
活性剂对Sn-0.65Cu无铅钎料的IMC影响
2013-09-26 12:34王涛甘贵生赵海健唐明曹明明
精密成形工程 2013年1期
王涛,甘贵生,赵海健,唐明,曹明明
(重庆理工大学材料科学与工程学院,重庆 400054)
电子产品的无铅化促使无铅钎料受到广泛的重视,当前研究的无铅钎料已达数十种,大致分为Sn-Ag,Sn-Cu-Ag,Sn-Cu,Sn-Bi和 Sn-Zn 等系列[1],但多数不具有工业实用价值。其中Sn-Cu系合金被认为具有良好的应用前景[2],但其润湿性较差,润湿速度远低于Sn-37Pb合金。Hunt等[3]对SnCu等钎料合金铺展性能测试的结果表明,铺展性能的优劣顺序为:SnPb共晶>Sn-Ag-Cu>Sn-Ag>Sn-Cu。研究表明[4-8],助焊剂中的活性剂在钎焊温度下能去除焊盘和钎料表面的氧化物,改善Sn-Cu钎料的润湿性。在探讨提高润湿性的同时,发现活性剂对界面金属间化合物(IMC)的影响较小,而IMC的形成直接关系到钎焊的可靠性,钎料与基体反应形成较薄的IMC层有利于获得良好的冶金结合,IMC层太厚则会产生负面效果[9-10]。文中选取几种常见的活性剂配制成助焊剂,分析了其对Sn-Cu亚共晶无铅钎料润湿性的影响以及界面IMC的形貌,探讨了助焊剂的活性强弱与界面IMC厚度的关系。
1 实验方法
实验以普通松香为基体,异丙醇为溶剂,分别选取氢化松香、戊二酸、苹果酸、柠檬酸为活性剂。选用250 mL斜三口圆底烧瓶,将温度计插入带孔的橡皮塞,然后加入12.5 g普通松香和0.5 g活性剂,量取50 mL异丙醇加入斜三口烧瓶,然后将烧瓶在油浴中加热、搅拌,使松香、活性剂充分溶解,制备出含不同类型活性剂的液体松香助焊剂。选择尺寸为30 mm×30 mm×0.24 mm的铜片20块,每种活性剂中试验5块,铜片经质量分数为5%的NaOH溶液浸洗15 s,5%的盐酸浸洗10 s,再用乙醇清洗后放入干燥箱。选取质量相近的Sn-0.65Cu钎料球,钎料球用600#砂布磨一微小平面以便稳定放置,经酒精清洗、吹干,然后用电子天秤称量后放入干燥箱。
在制备好的每个试片中央放置一粒处理过的钎料球,滴0.10 mL(约2滴)配制好的助焊剂,再将试片水平放在(265±2)℃的熔融焊锡浴表面上加热30 s,水平取出试样冷却至室温。钎料在铜片上的扩展示意如图1所示。

图1 钎料扩展示意(mm)Fig.1 The schematic of solder spreading on substrate
2 结果与讨论
2.1 不同活性剂对扩展率的影响
测定每个Sn-0.65Cu钎料球的质量,用螺旋千分尺测量焊点的高度h,然后用公式(1)计算焊点的扩展率,求出每一组活性剂作用后的平均值,得到在4种不同活性剂的作用下Sn-0.65Cu/Cu的扩展率,见表1。

表1 不同活性剂作用下Sn-0.65Cu/Cu的扩展率Table1 The spread rates of Sn-0.65Cu solders with different activators

式中:V为钎料球体积,cm3;m为钎料球质量,g;ρ为钎料密度,g/cm3;D为钎料球等效直径,cm;h为焊点高度,cm。
从表1中可以看出,在不同活性剂的助焊剂作用下Sn-0.65Cu/Cu扩展率大小的顺序为:氢化松香>戊二酸>苹果酸>柠檬酸。活性剂的作用是清除焊盘和钎料表面的氧化物,降低液态钎料的表面张力,增加钎料对焊盘金属的润湿性,防止焊接温度下液态钎料的再次氧化,从而提高其可焊性。有机酸与金属发生的氧化反应式为:
