基于VC++的服装工序流程图设计软件开发
2013-09-27 09:12:20季晓芬雷淑芳沈海娜吴建秋
纺织学报 2013年4期
季晓芬,雷淑芳,沈海娜,吴建秋
(浙江理工大学 服装学院,浙江 杭州 310018)
服装工序流程图是服装生产过程中的重要工艺文件之一,是服装技术人员根据服装款式、设备以及工艺要求等进行工艺设计的图形表达形式。目前,服装行业使用的工序流程图生成模块主要包含于服装计算机辅助工艺过程设计(computer aided process planning,简称CAPP)系统中。CAPP是连接服装设计与服装制造的纽带,在服装计算机集成制造系统(computerintegrated manufacturing system,简 称CIMS)中发挥着非常重要的作用,它在提高服装企业工艺设计管理效率方面至关重要[1-2],但在几乎所有的CAPP模块中,工序图的生成都是个技术难题[3],服装业中很少有专门的服装工序流程图设计软件。
服装工序流程图的主要作用[4-5]包括:1)为生产程序和方法、工序等改进提供重要依据;2)通过工序流程图可以清晰地识别裁片、工序的安排情况,为技术人员科学、合理安排生产提供指导;3)优良的工艺流程图可以起到提高产品质量与生产效率、缩短生产周期、降低生产成本等作用。服装工序流程图可以清晰地表达作业顺序,不同工序使用的机械及工具、加工时间等,企业一般倾向于采用特殊符号编制产品工序流程图来代替复杂繁琐文字说明[6-7]。传统的工序流程图设计依赖于技术人员的个人经验且进行手工操作,根据服装款式、面料等属性的不同,工序流程图或繁或简,几十到几百个工序符号不等,其设计繁琐,费时费力。本文将技术人员的经验规范化,借助VC++开发出了一套简单可行、快速高效的流程图设计软件,使服装工序流程图的设计人员从繁琐、重复性的工作中解脱出来,能快速制作出实用性强的服装生产用指导性文件。
1 软件开发思路
1.1 服装工序流程表建立
表1 为某衬衫袖口的工序流程表。以此为例,介绍工序流程表制作过程中的注意事项。某款服装或零部件的工序流程表必须有一条主干,以此作为工序流程图的主线(一般以纵向最长流程为主线),且主干的最后1个加工工序后必须以“检验”结尾(“检验”不特指此工序后一定要安排检验这道工序,而是作为软件识别主干的标志)。
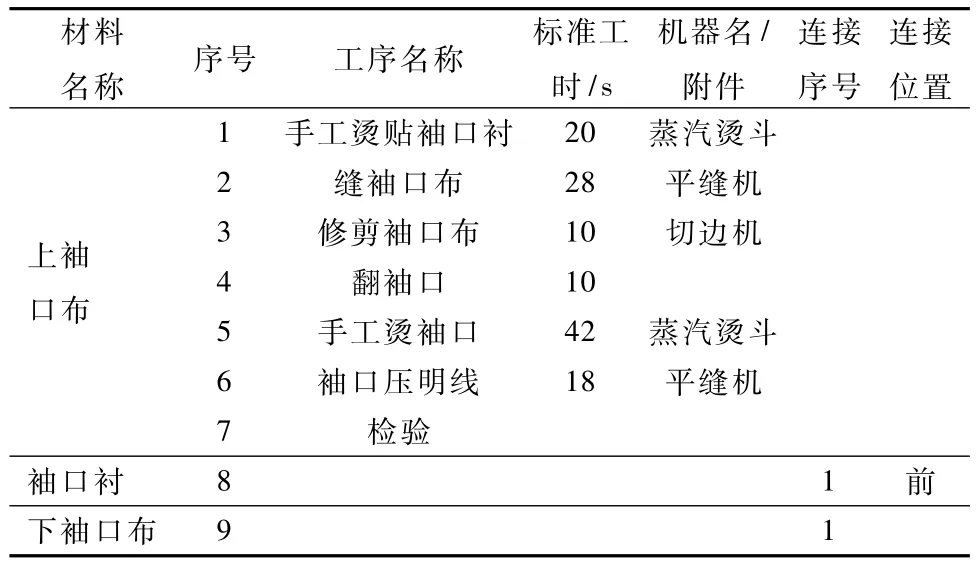
表1 某女衬衫袖口工序流程表Tab.1 Process flow chart of woman's shirt
1.2 工序流程图画法
具体方法:首先,画出主干工序流程图;其次,判断主干各个节点是否有从属分支,如果有,画出从属分支的工序图并连接到主干相应的节点上;再次,判断主干分支上是否还有附属分支,依次类推,画出所有的分支,并进行自动拼接,最后形成一个完整的工序流程图。
1.3 人机交互界面的完成
应用该软件设计服装工序流程图时,工作人员需要在Excel中建立1个如表1所示的工序流程表,然后,软件通过调用已知 Excel提供的 COM接口,根据表中各个分支部件及设备名称绘制各个分支工序流程图,最后将这些工序流程图拼接成完整的服装或某部件的工序流程图。按照软件的设计思路,简单介绍该软件设计主流程图,如图1所示。
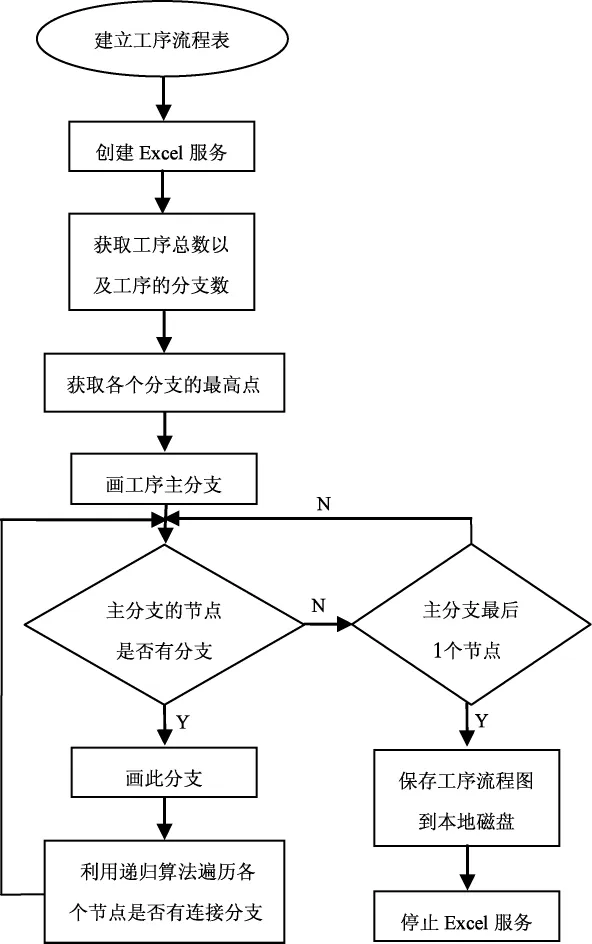
图1 软件设计主流程图Fig.1 Overall design structure of software
2 软件开发关键技术
2.1 VC++与Excel COM接口技术
利用VC++对 Excel进行二次开发,首先必须实现VC++与Excel COM的连接,具体步骤如下:
1)在VC++的编程环境中引用Excel对象库;
