产调和模型,跨厂组织扩大高值油品调和资源量,增加高附加值的汽油产出比;还优化利用西气和川气,加大天然气原料化利用比例,顶替液化气、重油等,实现原油资源利用高值化。
1.1.2 动态把控在役石化产能与调节产品结构能力增强
2012年成为化工行业形势最为严峻的一年,全球范围内化工行业受到世界整体经济低迷的影响,被誉为“石化之母”的乙烯需求比 2011年有一定程度的下滑。为保毛利,全球乙烯产量罕见地整体下降。以美国和日本为例,日本石油化学工业协会发布的统计数据显示,2012年日本乙烯产量创20年来新低,2012年日本乙烯产量614.6万吨,同比减少8.1%,日本乙烯设备的产能利用率为82.3%,除设备维修外,装置基本处于低位运行。美国乙烯12月份的产量为204万吨,较2011年同期下滑2.4%。从毛利来看,毛利水平和2011年相当,东南亚地区2012年乙烯毛利仅下降1美元/吨。
与国际市场乙烯下游产品需求低迷相比,我国乙烯市场需求还处于增长态势,但是增速减小,全年乙烯当量需求约为3218万吨,同比增长2.7%,当量需求增速较2011年下降2.2个百分点。尽管如此,按理2012年我国乙烯产量突破1500万吨应无疑问。然而,我国相对较好的乙烯及下游产品市场在完全市场化了的今天,毫无疑问成为了各国争夺的焦点,尤其是成为了低成本的中东大宗石化产品的目标市场,上半年,我国进口乙烯63.6万吨,同比增幅超过37%;聚乙烯、聚丙烯、聚氯乙烯分别进口358.7万吨、181.2万吨和60.3万吨,分别占同期表观消费量的42.9%、25.3%和8.5%。这一态势给国内石化企业生产经营带来巨大压力。此外,2012年全球乙烯产能增幅较大,共有3套新建或扩建乙烯装置投产,新增的260万吨/年产能集中在我国和沙特,我国新增的140万吨/年乙烯产能在4季度投产。在上述三层市场压力面前,我国石化行业表现得进退有据,在调整产能结构、调整原料结构和调整产品结构方面措施有力。
(1)调整在役产能结构。在国内石化产品市场发生重大变局的压力面前,我国石化企业走向成熟,以效益最佳为生产组织原则,优化在役产能结构,对亏损产品及时降低产能负荷率以保本减亏。主要是以总体物料平衡最佳为原则,调整乙烯与汽油及芳烃在用产能结构。对乙烯链亏损原料和产品实施减产限产,将减下的乙烯链原料转用于增产市场需要的汽油和盈利较好的芳烃链产品“三苯”。以扬子石化公司为例[8],乙烯装置适时降负荷运行,全年减产乙烯近5万吨,减产下游聚烯烃通用料近9万吨;对聚乙烯中盈利能力较强的氯化聚乙烯基础料则将其产能放大,实现单线高负荷运行,产品总量远超年度计划,扬子石化公司因此成为国内最大同类产品供应商。同时,针对2012年芳烃链产品总体盈利能力较好的市场形势,减产乙烯多出的原料石脑油,保障芳烃装置满负荷运行,创造了效益。
(2)调整原料结构。国内大型石化企业以“分子炼油”和“分子化工”新理念,采用按碳数沿产品链优化和以分子价值量大小确定原料资源配置方向的科学优化方法,“宜油则油、宜烯则烯、宜芳则芳”,坚持动态优化原料配置和副产分子再原料化,实现原料分子的最高值转化。2012年首先在乙烯原料多元化和轻质化方面下了功夫。从世界乙烯工业原料发展趋势看,石脑油原料由轻烃取代,即轻质化已成定局。2011年全球石脑油为原料的比例为44.1%,较2007年下降了近9个百分点。美国近年来充分利用页岩气中的乙烷馏分作乙烯原料,与石脑油作原料相比大幅度降低了乙烯成本;中东乙烯厂商业利用天然气副产天然气液作乙烯原料,使大宗石化产品市场竞争力大幅度提高。我国目前页岩气和天然气不富裕,无法大量用作乙烯原料去顶替昂贵的石脑油。但是我国大乙烯均为炼化一体化结构,大炼油的轻烃、LPG、FCC干气、加氢裂化尾油以及碳四抽余油等经过回收、净化、饱和等技术处理后均是乙烯好原料,可以替代昂贵的石脑油。例如,镇海炼化公司[9]打通了炼油装置副产的干气、富乙烷气、饱和液化气、轻碳五等供乙烯裂解装置的输送流程,使炼油低价值产品成为优质乙烯原料,提高了乙烯原料的轻质化率,降低了乙烯装置能耗。2012年,镇海炼化公司100万吨/年乙烯装置对石脑油依赖度仅为50.85%,与全石脑油进料工况相比,能耗降低了约35个单位。又如扬子石化公司每周测算7种乙烯原料的效益排序,用于动态调整原料结构,取得了良好的效益。此外,值得重视的是,比较偏重的原料经裂解能够多产丁二烯和丙烯,对支撑效益相对较好的合成橡胶和丙烯链延伸产品作用明显,先进企业在这方面已经取得了可喜的进展。
(3)调整产品结构,实施差异化战略。2012年,国内石化产品市场发生了重大变局,聚烯烃产品需求不振,针对国内低迷的石化产品市场,我国石化企业2012年在实施差异化,调整产品结构上下了真功夫,在缓解国内的同质化竞争、避免通用大路货千军万马同过一根独木桥的现象方面起了关键的作用。
① 调整液体石化产品链上下游产品产量比例,实现产量结构差异化。一是对环氧乙烷/乙二醇(EO/EG)产品链差异化调整,在对装置进行技术改造以适应多产EO的基础上,在动态比对EG和EO当期市场盈利能力的条件下,提高通常只是作为中间体的EO和最终产品EG这两者中EO的产量比例。在2012年大量国外廉价EG冲击国内市场的情况下,利用国外EO难以长途运输进国内和国内初步形成EO市场的特点,灵活多产EO、压产EG,差异化缓和了EG的同质化竞争,扬子石化公司、上海石化公司等企业在这方面均取得了很好的效果。二是对于苯乙烯/聚苯乙烯(St/PS)产品链,采取技术改造措施,赋予St和PS联合装置差异化运行的能力,能够弹性地分别调节苯乙烯和聚苯乙烯的产量, St市场比PS好时,适时多产苯乙烯并外销,同时减产PS。齐鲁石化公司从2012年10月份起,抓住苯乙烯产品由微利转为盈利的时机,开足马力,连续几个月保持St装置满负荷生产和对外销售苯乙烯,实现了增产增效。
② 调整聚乙烯产品品种和牌号结构,差异化应对中东及煤基聚烯烃通用料的冲击。2012年国内聚乙烯市场面临着三重压力,首先是中东低成本聚乙烯通用产品冲击我国市场;其次是煤化工聚乙烯通用产品占领部分原属于石油聚乙烯的市场;再次是2012年初国内聚乙烯开始的新一轮产能扩张,使全年聚乙烯产能增加160万吨/年;这些因素造成年内多数时间低密度聚乙烯(LDPE)货源充裕,高密度聚乙烯(HDPE)货源相对较少,线型低密度聚乙烯(LLDPE)货源居中。针对上述情况,国内石化企业调整聚乙烯的品种结构,将 LDPE/LLDPE/HDPE的产量比例按市场需求进行差异化调整,实现在低压聚乙烯装置上创造性地生产超高分子量聚乙烯产品,取得了很好的效果。一是动态调整聚乙烯品种结构,LLDPE转产HDPE。针对2012年上半年聚乙烯市场低迷,但相比较HDPE效益较好,也比高压聚乙烯产品的边际贡献高出近千元的状况,对于拥有3种聚乙烯装置的企业,实施了高压聚乙烯压产、线性低密度聚乙烯转产高密度聚乙烯和高密度聚乙烯保产的系列措施,取得了较好的效果。例如,2012年上半年齐鲁石化公司在3套装置间分别实施保产、减产和转产的优化措施。首先,低压装置保产多产高密度产品;高压装置实行减产;线性低密度装置实施转产,停产线性低密度产品,克服技术困难,在线性低密度聚乙烯装置转产亏损相对少的高密度产品牌号DGDA 6098等,实现了转产减亏。二是动态调整聚乙烯品种结构,常规聚乙烯装置生产超高分子量聚乙烯工程塑料(UHMW-PE)。UHMW-PE具有在0 ℃以下仍可保持其工程塑料性能的特长,如自润滑性、耐磨性、耐冲击性、耐疲劳性和耐环境应力开裂性等,广泛用于制造齿轮、轴承、轴套、滚轮、导轨、滑块、阀门、过滤器、人工髋关节等,具有较高的附加值和一定的市场空间。2012年燕山石化公司创新工艺技术,利用常规PE装置成功生产出超高分子量PE工程塑料(UHMW-PE),下游用户试用后对该产品性能和质量较为满意。此举不仅增加了聚乙烯新品种,还对通用聚乙烯产品控量保价起了支撑作用。三是调整聚乙烯牌号结构,高压聚乙烯生产高透明膜料和涂覆专用料。高透明膜料具有更好的成膜性和较高透明度,制成的包装膜有极好的感观效果,特别适用于食品的轻包装。涂覆专用料牌号具有强度高、韧性好、黏合力强、成膜均匀、热封性好等特点,主要用于淋膜纸、杯、碗、标签转贴膜等包装涂布的加工制作等。两种专用料牌号的生产需要调整工艺技术参数,在压力高达300 MPa的超高压装置上调节反应温度和严控工艺参数和引发剂。齐鲁石化公司于 2012年初高压聚乙烯通用产品市场价格大幅下降时,开发了高压聚乙烯高透明膜QLT 04牌号和高压聚乙烯涂覆专用料牌号。2012年底又与国外合作开发出高压聚乙烯涂覆专用料新产品。高透明膜QLT 04牌号比常规产品2102TN26更受到市场欢迎。涂覆专用料牌号市场售价比普通高压聚乙烯每吨高出一千多元。四是调整聚乙烯牌号结构,开发生产耐高温聚乙烯新产品。该产品主要用于加工制作地暖管材等,市场销路较好、价格也高。但需要改变装置的工艺条件和采用新型催化剂。2012年以来,齐鲁石化公司[7]组织技术力量,解决装置生产中“产品夹杂细粉多”、“静电大”、“反应温度易波动”等难题,生产耐高温聚乙烯产品近2万吨,有力促进了生产创效。
③提高聚丙烯烃专用料生产比例,靠新产品专用料赢市场。在国内聚烯烃市场行情持续低迷情况下,开发生产新的聚丙烯(PP)管材料、汽车专用料和高档无纺布专用料等牌号是避开通用料低价竞争局面的有效途径。以扬子石化公司为例,2012年新产品和专用料产量共计约44.6万吨,专用料比例达到 53.8%。其中无规共聚聚丙烯管材料牌号、汽车保险杠 PP专用料牌号、汽车内饰件聚丙烯专用料牌号等年产量均过数万吨,实现了全产全销,盈利能力好。广州石化公司在开发生产高档无纺布聚丙烯专用料 S960牌号上也取得了成功。经过不断地优化调整,已在市场站稳脚跟,产量逐步放大。树脂的加工性能也大幅度提高,从最初的 40 g/m2规格无纺布到可以稳定生产15 g/m2规格无纺布,性能可媲美同类进口产品,已经得到国内高端卫材制品厂商的认可。2012年,广州石化公司共生产S960产品近2万吨。
