
基于西门子6RA70系列直流调速器的矫直机电气控制系统设计
2013-09-19 08:53:58祖龙起,陈军,刘顺利,刘正浩,吴凯峰
大连工业大学学报 2013年4期
祖 龙 起,陈 军,刘 顺 利,刘 正 浩,吴 凯 峰
(大连工业大学 信息科学与工程学院,辽宁 大连 116034)
0 引 言
矫直机主传动系统普遍采用电机、减速齿轮分配箱、安全联轴器到矫直辊的传动方式。根据所选电机形式,配套数字式直流或交流调速器装置以保证矫直速度调节的同步性和平滑性。如何实现对直流调速器的通信和控制及参数设置是自动化控制中重要研究内容。本文设计了一种由西门子6RA70系列直流调速器、西门子PLC等组成的矫直机电气控制系统,充分利用成熟的技术,发挥出直流调速器的优越性,使调速性能从本质上得到了改善。
1 矫直机控制系统简介
1.1 矫直机控制系统工艺流程
矫直机系统主要是对直径50~100mm的棒材进行加工的成套设备。根据矫直工艺流程,棒料在上料架经过拨料机构拨到上料轨道中,由上料轨道的电机将棒料送入矫直机矫直区进行矫直。上料轨道由变频电机控制。当棒材完全经过矫直区以后,由拉出电机将棒料拉出,此时棒料进入下料架,然后开始进行下一道矫直工序循环[1]。
1.2 矫直机系统控制要求
矫直机的主机结构如图1所示,主机包括7个辊(3个上辊和4个下辊),主要设备包括主传动电机、减速机和联轴器。其角度和高度都是均可进行手动调节,便于不同直径棒材的矫直操作。每个辊都配有一台电机,可以控制辊的上下移动,调节辊间距。每个辊与减速器之间通过联轴器相连,上辊的联轴器驱动3个辊,下辊的联轴器驱动4个辊。
矫直机矫直的棒材型号范围为直径50~100mm,所需要电机的转矩比较大,因此需要大功率的直流电机作为矫直机系统的主电机。棒材矫直要求矫直精度是1 000mm长度内允许的直线度误差为0.3mm[2],因此对上下辊的同步性要求比较高,需要通过直流调速器让系统的上下辊输出速度以及输出功率和输出电流都保持同步。

