低压转子钢30Cr2Ni4MoV扭转镦粗数值模拟
2013-09-23 01:41刘建生
大型铸锻件 2013年6期
季 飞 刘建生 李 婷
(太原科技大学材料科学与工程学院,山西030024)
低压转子钢30Cr2Ni4MoV锻件是大型核电设备中最为关键的零部件,体积大,重量大,在工作过程中要承受各种复杂应力,对材料和加工过程都有很高的要求。钢锭镦粗是大型锻件锻造的主要成形工艺之一,而传统镦粗工艺虽然可以改善铸态组织、消除一部分疏松和缩孔,但同时也会带来锻件鼓形、开裂和应变分布不均匀等缺陷。这是大锻件锻造中出现废品的一个重要原因,给国家带来巨大的经济损失。
因此如何创造有利的力学条件,防止钢锭在镦粗过程中开裂并且消除传统镦粗带来的鼓形和应变分布不均匀,研究开发新的镦粗工艺就显得十分必要。扭转镦粗工艺即在坯料轴线方向上施加压力镦粗,同时靠坯料与模具间的摩擦力产生扭转。本文对30Cr2Ni4MoV钢锭扭转镦粗过程进行DEFORM-3D数值模拟,对比分析各种影响因素,优化工艺参数,使其能用以改善锻件内部质量,提高力学性能。
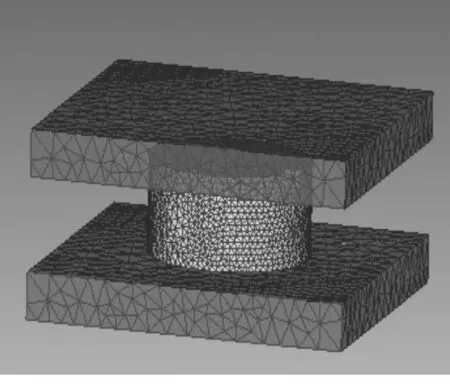
图1 有限元模型Figure 1 The finite element model
1 扭转镦粗工艺与传统平砧镦粗工艺的对比
有限元模型(图1)及模拟条件设置:坯料为30Cr2Ni4MoV钢锭,高度H=100 mm,直径D=200 mm,高径比0.5,初始温度1 200℃,网格划分为20 000个。上下模具材料为H13,初始温度200℃,网格划分为8 000个。上模下压速度为5 mm/s,下压量为40%,下模绕Z轴旋转,平砧镦粗角速度为0,扭转镦粗选择角速度为0.1 rad/s,摩擦系数选取0.3。各参数对比如表1所示,其中平均等效应变计算方式为:沿钢锭轴线方向在中心横截面取5个节点,并测量各个节点的等效应变值,然后计算平均等效应变值。
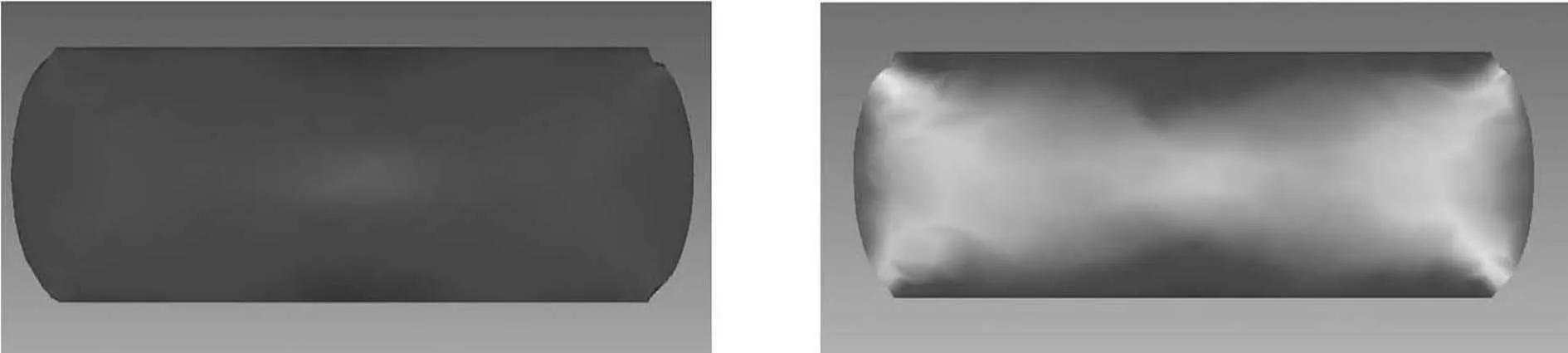
(a)平砧镦粗(b)扭转镦粗
图2 等效应变图
Figure 2 The diagram of equivalent strains
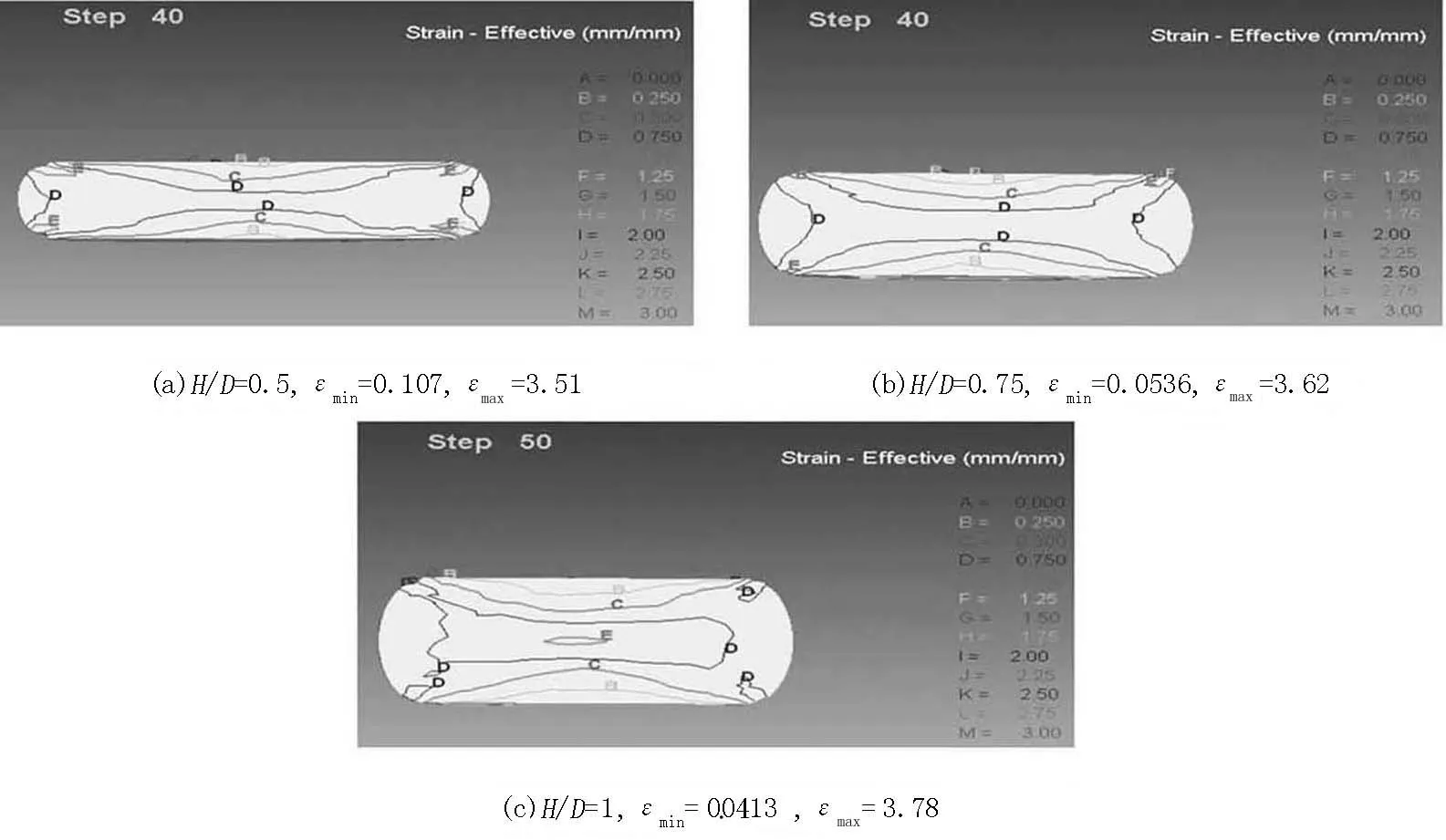
图3 不同高径比下的等效应变Figure 3 Equivalent strain under different ratios between height and diameter