1.1.3 生产经营业绩总体向好
对于我国石化行业 2012年的生产经营业绩,大致可概括为“产值增加、效益下降”。生产上,炼油实现了成品油的保供和品质升级,但消化高油价造成全面亏损;石化乙烯主动降产,石化主要产品除乙烯及部分后加工产品外均保持了一定幅度的增长,但下游需求不振和同质化竞争等因素导致化工效益下滑,一些大宗品种如基础无机原料、有机化工原料、合成树脂市场价格不但降幅大,而且持续时间长。
(1)生产经营业绩指标。一是工业总产值。根据国家发展改革委员会产业协调司2012年1月30日统计[10],2012年石化产业完成工业总产值10.86万亿元,同比增长 12.9%。其中,化工行业7.2万亿元,炼油行业3.36万亿元。2012年石化产业实现工业增加值同比增长 10%,与国家统计局2013年1月18日发布的1~12月份全国规模以上工业增加值同比增长 10.0%持平。二是实现利润。根据国家发展与改革委员会产业协调司 2012年 1月30日的统计[10],2012年前11个月石化产业实现利润3249亿元,同比下降9.4%。其中,炼油延续政策性亏损,净亏损115亿元,与2011年同期基本持平,主要是由于按照成品油定价机制实行成品油价格调整滞后造成的;化工实现利润3193亿元,同比下降10.7%,预计全年实现利润3800亿元,同比下降10%左右。根据国家统计局2013年1月27日的统计[11],化学原料和化学制品制造业 2012年全年利润同比下降5.9%。
(2)原油加工——交通运输燃料与燃料油的生产。我国石化行业的炼油加工企业基于原油价格高企、汽车进入家庭以及化学品效益下滑的条件,2012年断然采取新的“保、压”措施,即原油炼制主要保交通运输燃料的生产,减供的化工轻油由轻烃及尾油等加以补充。
根据国家统计局2013年1月18日的统计[4],2012年我国原油加工量达到4.68亿吨,同比增加3.7%;与中国石化专家[12]展望的全国原油总加工量将达到4.65亿吨、增幅为4%左右的预计数十分接近。生产成品油2.82亿吨,同比增长5.5%。其中汽油产量为8975.6万吨,同比增加10.3%;煤油产量为2131.4万吨,同比增加13.7%;柴油产量为1.71亿吨,同比增加2.3%。我国炼油企业总体满足了国内对成品油的需求,根据中国石油经济技术研究院预测报告预计,2012年我国成品油需求量在 2.78亿吨左右。此外,全年还生产了燃料油1929万吨,国产燃料油产量虽然同比增加6.6%,但是我国燃料油进口仅比2011年下降0.1%。据中国海关总署近日公布数据显示[13],2012年我国从新加坡、韩国、马来西亚、印尼等国共计进口燃料油2680.8万吨。
中国石化集团公司在 2012年共加工原油 2.21亿吨,同比微增1.81%。生产汽油4055万吨,同比增长9.3%,柴油产量7739万吨,同比微增0.29%。中国石油天然气集团公司 2012年共加工原油 1.47亿吨,同比增长1.7%。据慧典市场研究网讯,我国主营炼厂加工量占全国总量的89%,地方炼厂贡献其余的约11%。
从资源量看,根据工信部网站2013年2月19日最新数据,我国2012年原油产量2.07亿吨,增长 1.9%。原油缺口由进口补充,进口量同比增长7.3%,原油对外依存度达到 56.4%,同比提高 1.3个百分点。全年共进口原油2.71亿吨[14],进口均价为每吨814.2美元,同比上涨5%,共花费2206亿美元。
(3)烯烃产量。据国家统计局2013年1月18日公布的数据[4],我国2012年乙烯产量为1487万吨,比2011年的1519.5万吨下降2.5%。其中中国石化集团公司产乙烯945.2万吨,下降4.47%,中国石油天然气集团公司362万吨,中国海洋石油集团公司壳牌95万吨,其它98万吨。此外,全国丙烯产量1500万吨,比2011年的丙烯产量1400万吨有所增长。
(4)合成材料产量。①合成树脂。据国家发展与改革委员会产业协调司数据[10],2012年我国石化产业共生产合成树脂5213万吨,与2011年的产量4798.3万吨相比,增长5.5%,但相比2011年9.3%的增速,下降了接近4个百分点。2012年前10个月全国合成树脂产量已达到4283.7万吨,同比增长6.3%;11月份全国生产合成树脂445万吨,同比增长1.9%。2012年前11个月我国PVC产量为1204万吨,11月产量为109万吨,全年产量约1313万吨[15]。全年进口合成树脂 2370万吨[14],同比增加2.9%,支出462亿美元。②合成橡胶。2012年我国生产合成橡胶379万吨[10],同比增长7.1%,其中前11个月的产量为346万吨,同比增长7.5%,11月份生产合成橡胶33.8万吨,同比增长15%;12月份生产合成橡胶32.6万吨,同比增长2.9%。
由于受到石化行业整体形势低迷的影响,中国石化集团公司2012年全年生产合成树脂1334.3万吨,合成橡胶93.6万吨,合成纤维134万吨,产量同比2011年均有一定程度的下降。此外,我国全年共生产化肥7432万吨,同比增长10.9%。我国2012年全年及 12月份工业增加值及石化产业主要生产数据列于表1[11]。中国石化集团公司2012年度主要石化产品产量数据见文献[16]。
1.2 世界一流石化建设取得进展
1.2.1 原油加工保持世界第二
2012年我国原油加工能力和加工量继续保持世界第二,仅次于美国,形成了炼油规模超过1000万吨/年的19个千万吨炼油基地。中国石化集团公司和中国石油天然气集团公司成为世界第二和第五大炼油公司,旗下的一些炼厂规模已跻身世界级规模之列。2011年,中国石化集团公司已形成由镇海炼化公司(2300万吨/年)、茂名石化公司(1350万吨/年)、金陵石化公司(1350万吨/年)、广州石化公司(1320万吨/年)、天津石化公司(1250万吨/年)、高桥石化公司(1250万吨/年)、福建炼化公司(1200万吨/年)、上海石化公司(1150万吨/年)、燕山石化公司(1100万吨/年)、齐鲁石化公司(1050万吨/年)、扬子石化公司(2300万吨/年)、青岛炼化公司(1000万吨/年)组成的 11个千万吨炼油生产基地,最大规模的镇海炼化公司加工能力达到2300万吨/年,已经进入世界前二十大炼厂的行列,茂名石化公司于2012年12月5日新建1000万吨/年常减压装置投产成功,原油一次加工总能力超过2000万吨/年。中国石油天然气集团公司已形成由大连石化公司、大连西太平洋公司、抚顺石化公司、吉林石化公司、辽阳石化公司、兰州石化公司、独山子石化公司、广西石化公司组成的8个千万吨炼油生产基地,其中大连石化公司炼油能力达到2050万吨/年。2011年,全国可用原油总加工能力超过5.4亿吨/年[12,17],全年原油加工量达到4.48亿吨,汽、煤、柴油产量达到2.67亿吨,负荷率约为82.5%。
根据中国石油经济技术研究院预测,2012年我国炼油能力新增 3820万吨/年,总能力达 5.78亿吨/年[18],同比增长 7.1%。其中主营炼厂和地方炼厂炼油能力占全国比例分别77%和23%。中国石化集团公司拥有炼厂 35家,原油一次加工能力合计2.68亿吨/年;中国石油天然气集团公司拥有炼厂共计31家,原油一次加工能力合计1.88亿吨/年。两大集团炼能合计达到 4.56亿吨/年,约占全国(含地方炼厂)一次加工能力的70%
我国车用柴油质量全面向国Ⅲ标准升级。大型炼厂不少已经具备生产欧 IV、欧 V标准清洁汽油和清洁柴油的能力,欧V标准清洁汽油和清洁柴油的硫含量小于10 μg/g,产品已经在北京投入了商业供应。
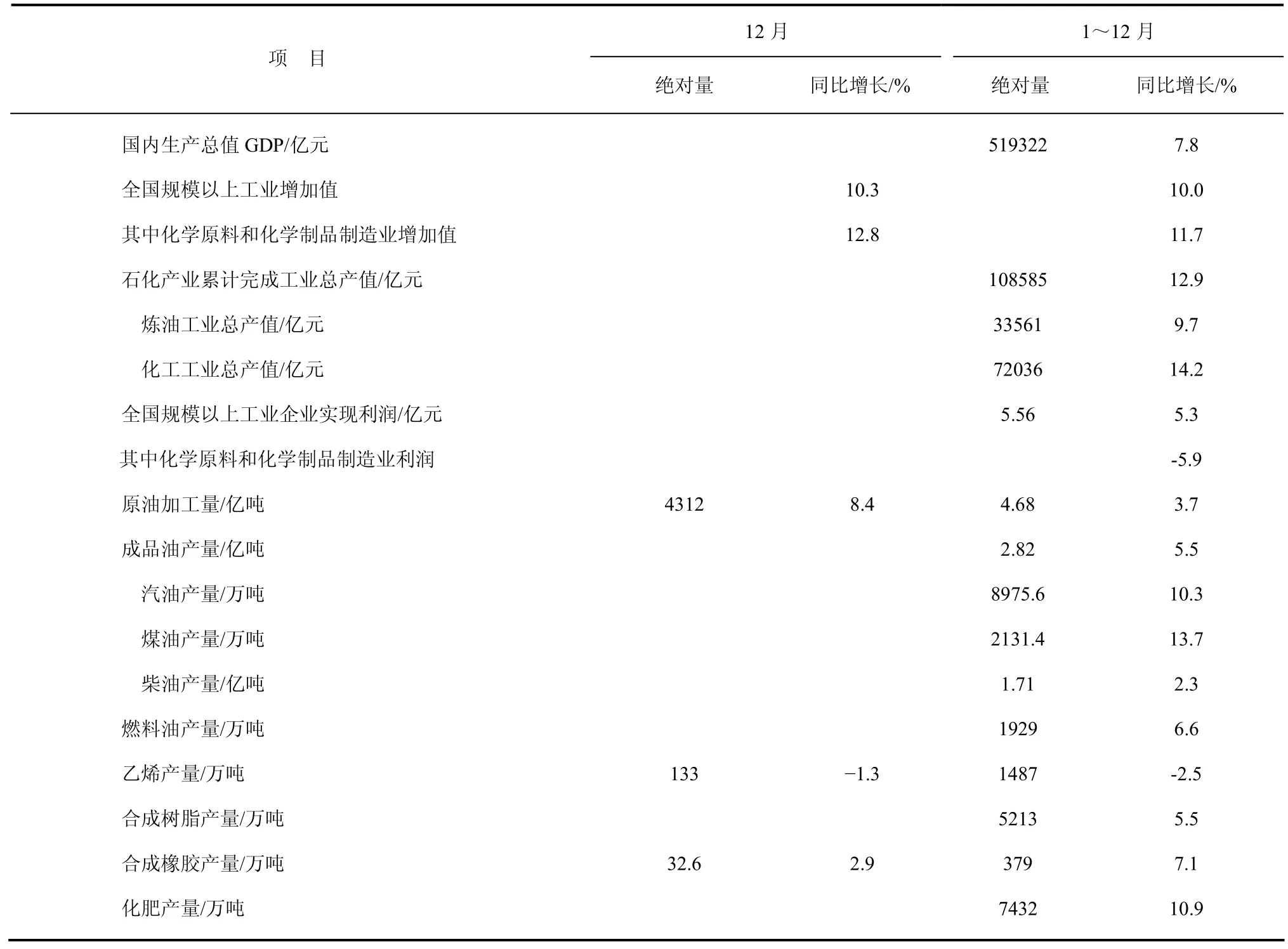
表1 2012年全年及12月份我国工业增加值、利润及石化产业主要产量数据
从最能体现原油利用水平的原油综合商品率[12]看,2011年,中国石化集团公司整体已达到95.1%,中国石油天然气集团公司综合商品率为 93.9%;中国海洋石油集团公司惠州炼化公司[7]2012年的原油综合商品率达到96.1%,2010年时还是94.5%。
炼油综合能耗在 2011年取得进展的基础上又有新进步。2011年中国石化集团公司炼油综合能耗下降到58.06千克标油/吨[12,19],中国石油天然气集团公司炼油综合能耗下降到65千克标油/吨[12]。据中国石化报2012年9月11日报道,镇海炼化公司2011年炼油综合能耗下降到46.16千克标油/吨,居国内先进水平。2012年,中国石化茂名石化公司[20]全年炼油综合能耗降到49.15千克标油/吨,较2011年同比下降0.75个单位;行业炼油节能先进企业镇海炼化公司创造了 2012年月度炼油综合能耗的新低记录,2012年 11月份炼油综合能耗低达 42.99千克标油/吨[21],与2011年同比下降3.77个单位;此外,中国石化集团公司海南炼化公司 800万吨/年炼油装置2012年加工原油921万吨,加工吨原油耗水降低到0.33吨,居国内先进水平。
在先进的炼油产能建设方面。①中国石化集团公司自主建设的 1000万吨/年青岛大炼油和海南炼化全氢型800万吨/年炼油装置,2012年继续稳定满负荷运行,海南炼化公司全年加工原油921万吨,其中吨原油耗水降低到0.33吨,居国内先进水平。②中国石油天然气集团公司2011年建成投运的广西钦州 1000万吨/年炼油厂引进美国UOP先进技术,10套主体装置包括1000万吨/年常减压、360万吨/年重油催化、260万吨/年加氢裂化、200万吨/年连续重整、160万吨/年柴油加氢精制、60万吨/年气体分馏、20万吨/年聚丙烯、80万吨/年汽油醚化、5000吨/年硫磺回收、10万立方米/小时PSA装置,2012年运行稳定。③据南方日报2012年4月28日报道,中委合资广东揭阳2000万吨/年炼油项目于2012年4月开工建设。