图1 七辊矫直机主机示意图Fig.1 Illustration of the main engine of the seven-roller straightening machine
1.3 6RA70系列直流调速器
SIEMENS 6RA70系列直流调速器为三相交流电源直接供电的全数字控制装置,其结构紧凑,用于可调速直流电机电枢和励磁供电,装置额定电流范围为15~2 200A,可通过并联整流装置进行扩展,并联后输出额定电枢电流可达到12 000A。6RA70直流调速器已经广泛应用于各行各业,控制器的核心器件已经在国内外得到可靠实例的证实,可靠性、安全方面得到有效保障。
2 矫直机电气控制硬件系统设计
2.1 电气控制系统硬件结构设计
控制系统选用西门子S7-300系列PLC,选用315CPU为中央处理器,如图2所示。电机主传动部分采用西门子6RA70直流调速器控制。各个设备之间通过PROFIBUS总线[3]进行联网,组成控制网络,并通过西门子Step7软件进行硬件组态。
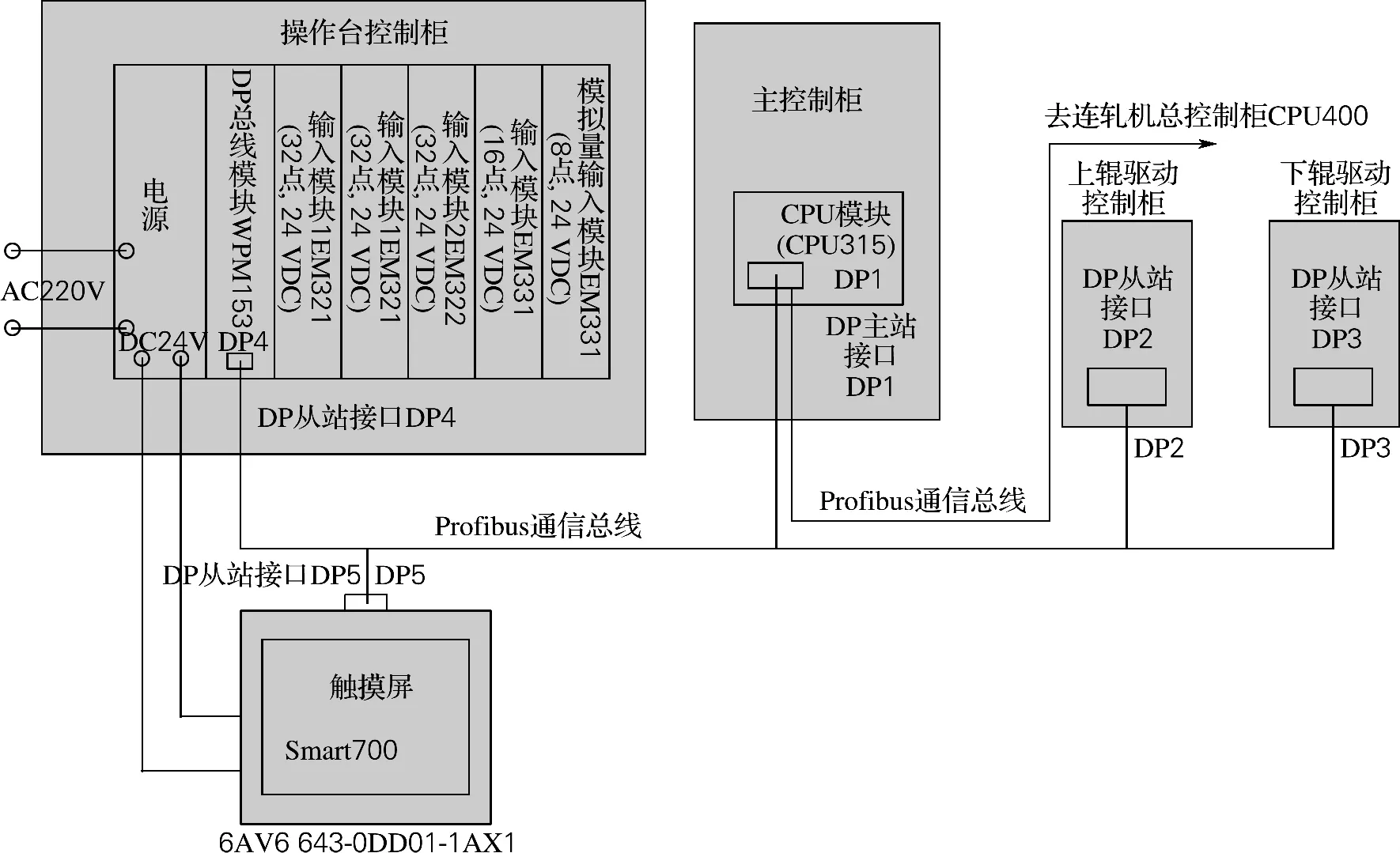
图2 系统硬件结构设计Fig.2 The hardware structure of the system design
2.2 6RA70系列直流调速器通信板CBP2设置
CBP2通信板是SIMOREG DC-MASTER整流器的通信板,它控制SIMOREG DC-MASTER与 SIMATIC S7-300之间的通信,SIMOREG DC-MASTER通信协议是 Profibus-DP总线协议,通信需与CBP2通信板配合使用。
从Profibus-DP网中接收到的数据存入CBP2通信板的双向RAM中,双向RAM中的每一个字都将被编址,在整流器的双向RAM可通过被编址参数进行排序,向调速器中写入控制字、设置值或读出实际值、诊断信息等参数。
