基于PLC的4色平台式丝网印刷机控制系统的设计
2013-09-28 04:57葛锁良张瑞祥
合肥工业大学学报(自然科学版) 2013年8期
葛锁良, 张瑞祥
(合肥工业大学 电气与自动化工程学院,安徽 合肥 230009)
目前,丝网印刷技术已经成为包装装潢印刷主流技术之一,它利用丝网印版图文部分网孔透油墨,非图文部分网孔不透墨的基本原理进行印刷[1-2]。如果用单色印刷机来印刷2种以上的颜色,就需要印刷完一色之后,进行烘干、换板和换料等一系列程序,存在印刷效率低、耗能大等缺点。4色平台式丝网印刷系统是把印刷不同颜色的印架放在同一条生产线上,承印物在第1印架上完成第1种颜色印刷后,进入烘干箱烘干,再经过张力棍走到第2台印架上,进行第2种颜色的套印,以此类推完成4种颜色的套印。据不完全统计,目前全国已有专业化丝网印刷厂15000家以上,平网印花制版方便,套色多,应用灵活,实用性强,成为当前纺织品广泛应用的一种印花方式[3]。
在多PLC控制系统中,为实现协调控制,PLC之间常采用主从网络连接,即选择1个PLC为主站,其余为从站。主站管理从站,并发起通信。而从站则接受管理,响应通信。它容易实现集中管理与监控,安全性高,较适合作为控制网和设备网[4]。本系统采用的是主从网络,4个站点为从站,1个为主站。主从站PLC应用MODBUS通信协议进行通讯。系统以触摸屏为人机界面,实现数据的显示和操作控制[5]。
1 系统硬件结构与电路设计
1.1 系统硬件结构设计
系统结构如图1所示,触摸屏通过RS232串口与主站PLC的COM1口相连,用于数据显示和现场调试或生产运行的控制。主站PLC控制一台伺服驱动器,进而控制用于纵向引料的伺服电机,同时主PLC通过RS485端口与各从站PLC进行通讯,实现对从站PLC的控制和实时监视。1号从站PLC控制的是第1色印刷机的刮刀、印架、纵向引料电机和横向印刷电机。在运行过程中,从站控制的引料电机应与主站控制的引料电机保持同步,横向伺服电机带动刮刀。其余3个从站的控制模式也一样,分别控制其他颜色套印的刮刀、印架和电机。

图1 系统结构图
系统中触摸屏选用昆仑通态的TPC 7062KX,PLC选用台达的DVP-16ES2,伺服驱动器和伺服电机分别选用台达的 ASD-A2-2023-L及ECMA-E11320ES。
TPC7062KX触摸屏是一套以嵌入式低功耗CPU为核心的高性能嵌入式一体化触摸屏。触摸屏可显示现场数据,设置手动和自动控制的模式、纵向走料和横向印刷的长度及速度等参数。DVP-16ES2PLC内置1个RS-232端口与2个RS-485端口,兼容 MODBUS ASCII/RTU 通讯协议,且均支持Master功能。台达伺服驱动器产品的控制回路均采用高速数字信号处理器(DSP),可满足高速位移、精准定位等运动控制需求。