2)编写VC程序代码,初始化 Excel COM对象支持库,创建Excel服务;
3)创建程序中所需要用的类的对象,如:_Application,_Worksheet,_Workbook,Workbooks,Worksheets,Range,Shapes等类;
4)打开 Excel文件,获取活动的工作簿、工作表、以及工作区域。
VC++与Excel COM对像库连接成功之后,即可利用Excel COM对象库中提供的对象以及下级对象的属性和方法等,完成用 VC++语言在Excel环境中的图像绘制及编辑等操作。引用Excel对象库,在 VC++6.0编程环境中选择 View/Class Wizard,点击 Add Class From a type library,在 Excel的安装目录中选中Excel.exe即可。
在VC中初始化Excel的COM支持库,打开选中的文件,创建 Excel服务的代码。在实现VC++与Excel相连接的同时,声明了多个全局类的变量以便在设计程序中被引用。程序初始化的过程中,利用了互斥变量以此确保只打开1次设计程序的窗口,节约了系统的资源。
2.2 VC++的多线程技术
VC++的多线程技术的优点很多,例如:增强程序的性能,简化程序开发的难度,更好、更快地响应用户的输入,提供高效、快速、安全的数据处理能力等。但是多线程技术中的线程之间的同步,线程之间的通信是软件开发的一个难点,在此软件的开发中使用互斥变量来确保线程之间的同步,在软件设计中使用全局变量,使用事件对象、消息来实现线程之间的通信。同步对象、线程通信技术的使用是为了使各个线程协调工作,程序运行起来更稳定安全。
3 服装工序流程图设计的实现
该服装工序流程图设计软件是以Excel为支撑的软件,二次开发工具采用 VC++语言、图像界面设计语言(MFC),其用户界面主要是利用对话框,图形按钮等,操作方便、快捷。
该软件主要有3大功能:通过VC++调用Excel中的绘图函数将工序图形化;自动拼接工序流程图;根据设备名称智能化设计缝制用图形。
3.1 工序流程图的图形化
通过VC++调用Excel中的绘图函数将工序流程表中的数据转化为图形,并调用Excel中的字体操作函数在所画的图形中添加文字,或按照需要改变字体的大小、颜色等。执行上述的工作后,将上述所画模块拼接成单位工序图。
工序图像化形式如图2所示。每个单元中的文本部分与工序流程表内具体列相对应:材料零件名称对应工序流程表中的第1列;工序名称对应工序流程表中的第3列;标准工时(单位:s)对应工序流程表中的第4列;机器名/附件对应工序流程表中的第5列。
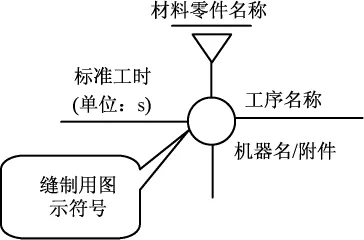
图2 工序图像化形式Fig.2 Process visualization format
3.2 自动拼接工序流程图
目前,由于专用服装工序流程图设计软件的缺乏,许多服装企业都是人工绘制工序流程图。根据款式、面料等不同,一种款式少则几十道、多则几百道工序,加之服装企业正朝着多品种、小批量方向发展,如此就显得人工绘制工序流程图更加费时费力,也导致有些企业放弃对工序流程图的使用。本文将企业经常用到的服装生产工艺单稍加改造形成工序流程表,软件通过调用、读取工序流程表中的数据,自动在1个新建的Excel中依次设计出工序流程图的主干及分支,并根据已知Excel中指定的位置将分支与主干连接起来以形成完整、美观的服装工序流程图。
软件在设计每道工序的图形过程中,会根据工序流程表内提示自动捕捉连接点,且有判断、记忆、自动填写相关数据的功能;软件通过确定文本的对齐方式、标注四周文本。整个设计过程犹如搭积木似的自动拼接出复杂的服装工序流程图[8]。为了确保工序流程图的各个分支不重叠,软件会自动计算每道工序在新建 Excel中的坐标信息。