参数设置:
P927=40(参数化的接口使能)
P918=4(注意:从站地址必须与硬件组态时保持一致,这里是4)
U722=10MS(报文监控时间)
P648=3001(控制字PZD1)
P644,001=3002(主给定PZD2)
U734,001=32(状态字,PZD1反馈值)
U734,002=151(实际值,PZD2反馈值)
3 矫直机电气控制系统软件设计
3.1 软件设计
根据控制要求,软件控制流程如图3所示。通过触摸屏对设备进行监视和控制,首先将需要矫直的棒料放到上料架上,根据传感器的显示知道棒料是否到位。当棒料放到架子上以后,按下启动按钮,系统开始判断进料道是否有料,如果没有料,拨料机构就会往送料辊道里拨进一根料,然后棒料通过送料辊道进入矫直机,待完全通过矫直机后,棒料进入出料辊道,系统下料机构将矫直后的棒料拨到下料架上,开始下一个循环。
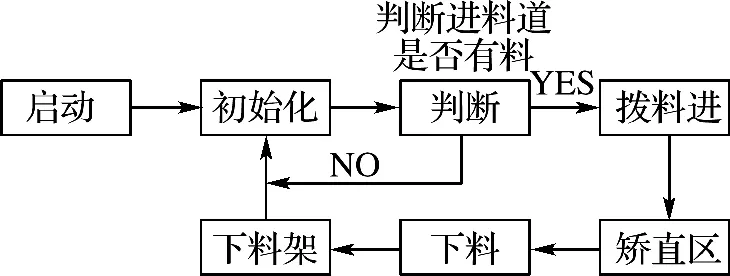
图3 自动控制系统流程Fig.3 Auto-control work flow diagram
3.2 PLC控制直流调速器主要系统程序设计
组态以后的硬件系统,可以在CPU中编写控制命令实现对其进行控制。
在管理界面中插入一个功能“FC18”块,双击以后进入编程界面,在此界面中对直流调速器的通信进行编程。
如图4所示,使用西门子S7-300自带功能SFC15和SPC14模块,其中SFC15模块是写入数据模块DPWR_DAT,SFC14是读出数据模块DPRD_DAT。
图4中所示参数的含义如下[4]:
(1)LADDR:硬件组态时PZD的起始地址。W#16#100是用十六进制表示的通道地址,就是十进制的256,此通道在前面硬件组态中由系统自动生成。