1.2 系统电路设计
系统控制电路如图2所示。主站通过Y4连接各从站PLC的X0端口,当运行条件不满足需要急停时,主站通过Y4发出信号,实现各PLC的统一停止;主站和从站的D+、D-端口相连,构成PLC之间的通讯网络。
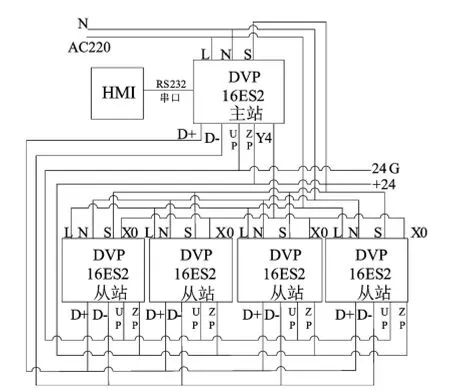
图2 系统控制电路
伺服驱动器电路如图3所示。
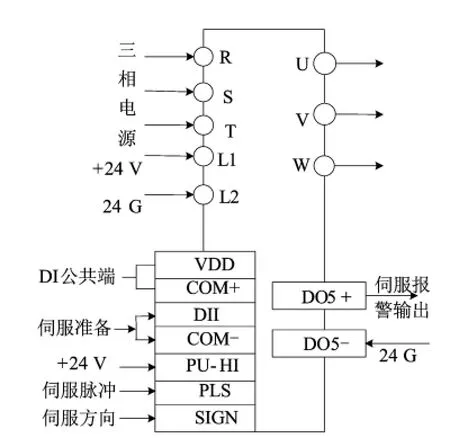
图3 伺服驱动电路
图3中,VDD与COM+短接后接DI公共端;DII与COM-短接后作伺服准备;PLS是PLC送来的控制伺服脉冲,SIGN是PLC送来的伺服脉冲方向,DO5+伺服报警输出[6]。
2 系统PLC程序设计
丝网印刷控制系统主站PLC程序流程图如图4所示。

图4 PLC程序流程图
系统上电后,各从站首先控制横向刮刀归位,主站判断是否满足运行条件,检测启动信号。运行条件包括从站横向刮刀是否已经归位、手动或自动模式的选择。当运行条件满足且检测到启动信号时,纵向电机运行,纵向运行完毕后,主站向从站发出命令,控制印架和刮刀落下以及横向电机运行。横向电机运行完毕后,从站控制横向刮刀归位,当所有横向刮刀归位完毕后,在主站的控制下,再次进行纵向运行,如此实现连续印刷。为了实现准确套印,在印刷第1色时,同时印刷了一个标志点,各从站纵向引料以检测到标志点作为停止位置。
3 系统程序的通信
本系统为PLC主从组网运行,运行过程中,系统采用分时通信方式[7],主站 MODWR和MODRD程序如图5所示。
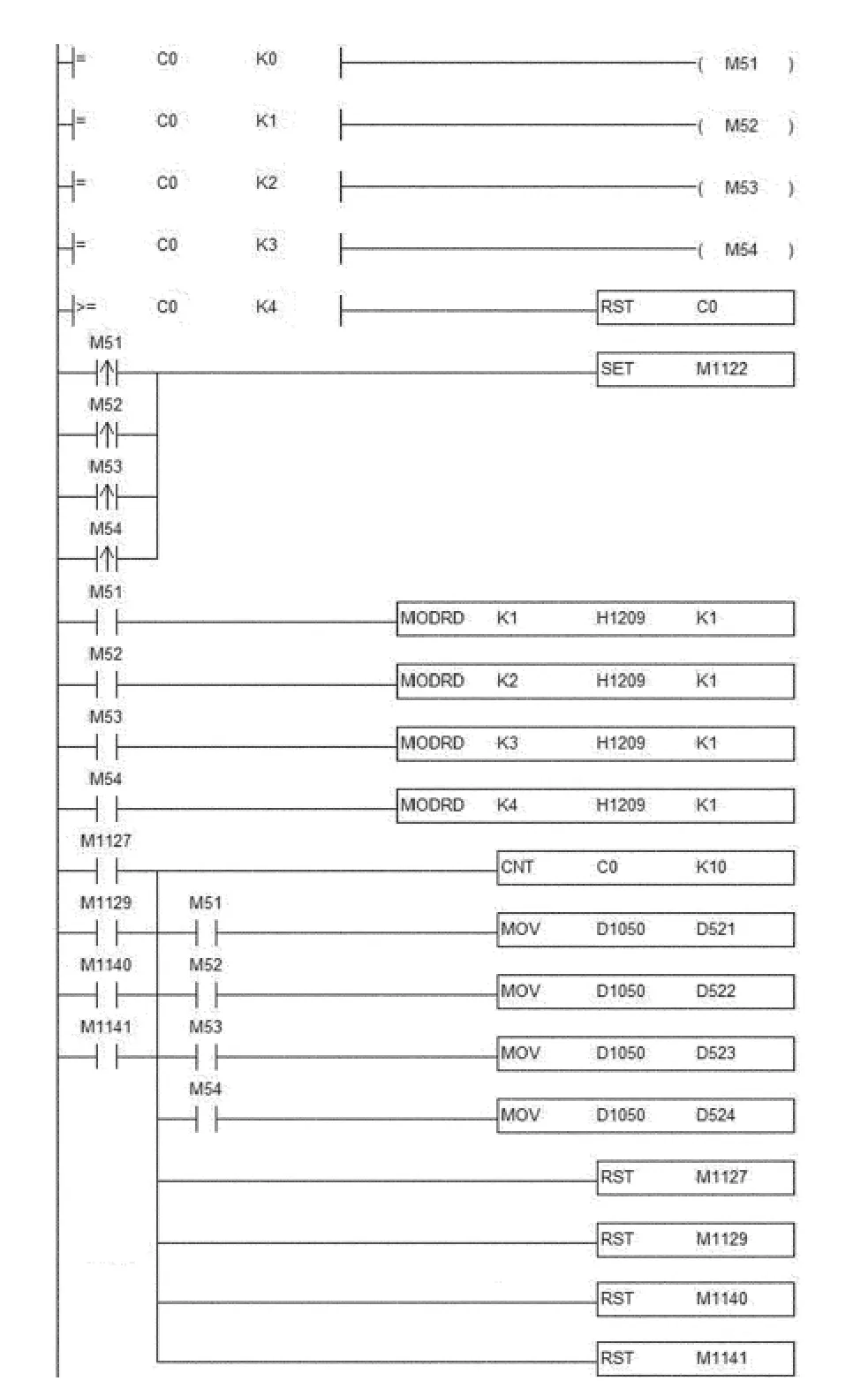
图5 通信广播程序
程序中用计数器C0来实现分时通信。当C0为0时,相对应的M51置为高电位,在M51上升沿置位 M1122,发出通信请求命令。M51为高电位主站向从站发出MODRD指令。MODBUS通讯标志只会出现4种情况,正常通讯完成对应通讯标志M1127、通讯错误对应通讯标志:M1129、M1140、M1141。每一次通信结束只会出现其中一个结果。所以,在程序中通过对这4个通讯标志信号的on/off状态进行计数,使用ASCII模式执行MODRD指令后,PLC系统会自动将回传的资料转为数值存于D1050到D1051。MOV指令将回传的资料存于D521。最后复位通讯标志位。C0计数到1~3时与0类似,计数到4时复位C0。
Modbus有2种传输模式,分别为ASCII或RTU。本系统采用ASCII模式通讯协定,见表1所列。
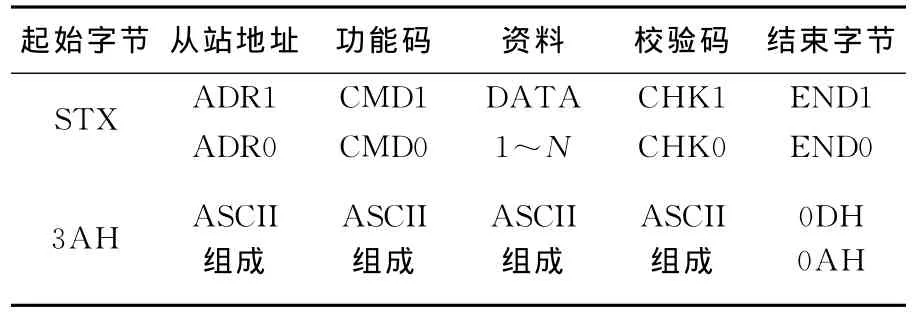
表1 ASCII模式通讯协定
4 系统人机界面设计