R-COOH→R-COO-+H+酸电离出相应的H+
MeO+2H+→Me2++H2O 氧化物与电离的H+反应
式中:R-COOH代表有机酸;MeO代表金属氧化物。
不同的活性物质对焊接基材的润湿性不同,活性物质在基材上面的润湿角越小,润湿力越大,在基板的扩展性越好[11]。从测试结果可以看出,氢化松香的扩展性最好,活性最强,氢化松香是普通松香在一定的催化剂、温度和压力的作用下制成的改性松香,具有良好的抗氧化能力和热稳定性。熔点在110℃左右,在170℃左右开始发挥活性,在300℃左右活性消失,在(265±2)℃温度下能有效地发挥活性,实现钎料在基板的良好润湿。由表2可知,戊二酸、DL-苹果酸、柠檬酸的熔点逐渐升高。熔点越低,一般来说它们能够先电离分解出H+,有效去除表面氧化物,提高润湿铺展性,所以扩展率呈上升趋势。据文献[7]可知,DL-苹果酸和柠檬酸两种活性剂的最大失重速率基本相同,但是无水柠檬酸分解温度区间较小,有较高的开始分解温度和较低的结束温度,在钎焊温度下容易过早挥发;DL-苹果酸的分解温度区间较宽,开始分解温度较低,分解结束温度较高,在钎焊温度下能更有效地去除氧化物,防止液态钎料再氧化,所以DL-苹果酸作用下的扩展率比柠檬酸更大。因为活性剂在助焊剂中的活化能力受溶剂、钎焊温度、基板等众多因素的影响,同一种活性剂在不同的溶剂、钎焊温度下的活化能力不一样,所以活性剂对扩展率的影响规律比较复杂。

表2 活性剂的熔沸点Table2 The melting points and the boiling points of activators
2.2 不同活性剂对界面IMC形貌的影响
在活性剂氢化松香、戊二酸、苹果酸、柠檬酸的作用下,Sn-0.65Cu在Cu基板上焊点接头微观组织的SEM照片如图2所示。
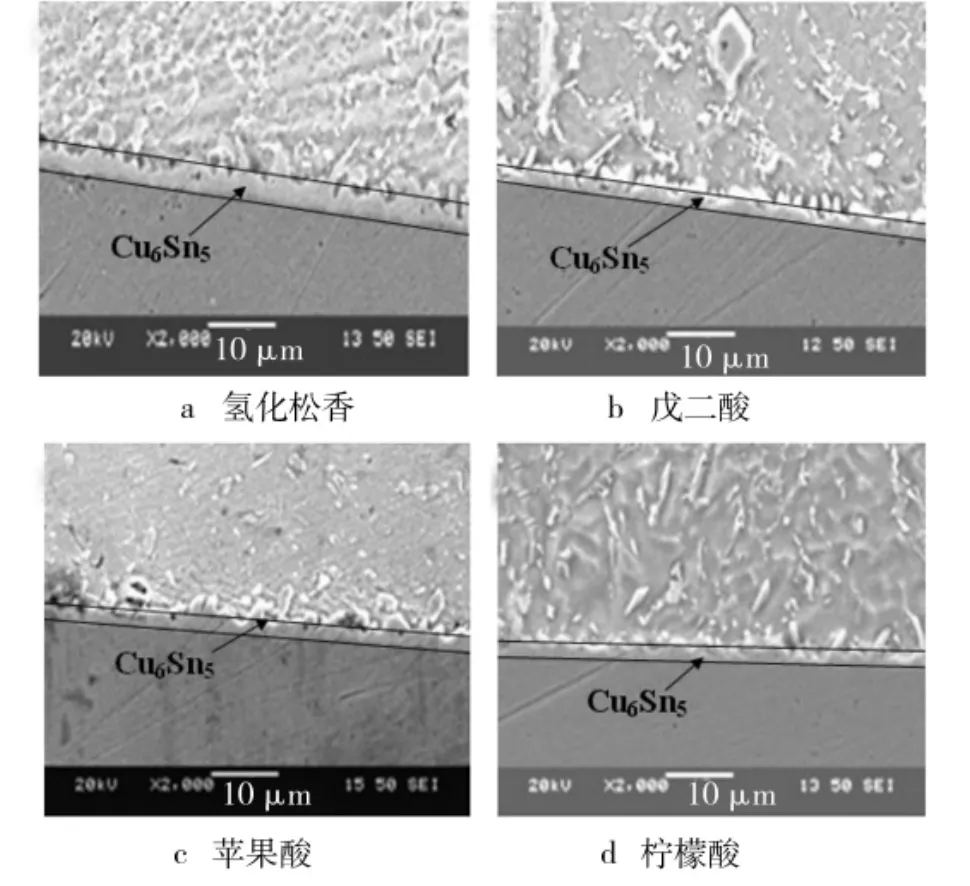
图2 不同活性剂作用下的Sn-0.65Cu/Cu焊点接头微观结构的SEM照片Fig.2 SEM images showing the Sn-0.65Cu/Cu interfaces of spot weld under different activators
由图2可以看出,在不同的活性剂作用下,钎料与Cu基板界面上都形成不同厚度的扇贝状IMC层。EDX分析结果表明,Sn-0.65Cu/Cu基板间界面IMC为Cu6Sn5相。文献[12]表明,当Cu片浸入熔融的钎料池中,温度在240~300℃变化时,仅1 s后就可以观察到熔融的Sn/Cu界面处有小圆点状Cu6Sn5相的晶核。在焊接过程中,一旦熔融的Sn-0.65Cu和 Cu基板接触,会瞬间形成 Cu6Sn5(η相),当η相覆盖了Cu基板表面以后,IMC的后续生长则通过反应组元扩散完成。温度在240~300℃时,Cu在熔融Sn中的溶解度为0.94% ~1.35%(Cu的质量分数),并且在这个范围内溶解度与时间基本为线性关系[13]。由于基体钎料Cu的质量分数为0.65%,很明显在液态钎料中Cu没有达到饱和溶解度,所以基板的Cu原子便会通过界面扩散进入液态钎料,在钎料/IMC与液态钎料的Sn原子反应形成IMC,液态基体的Sn原子也会通过界面IMC扩散进入,在IMC/Cu基板界面处反应形成IMC。Sn在Cu6Sn5相中的扩散系数低于Cu的扩散系数,在向IMC层扩散中Cu原子占优势。由于Cu原子的无规则热运动,扩散到钎料/IMC处的Cu原子浓度不均匀,某些地方浓度偏高,而Cu原子与Sn原子有较大的亲和力,所以IMC层以波浪起伏的形貌向液态钎料中生长,最终在IMC/液态钎料处形成扇贝状IMC层。同时,界面IMC层也会往钎料中溶解,只要界面IMC的生长反应超过溶解反应,IMC的净生长就会发生,IMC/钎料界面便会向钎料延伸移动,使IMC增厚。