3.3 智能化设计缝制用图形
生产过程中,加工每个工序单元都需要相应的设备或附件来完成,这些设备或附件在服装行业中有统一的图形表示方法[9-10]。表2示出部分服装行业通用的部分缝制用图示符号。软件在导入工序流程表时,读取不同的设备或附件名称,智能化地自动设计设备对应的缝制用图形。
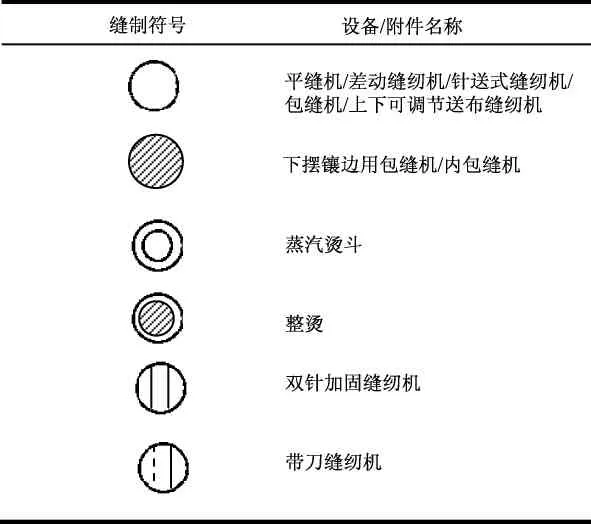
表2 部分缝制用图示符号Tab.2 Part of accustomed sewing graphic symbols
3.4 软件使用方法及工序流程图实现的案例
软件使用方法以及服装工序流程图的实现步骤如下:
1)双击软件图标,进入工序流程图的转换操作界面;
2)单击“请输入 Excel表地址”栏后端的“Brouse”,导入按要求制作的工序流程表;
3)单击“请输入画图完成后 Excel保存的文件夹”后端的“Brouse”,将新建的工序流程图的 Excel文件保存到磁盘;
4)单击“确定”,弹出“图形转换成功”,即可按照保存的地址找到对应的文件夹,查看设计完成的工序流程图;
5)图3为将表1中内容经过软件运行后设计出来的袖口工序流程图。
4 结语
本文开发的软件操作简单、方便、高效,设计出来的工序流程图规范、美观,大大缩短了设计周期、提高了工作效益;服装款式越复杂,流程越多,设计制图的效率提高越明显。将制作好的服装工序流程表导入软件,便能在几秒钟之内自动生成服装工序流程图。该软件已经投入到杭州某企业正式运行,反映效果良好。该服装企业以生产时装为主,多品种、小批量的产品特点使得前段工艺文件制作人员异常忙碌,且容易出错。自从该软件投入使用后,大大提高了工艺文件制作人员的工作效率且使得现场生产作业更加顺畅。下一步将根据企业使用后反馈的意见“希望能够使工序流程表的制作更加省时”这一要求,来进一步完善工序流程图设计的整个流程,具体集中到工序流程表的建立上。可建立一个与服装工序流程图对接的服装标准工艺平台系统,根据相关要求从中调出某款式或部件的数据信息,借助软件制作具体款的工序流程表,然后运用服装工序流程设计软件设计出所要的工序流程图。把服装标准工艺平台系统调用软件与服装工序流程图设计软件二者结合起来,会使流程设计更加便利,将会为服装企业生产效率的提高起到积极、显著的促进作用。
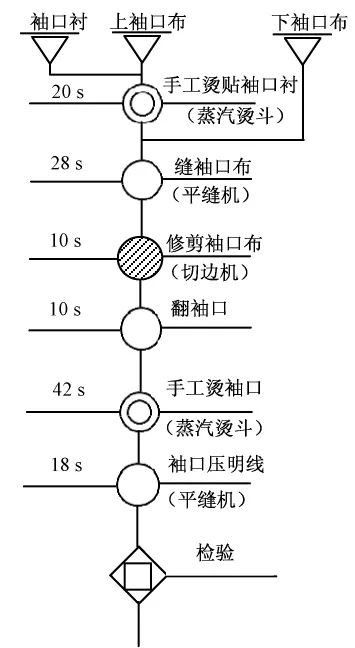
图3 根据表1设计的袖口工序流程图Fig.3 Process flow chart of cuff designed according to Tab.1
[1]冯伟一,尹玲.计算机辅助服装工艺设计的研究[J].纺织学报,2004,25(1):104-106.FENG Weiyi,Yin Ling.Research of computer aided process planning[J],Journal of Textile Research,2004,25(1):104-106.
[2]许嵩,李志忠.自动化、生产系统与计算机集成制造[M].北京:清华大学出版社,2009:3-4.XU Song,LI Zhizhong.Automation,Production Systems and Computer Integrated Manufacturing[M].Beijing:Tsinghua University Press,2009:3-4.
[3]李雪飞,赵拥军.服装CAPP导航设计的研究及其实现[J].北京服装学院学报,2010,30(1):24-34.LI Xuefei,ZHAO Yongjun.Research and realization of navigation design of garment CAPP[J].Beijing Institute of Fashion Technology Journal,2010,30(1):24-34.