1.2.2 化学品生产总量可与美国比伯仲[22]
欧洲化学工业理事会统计 2012年欧洲化学品下降2.0%;美国化学工业理事会统计2012年美国化学品市场增幅为1.5%。美国化学委员会(ACC)在《2012年底化学工业形势和展望报告》中称,2012年,美国多数领域尚未进入景气周期,美国化工产业的总产值达到7651亿美元,折合近5万亿元人民币。相比,我国石化产值可谓一枝独秀,2012年产值达到7.2万亿元。由于缺乏美国化工产业的范畴定义,因此是否超过还需要深入研究,但与美国相比,基本可以估计化工总量上不相上下。当然,在化工产品档次上比较,在高端化学品上我国还有不小的差距,还需要努力追赶。
1.2.3 乙烯生产保持世界第二
2011年全球乙烯生产能力约达到1.41亿吨,美国年产能为2759.3万吨,保持在第一位。
我国已经拥有11个百万吨级乙烯生产基地,随着2012年第四季度中国石油大庆石化公司60万吨/年及抚顺石化公司80万吨/年的新产能投入,2012年我国乙烯年产能达到1660万吨/年,全年生产乙烯1487万吨,列世界第二。
在乙烯装置技术经济指标方面,2012年齐鲁石化公司以石脑油为原料的大乙烯装置的乙烯收率达到 33.16%,双烯收率达到 47.78%,处于较先进的位置。镇海炼化公司[9]大乙烯装置的绩效在国内领先,并在2011年全球115套乙烯裂解装置绩效评价中,被美国所罗门绩效评价机构列入全球第一群组,在国内率先达到世界领先水平。2012年,镇海炼化公司创造了15万吨/年双炉膛液体裂解炉满负荷连续运行120天的长周期运行新纪录。镇海炼化公司还增加了高附加值产品收率作为乙烯装置的新考核指标,高附加值产品收率已经达到60.88%。
乙烯装置综合能耗方面,中国石化集团公司在2011年整体乙烯综合能耗达到 583千克标油/吨乙烯的基础上[19],2012年又取得新进步,大乙烯装置综合能耗2012年创出新低,中国石化镇海炼化公司以石脑油为原料的100万吨/年乙烯装置2012年乙烯产量110万吨,综合能耗为543.9千克标油/吨乙烯,同比下降9.5千克标油/吨,创了中国石化集团公司大乙烯最好水平,已跻身于国际先进水平行列。
1.2.4 合成树脂生产位列前茅
2012年我国合成树脂产能达到6000万吨/年[23]。2012年底聚乙烯产能达到1200万吨/年,聚丙烯产能达到 1359万吨/年,其中聚丙烯生产厂家约 100家,生产装置近120套。国内合成树脂扩能主要集中在聚烯烃领域,PVC新增产能在约150万吨/年;PS新增产能40万吨/年;ABS新增产能20万吨/年;聚乙烯新增产能160万吨/年;聚丙烯新增产能135万吨/年;共计2012年合成树脂新增产能500万吨/年。2012年我国共生产合成树脂5213万吨,在世界上位列前茅。我国合成树脂主要用户是包装、建筑、农业、家电和汽车这5个行业,消费的合成树脂[23]分别占 34%、15.5%、5.6%、10.7%和 5.4%。2012年前11个月我国塑料制品产量为5213万吨,同比增长8.95%。11月份产量为552万吨,全年塑料制品产量约在5760万吨[24]。
1.2.5 合成橡胶生产位列世界首位
在合成橡胶品种上,2012年我国已实现丁苯橡胶(SBR)、顺丁橡胶(BR)、乙丙橡胶(EPR)、氯丁橡胶(CR)、丁基橡胶(IIR)、丁腈橡胶(NBR)和异戊橡胶(IR)以及苯乙烯系嵌段共聚物(SBCs)热塑性弹性体等八大合成橡胶基本胶种的商业化生产,这些通用合成橡胶目前占合成橡胶产量的80%以上。据国际合成橡胶生产者协会(IISRP)的统计数据,世界通用合成橡胶和苯乙烯类热塑性弹性体生产装置总产能2011年达到1597万吨/年,中国、日本、韩国三国产能合计近700万吨/年,占世界总产能的43%。2012年我国新增合成橡胶产能114万吨/年,合成橡胶总能力达到 467万吨/年[25](其中顺丁橡胶和丁苯橡胶产能分别为133万吨/年和159万吨/年),占全球产能的20%以上。2012年我国379万吨的合成橡胶产量,标志着我国已经超越美国成为世界最大的合成橡胶生产国。
1.3 产业转型与升级取得新进展
1.3.1 传统石油化工产业向能源化工产业的转型取得新进展
传统石油化工产业以原油为原料生产烯烃、芳烃、含氧化合物等基本有机原料,并进而生产出三大合成材料等石化产品。能源化工指的是用具有能源属性的含碳资源作原料,通过物理与化学过程加工制造人类建设和生活所需要的材料与交通运输燃料的工业,这些具有能源属性的资源有4类:石油、天然气、煤炭、生物质。我国作为大国,为了确保国家小康发展目标的实现以及可持续发展和国家能源安全的保障,石化产业不能只是盯住石油,因为石油有限,将原料从单一的原油扩展到原油、天然气、煤炭和生物质很有必要,这一转型对原油对外依存度已达56%的我国石化产业现实意义重大。对天然气、煤炭和生物质而言,作为石化原料,要解决3个问题:一是量要足够多,二是价格经济;三是转化技术上有支撑。基于我国富煤、少油、缺气的基本国情,当前转型的重点放在开拓发展基于大型煤气化为平台的现代煤化工,石化界有识之士称其为二次创业。现代煤化工主要工艺路线和产品方案包括煤制油、煤制氢、煤制天然气、煤制烯烃、煤制乙二醇和煤制芳烃,所需要的煤炭资源和相关核心技术正在落实和开发,在政府的支持和引导下,目前项目大都处于工业示范、深度工业示范阶段[26-27]。
(1)现代煤化工顺利融入石油化工生产体系
① 煤制氢技术成为石化炼油企业提高原油利用率的重要手段。现代化的炼油厂均是全加氢型的炼厂,一般一个1000万吨/年加工能力的炼厂,每年需要耗用10万吨氢气。炼油厂传统制氢原料主要有天然气、炼厂轻烃(催化/焦化干气等)、石脑油、石油焦以及乙烯副产甲烷氢。石脑油制氢成本太高,我国炼厂已经弃用,天然气制氢最为经济合理,但是资源有限。而用煤制氢气,在目前我国国情条件下是一个较好的选择,在炼化一体化企业的炼厂,如果原来采用轻烃作制氢原料,那么,由煤制氢顶出的轻烃可以送出作乙烯原料,替代石脑油可多产汽油,因此,煤制氢已经成为石化炼油企业提高原油利用率的重要手段。中国石化集团公司金陵石化公司已通过将原化肥厂水煤浆造气装置改造为10万吨/年制氢装置,示范运行多年取得了很好的经济效益,现已形成成套技术。中国石化集团公司正在石化炼厂推广建设一批煤制氢装置,2012年底,茂名石化公司的10万吨/年煤制氢装置已经竣工。此外,石化企业也加入了大型煤气化技术的开发,单喷嘴冷壁式粉煤加压气化工业化示范炉于2012年6月启动建设。
② 煤制烯烃在中原石化公司运行良好,甲醇制烯烃技术(SMTO)项目通过技术鉴定和安全竣工验收。中原石化公司采用SMTO建成了60万吨/年大型工业示范装置,SMTO技术由中国石化集团公司自主开发,包括有三部分核心技术:一是流化催化裂解甲醇制低碳烯烃的结构改进型 SAPO-34分子筛催化剂与反应工程技术(MTO);二是富含乙烯、丙烯的反应产物的节能净化分离工程技术,属于自主创新,有别于国内同类项目采用的引进技术;三是MTO副产碳四烯烃催化转化制丙烯技术。这一包括低碳烯烃分离在内的 MTO全流程工业技术的国产化在我国还是首次。工业示范装置2年来运行稳定,技术指标先进,双烯收率接近设计值,产品质量合格,未出现重大事故,到2012年底达到满负荷运行,顺利通过了技术鉴定和安全竣工验收。
③ 石油芳烃紧俏,油煤共制芳烃将成现实。甲苯甲醇甲基化(MTX)工业示范于2012年12月27日取得成功,国内首套MTX工业示范装置在扬子石化公司成功完成工业运行试验[28]。该装置依托原有20万吨/年甲苯择形歧化装置经改造而成,采用上海石油化工研究院开发并经工业侧线验证过的催化剂和20万吨/年多床层反应工艺技术工艺包,由洛阳工程公司承担工程设计,装置设计能力为年加工甲苯20万吨,可年产24万吨优质混合芳烃。这一新工艺路线,独辟蹊径,开创了煤化工与石油化工结合并综合利用的新途径,以石化产品甲苯和煤化工产品甲醇为原料生产对二甲苯,在实现煤化工产品高附加值应用的同时,可对传统联合芳烃工艺路线生产对二甲苯的原料石脑油实现顶替,而节省石脑油对缓解石油资源紧张、抑制油价高企有着重要作用。
④ 抵御中东石油乙二醇冲击,石化企业转进煤制乙二醇[29]。中国石化集团公司积极推进煤合成气制乙二醇工业示范,于2012年将其列入“十条龙”攻关项目。扬子石化公司于2012年6月建成1000吨/年合成气制乙二醇中试装置。上海石油化工研究院研发的合成气制乙二醇技术在此套装置上进行了验证放大,经长达半年的运行,进行了5次长周期试验,完成了96小时满负荷连续运行考核,在工艺的可行性、乙二醇质量、催化剂性能等方面取得了成功,其中突出的是产出的乙二醇产品纯度达到99.92%,达到了聚酯级乙二醇产品紫外透光率等各项指标的要求;同时工艺的可行性和催化剂的有效性也得到很好的验证与改进。目前已经申报了国家专利2项,中国石化集团公司专有技术14项,上述技术开发进展为编制建设大型工业装置所需的技术工艺包打下坚实基础。目前,20万吨/年合成气制乙二醇工业示范装置已在开工建设。
当前,我国石油路线乙二醇生产受到来自中东乙二醇的现实冲击。由于在石油路线的乙二醇生产中,乙烯原料占据了约80%的成本,中东乙烯成本低,所以优势明显,强烈的冲击不仅拉低了乙二醇的市场价格,还时常造成我国乙二醇装置降负荷运行甚至转产中间产品环氧乙烷。应该说,煤制乙二醇对石油乙二醇是有成本优势的,但是由于我国已经建成的煤制乙二醇示范装置生产的乙二醇质量档次达到聚酯级还有一定差距,目前用于防冻液等用途,同时装置多产中间产品草酸,因此,能否抵御中东乙二醇的冲击还无法检验。应该说,人们都期盼着中国石化集团公司的这套能够生产聚酯级产品的煤制乙二醇工业示范装置在抵御中东乙二醇冲击方面真正能够有所作为。