2.3 活性剂的活性强弱与界面IMC厚度的关系
根据图2,分别测量两平行线之间的垂直距离,得到每一种活性剂作用下的界面IMC厚度,测定结果见表3。不同活性剂的扩展率与界面IMC厚度之间的关系如图3所示。

表3 不同活性剂作用下的界面IMC厚度Table3 The thickness of IMC with different activators

图3 界面IMC厚度随扩展率的变化曲线Fig.3 The change of thickness of IMC with the spread rate
由表3和图3的结果可以看出,界面IMC的厚度随扩展率的变大逐渐变大,活性剂的活性越强,Sn-0.65Cu/Cu的扩展率越大,形成的界面IMC越厚。当扩展率在60%以上时,界面IMC的厚度随着扩展率的变化急剧增大。在焊接过程中,液态钎料与母材润湿的同时,出现了溶解和扩散现象。扩散本身是一种物质的传输过程,在等温的条件下,不管浓度梯度如何,组元原子总是从化学位高的地方自发向化学位低的地方迁移,降低系统的自由能。当浓度梯度和化学位梯度方向一致时,溶质原子就会从高浓度地区向低浓度地区迁移。在钎焊条件下,组元原子的浓度梯度和原子热运动提供扩散的驱动力,扩散由高浓度向低浓度方向进行。事实上,液态Sn-0.65Cu与基板发生相互扩散,既有Cu基板被液态钎料溶解后在液相的扩散,又有液态Sn-0.65Cu向基板金属内部的扩散。在Cu基板/IMC处溶解的Cu原子浓度高于液态钎料中Cu原子浓度,Cu原子在IMC处的浓度差和热运动为Cu原子扩散到钎料/IMC处提供了驱动力,同时Sn原子也向IMC/Cu界面处扩散,直到其浓度梯度接近为0。
从钎料铺展示意图(如图4所示)可以看出,活性剂的活性越强,钎料在基板上越容易铺展,液态钎料的温度分布更为均匀,能借助能量起伏而越过势垒进行迁移的Sn原子和Cu原子数量越多,增大了Sn原子和Cu原子在钎料中的扩散系数,能激活更多的Sn原子和Cu原子向IMC/Cu界面迁移。在IMC层的扩散中,占扩散优势的Cu原子的热运动也更加剧烈,Sn原子与Cu原子的结合概率增大,导致生成的IMC层更厚。活性较差的活性剂铺展效果不好,在液态钎料的表面和钎料/Cu基板处的温度差异较大,使得液态钎料的温度分布不均匀,溶解在液态钎料的Cu原子和Sn原子热运动减弱,其扩散系数减小,受到热激活能向IMC/Cu界面迁移的原子数量减少,降低了Sn原子与Cu原子的结合机率,反应生成的IMC层更薄。
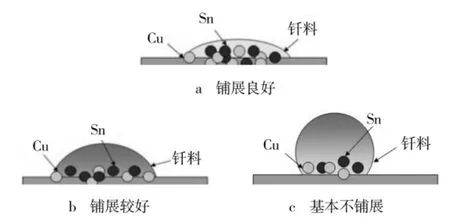
图4 不同活性剂作用的铺展示意Fig.4 The schematic of spreading out in solder under different activators
3 结语
1)不同活性剂配制的助焊剂作用下Sn-0.65 Cu/Cu的扩展率的大小顺序为:氢化松香>戊二酸>苹果酸>柠檬酸。
2)由于Cu原子的无规则热运动,扩散到钎料/IMC处的Cu原子浓度不均匀,在局部浓度偏高,Cu原子与Sn原子有较大的亲和力,所以IMC层以波浪起伏的形貌向液态钎料中生长,最终在IMC/液态钎料处形成扇贝状IMC层。
3)活性剂的活性越强,去除金属表面氧化物越快,液态钎料在Cu基板上越容易铺展,液态钎料的温度分布更均匀,Sn原子和溶解在液态钎料的Cu原子热运动更加剧烈,增大了Sn原子与Cu原子反应结合的概率,导致生成的IMC层更厚。