图4 下压载荷行程曲线Figure 4 The stroke curve of pushing down load

平砧镦粗扭转镦粗下模角速度/(rad/s)下压载荷/N最大等效应变值最小等效应变值平均等效应变03.5×1063.990.1040.482 30.13.2×1062.670.1420.449 2
从表1可以看出,扭转镦粗比传统平砧镦粗下压载荷有所减小,这是由于扭转镦粗在坯料上施加了扭矩,存在剪应力,从而降低了在镦粗时所需的下压载荷。而对于有效应变来说,扭转镦粗最大最小有效应变差值比较小,有效应变分布较平砧镦粗均匀,但是所产生的最大有效应变值相对较小。从图2可以看出,相对于平砧镦粗,扭转镦粗的难变形区域明显减小,增大了镦粗对钢锭心部材料的影响,从而能更好的细化钢锭的晶粒,提高锻件质量。
2 各工艺参数的影响
通过设置不同的工艺参数,研究高径比、摩擦因子及扭转角度对模拟实验的影响。结合模拟实验得到的结果来优化各项工艺参数。
2.1 不同高径比
钢锭温度为1 200℃,直径为200 mm,下压速度为10 mm/s,下压量均为40%,摩擦因子为0.45,扭转角度为60°。
分析三幅不同高径比的等效应变(图3),可以看出,高径比越小,最大与最小等效应变的差值越小,变形相对更加均匀一些。从图4可以看出,在变形程度相同的情况下,高径比越小,变形也越困难,所需的下压载荷也越大。