(2)石化介入生物质化工取得实质性进展
① 试产生物航空煤油。生物航煤作为一种以可再生资源为原料生产的航空煤油,与传统航煤相比,在整个生命周期中具有很好的二氧化碳减排作用。生物航煤正规称为航空涡轮生物燃料(aviation turbine biofuel),由石油基航煤与航空生物燃料调合制得,其中航空生物燃料又称生物基合成石蜡煤油(bio-synthetic paraffinic kerosene),在航空涡轮生物燃料中,生物基合成石蜡煤油调合体积分数低于50%,其余为传统化石航空喷气燃料[30]。欧盟为推广生物航煤而新设立并于 2012年生效的航空“碳税”向石油基航煤提出了挑战。我国是石油基航煤生产大国,也是航煤消费大国,年消费量近2000万吨。作为应对之策,我国石化企业为尽快向民航公司提供生物基航煤,快速启动了生物基航煤的研制与生产,并在2012年取得了重要进展。一是中国石油天然气集团公司非粮航空生物燃料合作生产及验证飞行取得成功[31]。中国石油天然气集团公司与美国霍尼韦尔公司通过技术合作,以小桐子为原料生产了批量航空生物燃料,经与石油基航煤掺调,配制成功15吨生物航煤试飞用油,2011年底应用于国航波音747-400型客机,在验证飞行中获得成功,满足飞行高度、加速性能和发动机重新启动等各项技术指标要求,完成了国家能源局项目规定的任务,后续将继续进行技术合作,建设年产数万吨航空生物燃料的炼制装置。二是中国石化集团公司已自主研制生产出第一批 70 吨生物航煤燃料[32]。航煤产量占到国内产量 70%的中国石化集团公司从 2009年起就启动了生物航煤的研发,中国石化石油化工科学研究院(RIPP)先后完成原料筛选、技术路线设计、工艺条件优化、催化剂配方定型等研究,解决了原料来源不足和产品低温性能等方面的难题,开发成功了具有中国石化自主知识产权的生物航煤生产技术,能通过催化加氢工艺将动植物油脂转变为生物航煤燃料,工业放大在镇海炼化公司杭州炼油厂改建的一套 2万吨/年生物航煤燃料工业装置上进行,该装置可年产6000吨生物航煤燃料,与此同时,在镇海新建了生物航煤调合设施。镇海杭炼生物航煤工业装置于 2012年一季度首次运行共产出了70吨生物航煤燃料,其不仅符合航空涡轮燃料规格标准,而且与石油基航煤的掺混性好,在镇海炼化公司的调合设施上将生物航煤燃料与石油基航煤按要求的比例调合配制出 1号生物航空煤油产品。2012年3月中国民用航空局正式受理了中国石化集团公司提交的此批生物航煤适航审定申请。一旦实验室性能检测、相容性试验等审定通过,与中国石化集团公司合作的中国航油及有关航空公司将进入验证试飞审定阶段,验证试飞试飞成功并确保航空器使用安全后,中国石化生物航煤将有望进入民航的商业飞行。
②生物法制取丁二酸进入示范阶段。作为中国石化集团公司生物质资源替代化石资源的技术开发课题,2012年开始设计建设的1000吨/年生物发酵法制丁二酸中试装置于2013年1月在扬子石化公司建成中交,该装置依托扬子石化公司现有装置及公用工程配套设施,采用中国石化集团公司与高校科研单位共同开发的生物发酵法合成丁二酸技术。生物法制取丁二酸可利用丰富的可再生农林生物质资源作为主要原料,有利于节能减排、减少对石油等不可再生资源的依赖,免受石油价格波动的影响,千吨级示范装置的建成,将加速推进生物法制取丁二酸技术的开发进程,也表明了大型石化企业集团进入绿色低碳“生物炼制”崭新领域的勇气与胆略。
(3)天然气化工
天然气是接替石油的最现实的能源资源,目前已经在美国显现出巨大的影响,美国页岩气用于生产乙烯使美国的乙烯产业竞争力大幅度增强,美国乙烯及下游聚烯烃等产业进入了欣欣向荣的新时代,2012年美国化学品市场增幅达到 1.5%,化工行业表现要优于其它行业。我国目前常规天然气产量不够大,属于非常规页岩气资源开发刚起步,作为清洁燃料和优质化工原料常常顾此失彼,天然气化工大规模发展受到制约。但是在天然气产地附近,发展能生产高附加值产品的天然气化工产业还是可能的。此外,考虑到“走出去”开拓资源过程中份额气就地化工利用的需要,还有应当跟上世界步伐,开发天然气化工储备技术。
①天然气制乙炔产品链向世界一流迈进[33]。天然气经部分氧化可以生产乙炔。乙炔是合成醋酸乙烯重要原料,而部分氧化生产乙炔时的尾气是合成甲醇的好原料,甲醇与天然气经造气生产的合成气进行羰基合成可以生产醋酸,醋酸再与乙炔反应生成醋酸乙烯(VA),醋酸乙烯用于生产高附加值的乙烯-醋酸乙烯共聚物(VAE)。2012年2月,30万吨/年醋酸乙烯装置在中国石化四川维尼纶厂建成投运。依托普光气田天然气和世界领先水平万吨级天然气部分氧化制乙炔核心技术优势,四川维尼纶厂已成为国内最大的天然气化工企业,主要产品聚乙烯醇、VAE、甲醛、甲醇等已经具备规模效应,还与新疆美克集团在新疆库尔勒合资建设 2.16万吨/年的乙炔装置。四川维尼纶厂天然气制乙炔产品链向世界一流的迈进,推动着建设世界级天然气化工企业的进程。
② GTL储备技术。GTL是指将天然气转化为石脑油、柴油、润滑油基础油等液体产品的工艺技术,包括气化、费托合成及产品改质等工艺过程,其中费托(F-T)合成技术是最为关键的控制技术。GTL工艺受到世界大型跨国石油公司的青睐[34]。壳牌石油公司在马来西亚建有75万吨/年固定床GTL装置,在卡塔尔建有与卡塔尔石油公司合资的GTL珍珠(Pearl)项目[35],产能在14万桶/天(约 500万吨/年)。第一条生产线于2011年年底生产出GTL柴油,于2012年第一季度满负荷运行。第二条生产线2012年年中投产,生产柴油、煤油、润滑油、石脑油和石蜡。
我国费托合成技术开发已进入工业示范阶段,煤炭企业近年来已取得重要进展[36-37],已建成伊泰16万吨/年、潞安16万吨/年和神华18万吨/年三大煤间接制油项目。其中内蒙古伊泰16万吨/年装置2010年7月达到满负荷稳定运转,通过了中国国际工程咨询公司的考核验收。兖矿榆林100万吨/年煤间接制油商业化示范项目目前处于建设阶段,项目采用自主开发的大型费托合成浆态床反应器,建成后将年产约78万吨柴油和25万吨石脑油。
拥有化学工程技术优势和一定天然气资源的石化企业对费托合成技术也日渐重视,中国石化集团公司正在加紧开发具有自主产权的以柴油和润滑油基础油为主要产品的天然气制合成油(GTL)/煤制合成油(CTL)成套技术[38],其中固定床费托合成技术于 2010—2012年已取得重大进展。一是RIPP开发的新型 RFT-2催化剂在完成吨级放大和工业化生产;二是开发出了能有效控制反应强放热的固定床平稳开工与运行技术;三是上述催化剂和改进工艺在在镇海炼化公司3000吨/年固定床费托合成中试装置上成功运用,在原料气高转化率条件下实现稳定运行1000小时,产出GTL合成油180吨[39],工艺技术指标先进。
费托合成浆态床工艺启动晚于固定床,为加快开发速度,中国石化集团公司与美国合成油公司(Syntroleum)进行技术合作[40],并于2007年投资建设浆态床GTL示范装置和5700吨/年CTL中试装置[41]。规模约为10万吨/年的浆态床费托合成示范装置在镇海炼化公司建成后,进行了连续运行试验,据www.sinopectv.com网2013年1月20日报道,在打破美国合成油公司连续运行纪录的基础上,2012年8月已生产出合格的GTL产品,取得了突破性进展。
费托合成产物工业规模应用研究与高附加值产品开发已由中国石化集团公司于 2011年全面启动。GTL/CTL合成油经常规后处理可得到石脑油、柴油、石蜡等石化产品,其中的合成蜡是高质量基础油和高熔点石蜡[42]的好原料。RIPP合成蜡加氢提质实验室中试结果表明,所得基础油黏度指数高、氧化安定性好、蒸发损失低,可用于调配生产APIⅢ类以上的高档润滑油。所需的合成蜡加氢提质工业示范装置依托河南油田精蜡厂规模上相适应的3000吨/年蜡加氢装置[43],2012年进行了相应的改造和完善,如建立常减压分馏系统等,以满足进行F-T合成产物改质的工艺试验要求。
1.3.2 石化产品升级取得新进展
(1)成品油加快清洁化升级。一是清洁汽油生产方面。我国炼油企业已经具备国Ⅲ清洁汽油生产能力,并从2010年7月1日起就生产并在全国范围内供应硫含量降至150 μg/g以下的国Ⅲ标准清洁汽油。从2012年1月底起又成功生产并在全国范围内供应含硫量小于350 μg/g的国Ⅲ标准车用柴油。此外,我国部分炼油企业已经具备更高档次清洁汽柴油的生产能力,从2008年1月1日起,生产并供应北京京标Ⅳ车用汽柴油;从2009年11月1日起,生产并供应上海沪Ⅳ车用汽柴油;从2010年8月1日起,生产并供应广州粤Ⅳ车用汽柴油。京沪穗三地率先执行的相当于欧Ⅳ排放标准的车用汽柴油地方标准,硫含量均降至50 μg/g以下。从2012年5月起,生产并供应北京硫含量在10 μg/g以下(同欧Ⅴ标准)的京Ⅴ标准高清洁汽柴油。
我国石化企业持续推进清洁产品生产能力建设。2012年,中国石化集团公司又有一批油品质量升级工程投产,包括洛阳石化公司油品质量升级改造工程、长岭公司800万吨/年油品质量升级改造、广州石化公司200万吨/年柴油加氢改质工程、燕山石化公司京Ⅴ标准汽柴油项目等,尤其燕山石化公司生产出硫含量10 μg/g以下、符合欧Ⅴ标准的汽柴油,2012年5月份供应北京市场。此外,中国石化集团公司的一批油品质量升级改造工程 2012年也陆续开工,包括金陵石化公司1800万吨/年油品质量升级改造工程、武汉石化公司油品质量升级炼油改造二期项目、石家庄炼化公司油品质量升级及原油劣质化改造工程和扬子石化公司油品质量升级及原油劣质化改造项目等。扬子石化公司甚至在油品升级改造新装置尚未建成投产的情况下,依托现有条件,合理优化催化裂化装置的原料,对工艺操作指标进行调整,生产出硫含量100 mg/L以下的汽油调和组分油,经调和后成功试生产了首批国四汽油。