用户界面设计过程大致包括4个要点,即确立设计项目、设计调查、制定设计指南、产品测试[8]。
在触摸屏组态中,需要设计运行策略和用户窗口,运行策略包括启动策略、退出策略、循环策略和事件策略等。策略是在确定的条件满足时运行。
本系统设计的人机界面包括主界面、设置界面、手动界面、自动界面、横向单动和参数设置界面。
触摸屏的设置界面如图6所示。

图6 触摸屏的设置界面
该界面左边可完成设备的手动、自动和横向单动设置。界面右边可进行纵向速度和长度设定,即走料的速度和长度;横向速度和长度的设定,即横向印刷的速度和长度;预设成品份数和成品数清零及用料数清零;误差允许次数表示其中任何一台印刷机在生产过程中没有对上标志点的允许次数。仅纵向时长度补偿,即当套印少于4色时,不需要印刷的从站,只要控制纵向引料,为防止承印物松弛,纵向引料时每次需长度补偿。
5 结束语
本文是基于某化工厂的4色印刷生产线的工艺流程所设计的,介绍了基于PLC的多色套印的实现方法。系统运行以来,生产稳定,满足了厂家的需要,并且易于操作,可以在线修改程序、扩充功能,在工业领域具有较高的实用价值。
[1]贾静茹,杨丽珍,马 昆.丝网印刷技术[M].北京:化学工业出版社,2001:1-3.
[2]肖志坚,杜桂华,邵民秀.丝网印刷操作教程[M].北京:化学工业出版社,2009:5-8.
[3]郑德海,郑军明.丝网印刷工艺[M].北京:印刷工业出版社.2006:58-60.
[4]宋伯生.PLC网络系统配置指南[M].北京:机械工业出版社,2011:65-73.
[5]葛锁良,卫胤强,方唐利.PROFIBUS-DP和 MPI在造纸生产通信网络中的应用[J].合肥工业大学学报:自然科学版,2011,34(7):1024-1026,1039.
[6]杨德印.电动机的控制与变频调速原理[M].北京:机械工业出版社,2011:151-161.
[7]毕 翔,韩江洪,王跃飞,等.面向PLC的离散事件控制系统设计方法研究[J].合肥工业大学学报:自然科学版,2010,33(3):1333-1337.
[8]李乐山.人机界面设计[M].北京:科学出版社,2009:1-5.
猜你喜欢
选煤技术(2021年6期)2021-04-19
艺术家(2021年12期)2021-03-11
有色设备(2020年2期)2020-05-18
流行色(2019年8期)2019-11-04
山东冶金(2018年4期)2018-09-04
网印工业(2017年8期)2017-10-13
文物鉴定与鉴赏(2017年9期)2017-09-22
电子制作(2017年7期)2017-06-05
天津造纸(2016年1期)2017-01-15
记者摇篮(2016年5期)2016-05-16