(2)RECORD:数据块DB1中定义的PZD数据区相对应的数据地址P#DB1.DBX20.0BYTE 12,表示的是在数据块DB1中定义的控制通道的接受控制数据的起始控制地址,以及伺服电机反馈回来的如转动速度、转动角度、电流值等实时数据。P#DB1.DBX0.0BYTE 12表示的是在数据块DB1中定义的控制通道发送控制字的起始控制地址,其中包括发送启动、停止信号,正反转信号以及电机转动速度信号。
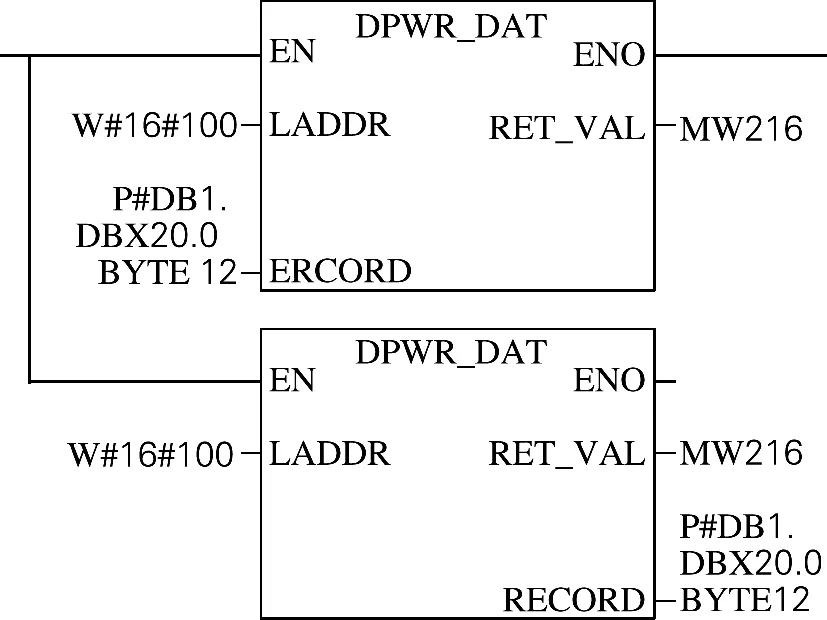
图4 直流调速器通信程序Fig.4 Communication program of DC governor
(3)RET_VAL:程序块的状态字,可以以编码的形式反映出程序的错误等状态。
在直流调速器通信程序编写完成以后,开始编写直流调速器控制程序。在管理界面上新建一个功能“FC15”块,打开以后编写控制程序。
在编程软件STEP-7中完成硬件组态,并对直流调速器分配网络地址。该地址必须与直流调速器CBP2板中设置的相同,如图5所示。通过控制命令 W#16#8C7F(START)、W#16#8C7E(STOP)启动调速器。
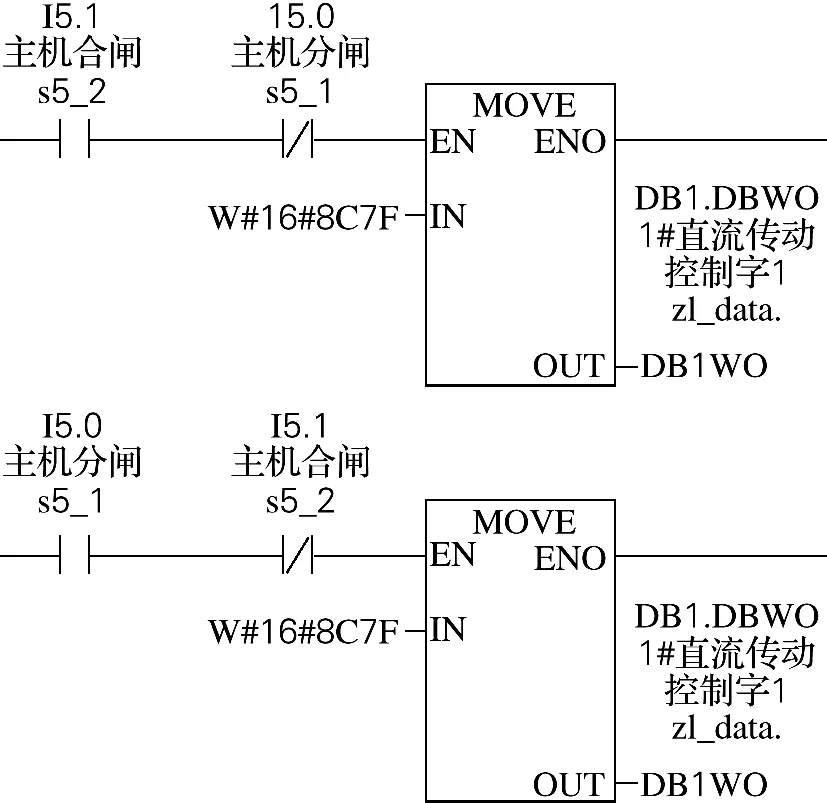
图5 直流调速器控制命令Fig.5 Control order of DC governor
PLC向6RA70发送的控制字[5]的定义,如表1所示,通过只读参数r652读出控制字的状态。

表1 西门子6RA70直流调速器控制字Tab.1 Control word of Siemens 6RA70DC governor
如图6所示,由于在数据块DB1中设置了1#直流调速器的速度给定通道为DB1.DBW2[4],2#直流调速器的速度给定通道为DB1.DBW42,因此通过给这两个通道赋值的方法来控制直流调速器的速度。给直流调速器赋予的数值是给定的数字量,
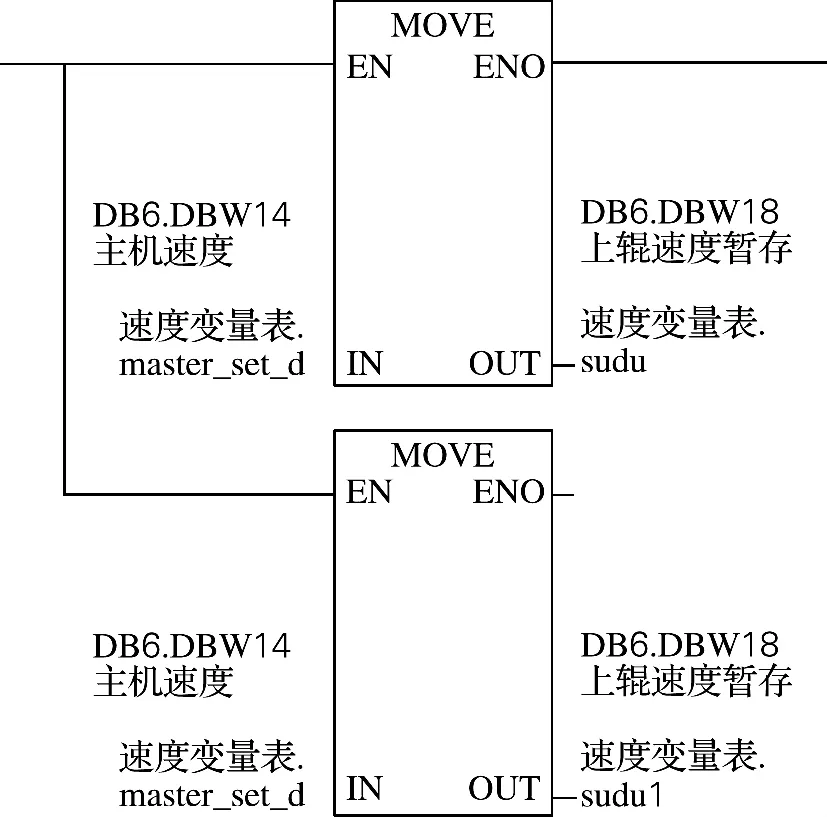