(2)化学品向高端化升级取得新进展[44]。一是部分通用合成材料向高端化升级,2012年新的专用牌号比例又有提高,我国石化企业已经能够用通用原料乙烯、丙烯和高端共聚单体1-己烯、醋酸乙烯等并结合应用新型催化剂,生产出了高档的EVA、CPE、茂金属PE、耐热PE、PE100管材料、高压电力电缆料、HDPE大中空料、超高分子量PE、透明 PP、可发泡 PP、三元共聚 PP、汽车专用 PP等新的改性聚烯烃专用牌号。二是提高专用化学品份额。2012年以来,我国石化企业在提高专用化学品份额方面取得新进展。已能够大规模生产 PO、EO、ECH、AN、MDI、CPL、PPG、AA/AAE、丙烯酰胺、2-丙基庚醇等专用化学品,品种和产量又有所增加。其中中国海洋石油公司延伸产业链,在广东省惠州市建成 20万吨/年丙烯酸及酯项目[45]2012年10月成功投产,产品包括丙烯酸、丙烯酸甲/乙酯、丙烯酸正丁酯、丙烯酸异辛酯等,主要用于环保型涂料、黏合剂及高吸水性树脂等行业和领域。
(3)提高化工新材料份额。2012年以来,我国石化企业在提高化工新材料份额方面取得新进展。已能够大规模生产 PC、PU、PBT、SEPS、UHMWPE、UPR、EPR、POM、SAP等化工新材料,品种和产量又有所增加。其中燕山石化公司6万吨/年PC合资装置2012年运行稳定。国内规模最大的6万吨/年特种热塑橡胶SIS/SEBS装置于2012年9月在巴陵石化公司建成投产,由一套年产4万吨的SIS装置和一套年产2万吨的SEBS装置组成;此外,巴陵石化公司汽车涂料树脂、邻甲酚醛树脂等特种环氧树脂产量达到2.4万吨/年。高桥石化公司聚氨酯原料聚醚产品被全国质量协会和全国用户委员会评为2012年全国满意产品,乙醛含量5 μg/g以下,符合国家《乘用车内空气质量评价指南》标准,成为上海大众公司、上海延峰公司的主要聚醚供应商。
1.4 石化技术进步取得新进展
为实现“建设世界一流能源化工公司、建设世界一流能源公司”的发展目标,2012年,我国石化行业围绕加快结构调整,促进产业升级,转变发展方式,走差异化道路的主体目标,在装置大型化、重油加工、油品质量升级、节能减排与绿色低碳、增加高端及高附加值产品、提高差异化生产能力、发展现代煤化工等方面技术创新与开发取得了新进展。
1.4.1 炼油技术进步
(1)加氢技术方面。①我国自主开发成功柴油液相循环加氢技术[46]。柴油液相循环加氢技术与传统滴流床加氢技术相比,由于甩掉了循环氢压缩机,节能作用显著,可降低能耗40%~50%。同属中国石化集团公司“十条龙”攻关项目的 260万吨/年上行式柴油液相循环加氢技术和 150万吨/年上进料柴油液相循环加氢技术相继工业化成功。石家庄炼化公司 260万吨/年柴油液相循环加氢工业装置是2011年12月23日实现开车一次成功,生产出合格产品的,装置采用的上行式柴油液相循环加氢技术由 RIPP、中国石化工程建设公司(SEI)和石家庄炼油厂等共同开发。九江石化公司 150万吨/年柴油液相循环加氢装置是2012年1月13日一次开车成功的,精制柴油产品总硫含量小于50 μg/g,装置采用上进料的柴油液相循环加氢技术(SRH)和新研制的高温循环油泵等核心设备,由中国石化抚顺石油化工研究院(FRIPP)、中国石化洛阳石油化工工程公司(LPEC)和九江公司及长岭公司等共同开发。②燕山石化新建规模为20标立方米/小时炼油弛放气制氢气装置于2012年5月建成投产。据《炼油技术与工程报道》2012年第6期报道,装置以炼油厂各临氢装置的弛放气为原料,包括干气提浓制乙烯、汽油吸附脱硫等临氢装置弛放气中富含30%~40%的氢气资源,以往这些宝贵资源大多排入燃料气管网系统做燃料。装置采用膜分离技术进行选择性分离制得高浓度氢气,每年可加工弛放气11万吨,氢气回收率达79%。
(2)重油加工技术方面。①中国石化集团公司开发的 5万吨/年沸腾床重质渣油加氢工业验证装置开始建设。②超重油轻质化关键技术工业化试验取得成功[47]。针对委内瑞拉超重油轻质化关键技术,中国石油天然气集团公司组织攻关,形成焦化加工、减黏处理等技术工艺包。开发的委内瑞拉超重油渣油延迟焦化技术,在100万吨/年装置上实施了工业试验,采用100%委内瑞拉超重油减压渣油,应用供氢体循环抑制结焦等关键技术,安全平稳加工减压渣油3万余吨,焦化液收大于60%,加热炉热效率达到92%以上。此前全球只有美国两家公司拥有委内瑞拉油焦化加工技术,在委内瑞拉和美国的8家炼厂实现应用,加工百分之百的委内瑞拉超重油渣油。自主开发的委内瑞拉超重油渣油供氢热裂化轻质化处理技术(HDTC)在40万吨/年和100万吨/年装置上进行了工业试验,经供氢热裂化处理,委内瑞拉超重油黏度降低率大于99%,改质油通过长周期储存稳定性试验,可满足远洋船运对船用燃料油黏度和稳定性的要求,超重油轻质化关键技术工业化成功将为建设中的揭阳大炼油项目提供技术支撑。③催化油浆经过滤或加剂沉清制备澄清油。这对提高轻收或多产高附加值油品是一个新途径。催化油浆经过滤或加剂沉清去除催化剂粉末后可安全地进焦化回炼、用作船用燃料油调和料、进溶脱或糠醛抽提制备高附加值的抽出油用作合成橡胶填充油。金陵、长岭、九江、天津、华北、济南等地方炼厂都取得进展。四是辅以自动翻盖机等先进技术,焦化生焦周期缩短到18小时。
(3)油品质量升级技术方面[48]。2012年,为了实现汽油质量升级到国三、国四和国五的需要,石化企业重点在汽油质量升级技术开发上下了功夫,取得了一批成熟技术,如中国石化集团公司的S-Zorb技术、RSDS技术和中国石油天然气集团公司的DSO技术等。为使汽油达到超低硫含量,即国五汽油要求硫含量小于10 μg/g,技术选择上采用原料加氢预处理-催化裂化-汽油后精制组合工艺路线已成为共识。其中催化汽油后精制深度脱硫技术选择上,国内采用吸附脱硫和加氢脱硫路线的都有,加氢脱硫路线包括中国石化集团公司的RSDS技术和IFP的Prime-G等;吸附脱硫路线是中国石化集团公司的 S-Zorb技术,2011—2012年开发成功新一代S-Zorb汽油吸附脱硫成套技术,实现了吸附剂的国产化制造与供应,创新了吸附剂再生尾气无害化处理技术,并开发出90万吨/年、120万吨/年、150万吨/年新一代S-Zorb国产化工艺包,相继建成一批工业化装置。
1.4.2 乙烯技术进步
(1)成套大型乙烯装置技术独立开发取得新突破。我国采用合作开发但具有自主产权的大型乙烯技术先后建成了多套大乙烯装置,在此基础上,中国石化集团公司组织所属的北京化工研究院(BRICI)、中国石化工程建设公司(SEI)和南京工业炉联合研究所自主开发具有独立知识产权的大型乙烯成套技术,包括节能型前脱丙烷前加氢乙烯深冷分离工艺包及催化剂、15万吨级双炉膛裂解炉技术等大批专利与专有技术和国产化大型压缩机、冷箱等关键设备,总体技术达到国际先进水平。2009年,在时任湖北省主要领导人支持下,中国石化集团公司和省政府共同决策,采用此国产化大型乙烯技术在武汉投资建设80万吨/年大乙烯装置,国家对中部地区采用国产化技术建设大乙烯装置给予了支持,开了绿灯,项目可研经国家发展与改革委员会核准,建造工程于2010年启动,2012年底装置已基本建成中交,2013年在开车准备完成后将择机投产。
(2)创建成功首台乙烯装置样板炉。乙烯装置一直是耗能大户,其中乙烯裂解炉的能耗又占整个乙烯装置能耗的70%以上。为打造世界一流的乙烯装置水平,中国石化集团公司依据国外先进的裂解炉标准,创建乙烯装置样板炉,为其它裂解炉改造提供参考标杆。样板炉集成采用了众多先进节能技术,包括属于中国石化集团公司专有技术的CBL炉管构型、改进型废锅、低NOx辐射段烧嘴、内嵌扭曲片型强化传热炉管、对流段高效换热管束,以及超声波除灰器、风机变频调速技术和新型高等级保温材料等。第一台乙烯裂解样板炉于 2012年 5月在扬子石化公司建成,投料开车后两周的稳定运行结果显示,性能达到世界一流水平,其中裂解炉外墙温度降低到70 ℃以下,热效率达到95%以上,满负荷生产运行周期达80天以上。
1.4.3 开发自主产权大芳烃技术取得重要进展
芳烃和乙烯是石油化工的两大支柱,自 20世纪80年代起的石化建设突飞猛进,但是关键技术往往需要从国外引进。我国是世界芳烃产品对二甲苯(PX)第一生产大国和消费大国[49],2012年我国PX产能950万吨/年,PTA产能2646万吨/年,2011年PX自给率仅58.5%。但是长期以来一直没有自己完整的芳烃成套技术,一直用巨资引进国外技术的方式建设芳烃生产装置。2012年,我国成为世界上第三个具有自主知识产权芳烃成套技术的国家,中国石化集团公司组织RIPP研发了Rax系列吸附剂、SRIPT开发了甲苯歧化技术与催化剂、LPEC、RIPP开发了百万吨级第三代催化重整技术与催化剂、RIPP开发了芳烃抽提技术和异构化工艺技术及催化剂、SEI开发了塔内构件工程技术以及扬子石化公司建成了 3万吨/年 PX吸附分离工业示范装置,经工程放大验证和示范装置的长周期运行,开发成功了建设国产化百万吨级芳烃联合装置所需的技术工艺包。
1.4.4 石化产品差异化生产技术取得新进步
我国石化行业深深感受到世界化工市场重大变局带来的冲击,轻质原料优势使美国乙烯产业链整体竞争力上升。我国化工市场不仅受到中东低价通用品的冲击,又面临来自欧美的高端便宜货的挑战。我国石化行业为避开低端、低附加值产品的竞争,决定走差异化道路,首先将产品差异化生产技术开发提到议事日程,2012年,我国石化行业产品差异化生产技术进步取得了重要进展。