[4]史林.服装工艺师手册[M].北京:中国纺织出版社,2001:566-575.SHI Lin.A Handbook of Clothing Process Master[M].Beijing:China Textile & Apparel Press,2001:566-575.
[5]张锡爱.工序流程图智能化模块的开发[J].计算机辅助设计与图形学报,2003,15(8):1040-1043.ZHANG Xi'ai.Computer generation of process flow chart for garment industry[J].Journal of Computer Ter-Aided Design & Computer Graphics,2003,15(8):1040-1043.
[6]田文生,刘纯颖,王先逵.集成化服装工艺设计系统CAPP-G[J].计算机辅助设计与制造,1995(4):29-30.TIAN Wensheng, LIU Chunying, WANG Xiankui.Integrating garment process planning system CAPP-G[J].Computer Aided Design and Manufacturing,1995(4):29-30.
[7]HASHEMIPOUR M.Integration of process planning and scheduling for outsourcing in the apparel industry[J].Journal of The Textile Institute,2004,95:9-18.
[8]李雪飞.服装CAPP系统分析与设计[D].北京:北京邮电大学,2009:31-32.LI Xuefei.Analysisand design ofclothing CAPP system[D].Beijing:Beijing University of Posts and Telecommunications,2009:31-32.
[9]杨以雄.服装生产管理[M].上海:上海科学技术出版社,2003:189.YANG Yixiong.Garment Production Management[M].Shanghai:Shanghai Sci-Tech Press,2003:189.
[10]季晓芬,张颖.现代服装企业生产管理[M].杭州:浙江大学出版社,2005:176-185.JI Xiaofen,ZHANG Ying.Modern Garment Production Management[M].Hangzhou:Zhejiang University Press,2005:176-185.
猜你喜欢
军事文摘(2024年2期)2024-01-10 01:58:34
昆钢科技(2022年2期)2022-07-08 06:36:14
广东教育·高中(2022年1期)2022-03-16 23:19:41
心肺血管病杂志(2020年3期)2021-01-14 00:42:12
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
心肺血管病杂志(2019年6期)2019-07-12 09:04:30
河南科技(2016年8期)2016-09-03 08:08:22
河南科技(2016年6期)2016-08-13 08:18:29
工程建设与设计(2016年1期)2016-02-27 10:50:23