图5 不同下压速度下的等效应变Figure 5 The equivalent strain under different pushing down speeds

图6 下压载荷行程曲线Figure 6 The stroke curve of pushing down load

图7 扭矩行程曲线Figure 7 The stroke curve of torsional moment
2.2 不同下压速度
由于镦粗是最主要的锻压工序,那么下压速度的不同势必对工件成形有所影响。在钢锭温度为1 200℃、直径为200 mm、高径比为1、下压量均为40%、摩擦因子为0.5和扭转角度为60°的条件下,分析讨论不同下压速度对30Cr2Ni4MoV钢锭扭转镦粗的影响。
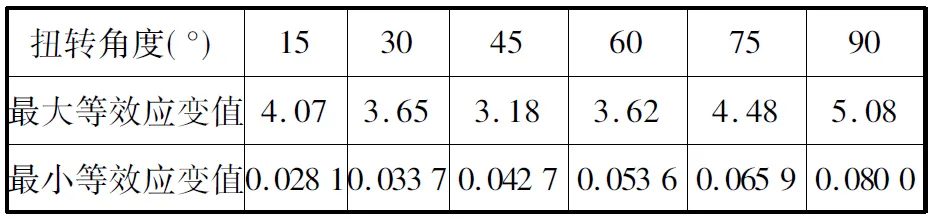
表2 等效应变数据Table 2 The equivalent strain data
从图5可以看出,当最大应变值相同时,下压速度相对较小时心部面积较大,整体三种下压速度对应变的影响差别不大,但是速度较小时,最大有效应变值相对较小。然而通过对图6与图7进行分析得出:由于下压速度的增大,相应下压载荷也变大,从而导致扭矩的增大。在实际加工过程中应尽量减少载荷和扭矩,从这个角度考虑,下压速度选取较小一些比较好。
2.3 不同扭转角度
由于扭转镦粗成形工艺中,不同的扭转角度会影响工件的变形程度,因此对扭转角度应进行必要的研究分析。钢锭温度为1 200℃,直径为200 mm,高径比为0.75,下压速度为10 mm/s,下压量均为40%,摩擦因子为0.45。不同扭转角度对30Cr2Ni4MoV钢锭扭转镦粗的影响分析如下。
从表2可以看出,在15°~45°扭转角度范围内,最大等效应变值是一个减小的过程。在45°以后,随着角度的增加,最大应变值也在逐渐增大。而最小应变值是随着角度的增大一直增大。
从图8可以看出,扭转角度在30°~45°时等效应变分布比较均匀。这是因为扭转角度过小,剪切应力对锻件镦粗起到的作用不明显,而如果扭转角度过大,也就是角速度加大,使得模具和锻件间的相对扭转速度差距开始增大,导致试件运动滞后,从而也就产生了变形的不均匀。

图8 不同扭转角度下的等效应变Figure 8 the equivalent strain under different torsion angles
3 结论
虽然大型锻件的扭转镦粗由于设备的限制较难实现,但是通过模拟可以看出这种工艺是一种能有效提高锻件质量的新工艺,结论如下:
(1)与传统平砧镦粗工艺相比较,扭转镦粗工艺可以明显减小下压载荷,并且大变形区域明显增大,可以提高锻件质量。
(2)通过对不同工艺参数的对比,可以得出高径比较小的锻件扭转角度为30°~45°、下压速度较小时,锻件内部的应变更加均匀。
[1] 薛克敏,张君,李萍,等.高压扭转法的研究现状及展望[J].合肥工业大学学报,2008, 31(10):1613-1616.
[2] 徐树勤,郭会光,黄劲.压缩扭转复合变形的实验研究[J].太原重型机械学院学报,1991,12(2):305-311.
[3] 刘为,薛克敏,李萍,等.压扭对20CrMnTi端面组织性能的影响[J]. 精密成形工程, 2010,2(3):27-31.
[4] 刘鑫,钟约先,马庆贤,等.低压转子钢30Cr2Ni4MoV动态再结晶行为研究[J].中国机械工程,2010,21(5):603-606.
[5] 刘鑫,钟约先,马庆贤,等.低压转子钢30Cr2Ni4MoV动态再结晶行为研究[J].中国机械工程,2010,21(5):603-606.
[6] HAFOK M,PIPPAN R.Post-shear Defornation of High Pressure Torsion-deformed Nickel Under Hydrostaic Pressure [J]. Scripta Materialia,2007,56:757-760.
[7] 胡建军,李小平. DEFORM-3D塑性成形CAE应用教程[M] . 北京: 北京大学出版社,2011
[8] 盛志刚,王华昌,陈永波,等.附加扭矩优化圆柱体镦粗成形的有限元模拟[J].锻压设备与制造技术,2006,84(2):84-85.
猜你喜欢
林业科学研究(2022年5期)2022-10-12
中南林业科技大学学报(2022年7期)2022-09-26
一重技术(2021年5期)2022-01-18
大型铸锻件(2021年3期)2021-04-30
山西冶金(2020年4期)2020-09-17
大型铸锻件(2020年5期)2020-09-15
中国矿业(2020年5期)2020-05-22
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12