(1)专用化学品技术进步。①“抗菌 PP新产品开发”于2012年进入工业转化阶段,以加快聚丙烯的差异化。丙烯主要用于生产聚丙烯,占全国丙烯总消费量的70%,其次是丙烯腈、环氧丙烷等其它产品。下游需求不振,产品低端化也是困扰聚丙烯行业的一大问题。国内聚丙烯市场出现了低端产品单一过剩、高端产品紧缺的状况,如聚丙烯总用量的50%左右用于编织袋、打包袋和捆扎绳等编织制品行业,因门槛较低,以中小企业生产为主,产能过剩,竞争激烈,企业开工率低,经营惨淡。抗菌塑料已广泛应用于家电、纺织、玩具等多个领域。然而,目前国内尚没有抗菌聚丙烯专用料,国内家电企业只能通过加入抗菌母粒的方法制备抗菌产品,加工过程中易产生团聚、变色、热分解等问题,如果能在装置造粒过程中直接生产抗菌聚丙烯,既可保证产品质量的稳定,又能满足塑料下游加工企业对差异化产品的需求。②高桥石化公司正式用自产胶替代进口胶生产ABS。高桥石化公司历时3年,用自产的丁苯橡胶替代进口橡胶生产 ABS工业性试验获得成功,2012年起已投入正式生产。该公司ABS联合装置的盈利能力受进口橡胶的成本制约,盈利能力欠佳。高桥石化公司2010年开始决定在改进丁苯橡胶基础上用自产胶作为原料生产 ABS产品,就逐步提高替代比例进行了工业性试验。用自产丁苯橡胶生产 ABS的成本比使用进口橡胶低25%左右。③2万吨/年SEPS生产成套技术工艺包开发成功,巴陵石化公司建设国内首套SEPS工业化装置。SEPS是新型热塑性橡胶,由热塑性弹性橡胶SIS加氢制得,具有良好的透明性、柔韧性及抗冲击性,用于润滑油增黏、电缆与光缆填充剂,金属与塑料黏结剂,我国SEPS产品全部依赖进口。2012年8月,中国石化集团公司开发了年产2万吨/年SEPS生产成套技术工艺包,在SEPS加氢度、成品中金属离子含量方面取得突破,具有自主知识产权,3个牌号的SEPS产品可分别用于光缆、油膏、透明弹性体,产品性能与国外同类产品相当。巴陵石化公司已启动2万吨/年SEPS生产装置的建设。④我国异戊橡胶工业生产新技术开发取得新突破。异戊合成橡胶因其结构最接近天然橡胶,素有“合成天然橡胶”之称,可部分替代天然橡胶应用于轮胎、医疗制品制造等行业,我国每年仅轮胎工业异戊橡胶市场容量就达40万吨左右。世界上仅俄罗斯拥有成熟的生产技术。中国石化集团公司“十条龙攻关项目”之一的万吨级异戊橡胶工业生产技术开发取得重要进展,2012年,3万吨/年异戊橡胶装置在燕山石化进入建设阶段。以燕山石化公司碳五分离装置产出的聚合级异戊二烯为原料,采用北京化工研究院燕山分院与燕山石化公司合作开发具有自主知识产权的稀土催化聚合异戊橡胶技术和聚合反应工艺,设备也实现了国产化。2013年1月,中国石化集团公司首套异戊橡胶生产装置建设顺利中交。此外,中国科学院开发的稀土异戊橡胶生产新技术也进入工业实施,据中国科学院网站2012年9月26日报道,山东神驰石化公司应用中国科学院长春应用化学研究所开发的聚合、凝聚和后处理工程技术以及高活性、高顺式定向性、分子量及其分布可控的稀土催化体系,在2012年9月建成3万吨/年稀土异戊橡胶工业化生产装置。五是丁腈橡胶成套工艺技术开发成功。采用双塔串联工艺等创新的工艺流程、改进型聚合釜、新的乳化技术、凝聚系统用氯化钙替代浓硫酸,在兰州石化公司建成我国单线产能最大的2.5万吨/年丁腈橡胶装置,2012年实现了连续长周期运行,生产的新牌号橡胶分子量调节准确,脱气乳胶的残留丙烯腈含量(AN<50 μg/g)低,性能超过同类产品。
(2)化工新材料技术进步。①我国石化企业全力加速高性能纤维工业开发[50]。2012年在碳纤维、芳纶纤维、高强高模 PE纤维中试、工业示范装置技术开发上取得新进展。②石化介入EVOH取得进展。EVOH是乙烯-醋酸乙烯共聚醇解物,是一种高技术、高性能、高附加值的功能高分子材料,广泛用于高阻隔性的包装膜、汽车油箱、塑料啤酒瓶等,目前国内生产尚属空白。中国石化集团公司已在一年前进行EVOH树脂研制,作为集团公司级科技攻关项目,上海石油化工研究院川维分院2012年在 EVOH树脂的聚合制备和熔融加工吹膜技术上取得重要进展[51]。此外,我国石化企业在碳五/碳九加氢石油树脂、PB-1树脂、COC透明树脂等化工新材料制造工艺研发上也取得了新进展。
1.4.5 支撑石化产业“可持续、绿色、低碳”发展的关键技术取得进展
2012年,一批支撑石化产业“可持续、绿色、低碳”发展的技术开发进入工业示范阶段,并取得阶段性成果。
(1)石化可持续发展的关键技术取得新进展。①在中原石化公司建成的 60万吨/年甲醇制烯烃(S-MTO)技术工业示范装置投产运行一年后通过项目验收和技术鉴定,开始进入工业推广阶段。②合成气制乙二醇成套技术开发成功20万吨/年工艺包,着眼于发展战略性新领域技术,推进煤的高效清洁利用,形成非石油路线生产乙二醇的新兴产业,有利于缓解石油资源匮乏。③为帮助我国航空业突破国际环保壁垒,即欧盟推出的要求进出欧盟的飞机燃料中加入一定比例的生物航煤的“绿色天空”计划,否则要缴纳相应的碳排放费,两大集团加速生物质生物航煤技术开发。中国石化集团公司将生物质油加氢生产生物航煤技术开发及工业应用其列入“十条龙”攻关项目,进入工业转化与示范阶段,项目将利用非粮植物油加氢制备出无硫、无芳烃的喷气燃料,以传统石油炼制技术开发为主业的 RIPP已全力介入这一生物质化工技术的开发。④支撑石化介入生物炼制领域所需的关键技术开发取得新进展[52]。中国石化RIPP开发成功酯交换生产生物柴油技术并实现了商业化应用。为提高生物柴油的竞争力,针对酯交换生产生物柴油联产的甘油,FRIPP进行了甘油发酵生产PTT聚酯原料1,3-丙二醇的成套技术开发,在20 m3发酵示范装置上,甘油发酵液中1,3-丙二醇的浓度可达90 g/L,发酵和分离提取全流程已全线打通,目前发酵法生产 1,3-丙二醇路线在经济上已经具备较强的竞争力。作为聚乳酸原料的L乳酸的生物制取,也己在FRIPP的以野生橡实粉糖化发酵中试发酵装置上取得成功。此外,2012年我国在用生物质制取燃料乙醇技术方面也取得阶段性进展[52-53],在秸秆主要成木质素、纤维素和半纤维素的分离方面已取得进展;在纤维素水解方面,针对纤维素直链β型结晶高聚物上的糖苷键难于接近纤维素酶进行反应的难点,开发新的水解工艺与新型纤维素酶也取得了新进展。中国石化集团公司和中粮集团、诺维信公司三方共同进行了以玉米秸轩为原料生产燃料乙醇的产业化研究,FRIPP也开展了以甜高粱汁为原料生产燃料乙醇的研究。此外,利用纤维素乙醇制乙烯技术方面上海石油化工研究院和天冠集团都进行了有益的探索[54]。
(2)FCC烟气脱硝关键技术取得新进展[55-56]按国标GB16297—1996要求,现有的FCC装置再生烟气中 NOx排放量必须小于 120 mg/m3,而自2011年7月起,新建的FCC装置再生烟气中NOx排放量必须小于50 mg/m3,否则环评不予通过[57]。FCC装置再生烟气中NOx排放量与原油种类和催化原料油种类有关,一般在350 mg/m3上下,需要增设烟气脱 NOx系统。由于我国目前还没有成熟的FCC再生烟气脱硝商业化技术,近年来不少石化企业引进应用了国外技术,可一体化脱除尾气中的硫、粉尘和NOx。但存在技术费用较高、运行成本较高等不足。我国石化行业拥有100多套FCC装置,开发出自主的脱硝商业化技术十分必要。2012年底,经过两年的技术艰难攻关和紧张施工,拥有自主知识产权的催化烟气脱硝除尘脱硫技术在镇海炼化公司180万吨/年重油催化装置成功投用。2012年10月15日将再生烟气全部改进SCR烟气脱硝单元锅炉;11月8日,脱硝单元升温首次投入试运行,试运行近1个月后,脱硝单元于12月初转入正常稳定运行,所排放的经过脱硝处理后的烟气经检测,结果表明烟气中的氮氧化物(NOx)浓度大幅度降低,NOx经选择性催化脱氮反应转变为氮气,去除效果明显,净化气中的NOx浓度小于40 mg/m3,达到了NOx允许排放相关标准(重点地区)规定的要求,这是拥有自主知识产权的烟气脱硝技术在国内大型催化裂化装置上的首次成功应用。脱硝单元采用FRIPP开发的FN-2 SCR脱硝催化剂以及FRIPP与宁波工程公司和镇海炼化公司合作开发的脱硝工艺专有技术及专用设备。到2013年2月初,已实现烟气脱硝、除尘、脱硫整体投运和烟气的达标排放。现场监测结果显示,其重油催化烟气中各项污染物排放浓度均优于国家标准限值,达到或超过设计性能。这一中国石化集团公司“十条龙”科技攻关项目的工业示范成功,将为此技术在石化数十套催化装置上推广应用打下良好基础。
2 问题与思考
2.1 炼油提高成品油档次迫在眉睫
近期雾霾天气增加,人们大多归咎于油品质量,实际上,据近期媒体披露,汽柴油质量升级已经实现国五标准的北京,油品对形成PM2.5的贡献占到22%;上海用的是沪四汽柴油,尾气排放对形成PM2.5的贡献占到25%。实际上,形成雾霾原因很多,燃煤取暖、餐饮排烟、工地扬尘也是重要因素。此外,现在大城市实际通行的排放不达标的老车不禁止上路、不达标柴油货车半夜市区也放行等做法也是造成雾霾加剧的重要原因,这种城市交通的粗放管理使油品清洁化的效果大打折扣。