[1]杜长华,陈芳.电子微连接技术与材料[M].北京:机械工业出版社,2008:131.
[2]杜长华,陈方,杜云飞.Sn-Cu,Sn-Ag-Cu系无铅焊料的钎焊特性研究[J].电子元件与材料,2004,23(11):33-36.
[3]HUNT C,LEA D.Solder Ability of Lead-free Alloys[C].Proceedings of Apex,2000:1238.
[4]赵智力,钱乙余,李忠锁.N2保护对无铅波峰焊Sn-0.7 Cu钎料的润湿性影响及其在焊接工艺中的应用[J].电子工业专用设备,2004(4):29-33.
[5]CHAN Y C,ALEX C K.Growth Kkinetic Studies of Cu-Sn Intermetallic Compound and Its Effect on Shear Strength of LCCC SMT Solder Joints[J].Materials Science Engineering,1998,B55:5 -13.
[6]HITOSHI A,SHOJI T,NAGASA S,et al.Solder Powder Flux Solder Paste Soldering Method Soldered Circuit Board and Soldered Joint Product[P].United States 0046627 A1,2002-04-25.
[7]王伟科,赵麦群,王娅辉,等.助焊剂活性物质的制备与研究[J].电子元件与材料,2005,25(3):33-36.
[8]HITOSHI A,SHOJI T,NAGASA S,et al.Flux for Solder Paste[P].United States,0200836 A1,2003-10-30.
[9]YOON J W,LEE Y H,KIM D G,et al.Intermetallic Compounds Layer Growth at the Interface Between Sn-Cu-Ni Solder and Cu Substrate[J].Journal of Alloys and Com-pounds,2004,381:151 -157.
[10]韩宗杰,鞠金龙,薛松柏.半导体激光软钎焊Sn-Ag-Cu焊点微观组织[J].中南大学学报(自然科学版),2006,37(2):229 -234.
[11]刘筠,何秀坤.免清洗液态助焊剂标准的技术要点[J].规范与标准化,2002,(6):51 -54.
[12]WU Y,AEES S J,Pouraghabagher C,et al.[J].Electron.Mater,1993,22(7):769.
[13]上官东恺.无铅焊料互联及可靠性[M].刘建影,孙鹏,译.北京:电子工业出版社,2008:40-41.
猜你喜欢
现代制造技术与装备(2022年2期)2022-03-19
林产化学与工业(2021年2期)2021-05-11
紫禁城(2020年5期)2021-01-07
电子制作(2017年7期)2017-06-05
电子工业专用设备(2017年2期)2017-04-25
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
合成材料老化与应用(2015年4期)2015-07-25