为了减小汽车尾气排放的影响,2013年初国务院常务会议决定加速推进油品质量升级,在已发布第四阶段车用汽油标准(硫含量不大于50 μg/g)的基础上,要尽快发布第四阶段车用柴油标准(硫含量不大于50 μg/g),过渡期至2014年底;2013年6月底前发布第五阶段车用柴油标准(硫含量不大于10 μg/g),2013年底前发布第五阶段车用汽油标准(硫含量不大于10 μg/g),过渡期均至2017年底。国务院常务会议还特地要求中国石油天然气集团公司、中国石化集团公司、中国海洋石油集团公司等央企要首先如期完成装置与设备的改造任务,确保按照汽、柴油标准升级实施时间如期供应合格油品。对炼油企业而言,加快汽柴油质量升级尤其是升级到欧V水平时,首先面临的是一系列技术问题[47],当汽油升级到欧V时,催化汽油只采用催化原料加氢预处理难以达到硫含量小于10 μg/g的要求,需要对催化汽油实施吸附精制或加氢精制后处理以达到超低硫含量水平,而正是这一步后精制处理会损失汽油的辛烷值。目前,我国炼油厂汽油调合组分以催化裂化汽油为主,其它高辛烷值组分缺乏,MTBE加入量又受汽油氧含量限制,故大都加入适量锰剂来生产辛烷值达标的汽油产品。现在看来,这种化学名称为甲基环戊二烯三羰基锰的锰剂对形成空气质量的影响值得关注,美国及许多欧洲国家是禁止在汽油中添加锰剂的。我国也将禁止加入锰剂,一旦全面禁止,需要加入替代的高辛烷值组分,如果考虑到进一步降低当前汽油中烯烃含量和苯含量的必要性,那么需要解决高辛烷值组分短缺的难题就更加突出,恐怕需要改变汽油生产路线,实行“三三制”即成品汽油中催化汽油占1/3、重整汽油占1/3、烷基化(或异构化汽油)汽油占1/3才是上策,如果实施,必然需要先进成熟的技术和大量投资的支撑。
2.2 石化产业应继续得到社会的重视
不可否认,钢铁、石化产业等原材料制造业在社会上受重视程度正在下降,一些人士转而对金融服务业以及第二产业中能生产高附加值产品、制造过程不耗能、没有排放的新型产业十分看好,应该说,类似认识的出发点可以理解,但联系我国国情和消费实际,目前这种理念还比较超前。以金融服务业和飞机、宇航等高技术产业已十分发达的美国为例,其政府和社会仍然对其石油化工这一传统产业十分依重和呵护,2011年美国仍然以原油加工量9亿吨和乙烯产量2500万吨在世界上遥遥领先。基于我国国情,正确的思路应当不是远离石化产业,而是继续珍视爱护石化产业,同时支持、促进石化产业通过转型、升级实现自强与可持续发展。就像我国并没有放弃传统铁路,而是通过高速化改造,使其成为令国人自豪的现代化高铁一样,支持石化产业在已有优势的基础上,通过不懈的技术创新、技术改造实现产业优化升级,使我国由石化大国成为石化强国,并进而由石油化工强国转型成为能源化工强国。
其实,国际石化巨头一直看好我国十分巨大的石化市场,也十分愿意与我国的石化企业建立合资的石化装置乃至企业,像 ExxonMobil、Shell、BASF、BP、Total等跨国石化巨头分别与中国石化集团公司、中国石油天然气集团公司和中国海洋石油集团公司建有合资企业,如福建炼化公司、惠州乙烯公司、扬巴公司、赛科石化公司、西太平洋公司以及台州石化一体化项目等。尤其是壳牌公司参与2012年7月在国家发展与改革委员会立项的台州石化一体化项目,决策实属不易,因为壳牌公司自 2010年以来一直在收缩下游业务[58],相继关闭或转手了在芬兰、德国、英国、加拿大和悉尼的炼油厂。壳牌公司投巨资于台州项目,挺进我国炼油产业,有利于形成从炼油到乙烯再到加油站的石化产业链布局,表明了壳牌公司对我国石化产业和市场现状的信任和对发展远景的信心。
3 2013年石化行业展望
3.1 2013年国际石化产业一瞥
进入 2013年,世界经济形势逐步向好,国际油价走势受美国经济数据提振,1月份国际油价反弹,1月28日纽约商品期货交易所西得克萨斯轻油2013年3月期货结算价每桶96.44美元,比前一交易日上涨 0.56美元;伦敦洲际交易所布伦特原油2013年3月期货结算价每桶113.48美元,比前一交易日上涨0.20美元。国际炼油业的炼油毛利已经自2010年以来连续三年上升,预计全球炼油业 2013年将仍处于炼油行业景气周期末期。国际化学品方面,美国化学理事会预测 2013年美国化学品市场增幅1.9%,与2012年1.5%增幅相比微增。欧洲化学工业理事会预测 2013年欧洲化学品增幅为0.5%,与2012年下降2.0%相比有所提高。全球对特种化学品需求方面也有较乐观的估计,预计将增长3.1%[23]。
3.2 2013年我国石化产业展望
进入 2013年,我国经济基本面没有改变,宏观经济将会继续保持稳健发展[59]。国家 2012年出台的一系列相关调控措施作用犹在,2012年第四季度经济企稳回升的势头已跨年延续,预计全年GDP增速会在 8%左右。根据工信部下发的《石油和化学工业“十二五”发展规划》,“十二五”时期,石化行业经济总量继续保持稳步增长,总产值年均增长13%左右,到 2015年,石油和化学工业总产值达14万亿元左右[60]。工信部网站2013年2月19日发布综述,预测2013年我国石油和化工行业经济运行总体将保持平稳,回升势头将进一步巩固,上半年虽然有下行压力,但下半年“稳中趋好”。
2013年我国炼油产业预计仍处于景气周期,城镇化的推进和第二辆汽车开始进入“北上广”等大城市家庭,使国内成品油需求得以稳定增长;新建大型乙烯的投产和芳烃市场的紧俏也带动了化工轻油需求的增长。此外,国家税务总局2012年7月12日发布第36号文件,改变过去乙烯芳烃类化工产品的石脑油燃料油退免消费税的办法,对境内生产石脑油、燃料油的企业对外销售用于生产乙烯、芳烃类化工产品或用于其它方面的石脑油、燃料油征收消费税,这一政策措施使得国内成品油市场更加有序。然而,加快成品油质量升级的步伐当属炼油企业2013年头号任务,也是对炼油企业的严峻考验,需要抓紧开发、采用先进的国四、国五汽油和车用柴油的生产技术,并设法落实所需的巨额技改资金。
化工市场需求方面总体回暖[59]。乙烯需求方面,2013—2015年我国乙烯需求将保持5%左右的增速。预计到 2015年,我国乙烯当量消费将超过4000万吨,2013年武汉乙烯、四川乙烯等项目及煤化工示范项目将投产,国内供应能力得到增强。丙烯需求方面,2012年丙烯市场整体疲软,行情低迷。展望2013年,丙烯产能释放较多,众多企业竞相上马丙烷脱氢制丙烯、甲醇制丙烯等专产丙烯装置。浙江有3套丙烷脱氢项目正在建设,分别是宁波海越公司位于北仑的60万吨/年装置、浙江三锦石化公司位于绍兴的45万吨/年装置、浙江卫星石化公司位于嘉兴平湖的45万吨/年装置,这些项目预计在2013—2014年陆续建成投产。甲醇制烯烃我国当前已有4套装置在运行。同时石化企业加快推进大型裂解装置建设,两套新建的大乙烯装置将于2013年投产,新增联产的丙烯产能80万吨/年。因此,丙烯产业链的延伸会有丙烯需求的增加,但是市场供需改观的程度不会太大,估计行情总体仍将延续较低迷状态。芳烃需求方面,2012年国内纯苯市场呈整体高位上涨,价格每吨突破万元,创下了历史新高。
进入 2013年,受国际市场资源偏紧、下游需求增长、重要基础有机化工产品高位持稳等的影响,纯苯市场供少需多,预计仍将延续相对高位。PX需求仍较紧俏,1月份价格大涨至1700美元/吨[61]。合成树脂需求方面,2013年国内包装、建筑、农业、家电和汽车等聚烯烃需求增速略高于2012年。价格和毛利均会小幅上涨,LDPE价格和毛利将回到合理水平。预计2013年国内塑料包装的需求为1950万吨,比2012年增加4.8%;国内建筑业塑料的需求在890万吨,比2012年增加4%;农业对合成树脂的需求为345万吨,比2012年增加10%;家电业对合成树脂的需求为620万吨,比2012年增长1%。汽车行业对塑料的需求为325万吨,比2012年增长10%;2013年底国内五大合成树脂产能将达到6260万吨/年[24]。根据商务部网站援引日本媒体报道,2013年1月合成树脂的亚洲现货价格正在进一步上涨,低密度聚乙烯的亚洲现货价格为 1430美元/吨左右,比2012年12月上旬上涨了10%,亚洲行情主要取决于中国。国内 PE现货市场稳中有涨,从2013年1月LLDPE价格止跌反涨,均价为11266.6元/吨。2013年PVC行业受扩能不止等影响,国内PVC市场预计会延续去年价格“阴跌”、“低位”的弱势局面。合成橡胶需求方面,2013年全球合成橡胶需求预计达到1594万吨。国内汽车需求预计增长9%,合成橡胶需求量2013年预计为426万吨,比2012年增长7.5%。轮胎企业运行环境将向好,轮胎生产销售将逐渐转好。但是,国内合成橡胶新增产能的大量释放,供需关系会有所逆转,使供大于求局面进一步体现。但是合成橡胶的主要原料丁二烯2013年刚需仍增加。国内2013年石化产能建设方面,一是两套新建的大乙烯装置将于2013年投产,将新增160万吨/年的乙烯产能。其中,中国石化武汉石化公司 80万吨/年乙烯项目已于 2012年12月28日建成中交,将在2013年择机投产;中国石油四川石化公司80万吨/年乙烯装置也将于2013年建成投产。二是中科炼化公司1500万吨/年和100万吨/年乙烯一体化项目[62]2013年将在湛江东海岛开工建设,项目由中国石化集团公司与科威特国家石油公司按股比50∶50共同投资,建设内容包括由20套装置构成的1500万吨/年原油加工能力的炼油装置和由13套装置构成的100万吨/年乙烯装置,配套建设湛江港东海岛港区 30万吨级原油码头总投资590.13亿元。其中,炼油装置包括1500万吨/年常减压蒸馏、160万吨/年延迟焦化、400万吨/年渣油加氢、350万吨/年催化裂化、330万吨/年加氢裂化、180万吨/年连续重整、160万吨/年常规柴油加氢精制、300万吨/年液相柴油加氢精制、140万吨/年液相航煤加氢精制、130万吨/年 S-Zorb、70万吨/年气体分馏、30万吨/年烷基化装置、12万吨/年MTBE、280万吨/年轻烃回收、20万吨/年饱和液化气分离、52万吨/年硫磺回收、6万标立方米/小时PSA、2.5万标立方米/小时催化干气回收乙烯、44万标立方米/小时催化裂化烟气脱硫、20万标立方米/小时POX。大乙烯装置由13套化工装置构成,包括100万吨/年乙烯裂解、65万吨/年裂解汽油加氢(含碳五分离)、45万吨/年芳烃抽提、25/35万吨/年 EO/EG、15万吨/年乙醇胺、35万吨/年高密度聚乙烯、10万吨/年EVA(高VA含量)、30万吨/年EVA(低VA含量)/LDPE、45万吨/年PP、25万吨/年丁辛醇、16/10万吨/年丙烯酸及酯、16万吨/年丁二烯抽提、9/4万吨/年MTBE/1-丁烯。从所产化学品的产品方案看,明显体现出差异化和高端化的趋势,这是十分可喜的变化。
综上所述,可以预见,2013年我国石化行业总体运行将趋稳向好。经过2012年的洗礼和考验,我国石化行业有信心继续攻坚克难,灵活运用高油价、较低经济增速条件下保持石化产业稳定向好的做法与经验,为2013年我国宏观经济健康稳定发展作出支柱产业应有的贡献。同时,我国石化行业在新的一年继续面对着油价高企和化学品市场同质化竞争的严峻挑战,会进一步细化落实绿色低碳与差异化战略,优化与调整产能结构、原料结构和产品结构。炼油企业会继续将高价油用到最需要的地方,生产出社会最需要的高质量汽柴油和航煤。乙烯企业将继续加大 “强基础抓高端”的力度,通过与炼油企业一起创新“油化一体化”模式的内涵来改变原料结构,同时通过技术改进、节能降耗等措施提高通用产品的市场竞争力;还将通过加快构建产品差异化、高端化的硬件与软件能力,大幅度提高通用高分子材料高性能化程度,显著提高包括专用化学品、化工新材料在内的高端化学品的品种和产量比例。可持续发展上,推进传统石油化工产业向能源化工产业的转型已成为共识,随着我国石化产业高层对现代煤化工为主的石化二次创业的日益重视,新一年里化工原料的煤炭替代[19]和构建具中国特色的“煤油化一体化新模式”[26]等方面会取得新的进展。可以预期,2013年我国在石油化工领域,不仅在产能产量上,而且在产品档次和节能减排上,赶超美欧世界一流的努力将取得实质性的进展。
[1]2011年世界主要国家或地区炼油能力[J].当代石油石化,2012,206(2):46-48.
[2]2012年国内生产总值 GDP初步核算数据[EB/OL].[2013-01-19].http://www.stats.gov.cn/.
[3]2011年主要宏观经济数据[EB/OL].[2012-02-22].http://www.stats.gov.cn/.
[4]2012年12月份(含1-12月)规模以上工业生产运行情况[EB/OL].[2013-01-18].http://www.stats.gov.cn/.
[5]曹湘洪.炼油与石化工业技术进展(2009)[M].北京:中国石化出版社,2009:3-17.
[6][EB/OL].[2012-03-26].人民网-能源频道.
[7][N].中国海洋石油报,2012-12-28.
[8][EB/OL].[2013-01-18].http://www.sinopecnews.com.cn/.
[9][EB/OL].[2012-12-14].http://www.sinopecnews.com.cn/.
[10]2012年石化产业经济运行分析[EB/OL].[2013-01-30].http://www.sdpc.gov.cn/.
[11][EB/OL].[2013-01-27].http://www.stats.gov.cn/.
[12]张日勇,刘向东.2011年中国炼油行业运行回顾及未来两年展望[J].国际石油经济,2012(5):28-31.
[13]2012年中国主要的燃料油进口国一览[EB/OL].[2013-01-22].http://www.sinopecnews.com.cn/
[14]2012年进口重点商品量值[EB/OL].[2013-01-21].http://www.customs.gov.cn/.
[15][EB/OL].[2012-12-25].http://www.askci.com/.
[16][N].中国证券报,2013-01-24.
[17]白颐.未来我国石化行业提升式发展措施[J].化学工业,2012(7):1-8.
[18][EB/OL].[2012-12-12].http://www.chinairn.com/.
[19]傅成玉.关于中国能源战略的思考[J].当代石油石化,2012,20(9):1-5.
[20][EB/OL].[2013-01-06].http://www.sinopecnews.com.cn/.
[21][EB/OL].[2012-12-14].http://www.sinopecnews.com.cn/.
[22]2012年全球化工行业发展需谨慎乐观[EB/OL].[2012-02-03].http://www.plas.hc360.com/.
[23][N].中国石化报,2013-01-07.
[24][EB/OL].[2012-12-26].http://www.askci.com/.
[25][J].中国石化报炼化周刊,2013(1).
[26]王基铭.中国现代煤化工产业现状与展望[J].当代石油石化,2012,20(8):1-6.
[27]洪定一.致辞[J].化工进展,2012,31(1):扉页.
[28][EB/OL].[2013-01-31].www.sdpc.gov.cn/.
[29][EB/OL].[2013-02-16].http://www.sinopecnews.com.cn/.
[30]齐泮仑,何皓,胡徐腾,等.航空生物燃料特征与规格概述[J].化工进展,2013,32(1):91-96.
[31][J].职业经理人周刊,2012-03-01.
[32]陈其珏.[N].上海证券报,2012-02-03.
[33][EB/OL].[2012-02-09].http://www.sinopecnews.com.cn/.
[34]张怡,唐勇,于鹏浩,等.F-T合成微晶蜡的市场前景和研究进展[J].化工进展,2010,29(s1):353-356.
[35]壳牌卡塔尔GTL基础油项目将于2012年初投产[EB/OL].[2011-04-08].息旺能源网站.
[36]孙启文,吴建民,张宗森,等.煤间接液化技术及其研究进展[J].化工进展,2013,32(1):1-11.
[37]周丽,任相昆,张希良.我国煤制油产业政策综述[J].化工进展,2012,31(10):2207-2212.
[38][EB/OL].[2013-01-27].http://www.ripp-sinopec.com/.
[39]钱伯章.中石化开发费托合成制油技术[EB/OL].[2010-12-15].http://www.newenergy.in-en.com/.
[40]金仲文.[N].中国化工报,2007-03-20.
[41]丰洋.采用超声波加工可快速生产生物柴油[J].石油炼制与化工,2007,38(5):33.
[42]双玥.高熔点费托合成蜡的应用及发展趋势[J].化学工业,2012,30(10):11-15.
[43][EB/OL].[2011-08-15].http://www.chemall.com.cn/.
[44]袁晴棠.积极发展高附加值产品业务是我国石化企业提高市场竞争力的战略选择[J].当代石油石化,2011,19(8):1-8.
[45]崔丽凤,侯志扬.丙烯酸市场分析与技术发展趋势[J].化学工业,2012,30(7):21-24.
[46]叶敏军,林张伟.柴油加氢技术达国际先进水平[N].中国石化报,2011-12-28.
[47]蔺爱国.中国石油炼化业务于技术创新[J].石油化工,2012,41(12):134-1345.
[48]曹湘洪.面向未来,我国生产汽油的技术路线选择[J].石油炼制与化工,2012,43(8):1-6.
[49]滕天灿.PX和PTA市场分析及行业发展建议[J].石油化工技术与经济,2012,28(3):26-29.
[50]王学彩,李峰,等.我国碳纤维行业发展综述[J].山东纺织科技,2011(4):46-48.
[51][EB/OL].[2013-01-25].http://www.sinopecnews.com.cn/.
[52]方向晨.生物质在能源资源替代中的途径及前景展望[J].化工进展,2011,30(11):2333-2339.
[53]张伟,林燕,刘妍,等.利用秸秆制备燃料乙醇的关键技术研究进展[J].化工进展,2011,30(11):2417-2423.
[54]贾宝莹,杜平,杜风光,等.生物乙醇制乙烯初探[J].化工进展,2012,31(5):1028-1031.
[55]王燕,梅辽颖,宦建新.我首套自主知识产权烟气治理环保装置投运[N].科技日报,2013-11-26.
[56]张见明.[N].中国石化报,2013-02-04.
[57]尹卫萍.催化裂化装置烟气脱硫脱氮技术的选择[J].石油化工技术与经济,2012,28(5):42-46.
[58]王佑,李蕾.[N].第一财经日报,2012-07-19.
[59][EB/OL].[2013-01-29].http://www.mfw365.com/.
[60][N].经济参考报,2012-02-06.
[61][EB/OL].[2013-01-30].http://www.chemall.com.cn/.
[62][EB/OL].[2012-11-16].广东省石油化工咨询网站.
猜你喜欢
小哥白尼(军事科学)(2022年4期)2022-07-08
中国石油石化(2021年8期)2021-07-20
石油石化绿色低碳(2019年6期)2019-01-14
石油化工建设(2018年2期)2018-07-11
发明与创新(2016年38期)2016-08-22
电测与仪表(2016年17期)2016-04-11
新疆钢铁(2016年3期)2016-02-28
合成化学(2015年2期)2016-01-17
自动化博览(2014年9期)2014-02-28
无机化学学报(2014年9期)2014-02-28