图6 直流调速器速度设定命令Fig.6 Speed setup order of DC governor
并非实际数值,这样不太方便实际操作,因此需要通过计算,将输入的实际量转换成直流调速器可以识别的数字量。计算公式为
数字量=(分辨率最大值×实际值)/实际值量程
通过公式推导,编写了一个模拟量与数字量之间的转换模块,用于对输入直流调速器的转换,如图7所示。
模块中“input1”端输入的是操作员设定的直流电机控制量,“input2”和“input3”分别为可以输入的量程和分辨率的最大值。通过模块里面程序的计算得到直流调速器可以识别的控制数据。
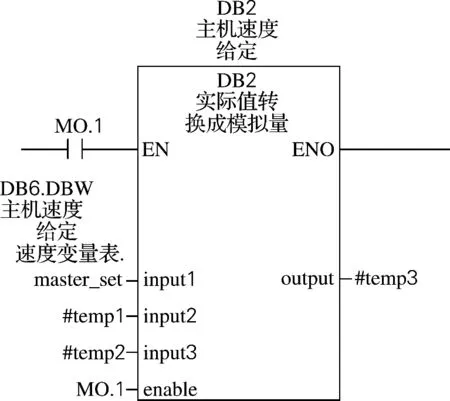
图7 模拟量与数字量转换Fig.7 Analog-to-digital convertor
4 结 论
本设备通过现场调试以及应用,经过一段时间的运行,达到预期的控制设计要求,并且矫直精度符合标准。实践证明,采用西门子6RA70直流调速器与PLC通信配合的控制系统能够实现较直机速度同步、扭矩同步的要求,具有性能稳定、运行可靠、调节精度高、参数设置方便以及故障率底、维护简单等优点。
[1]扬帆,吴敏.基于PLC的矫直机控制系统[J].武汉化工学院学报,2005,27(2):70-73.
[2]罗艳丽.PLC在矫直机自动化控制系统中的应用[J].冶金动力,2008(4):83-86.
[3]王自伟.西门子PLC及PROFIBUS DP网络在管棒材矫直机中的应用[J].重型机械,2010(1):27-30.
[4]韩瑞华.590全数字直流调速装置在矫直机控制系统中的应用[J].昆明理工大学学报,2005,30(5A):17-21.
[5]张鹏,刘青,吴景华.Profibus-DP 在直流调速器6RA70的应用[J].中国仪器仪表,2006(3):84-86.
猜你喜欢
昆钢科技(2021年1期)2021-04-13 07:55:00
四川冶金(2019年5期)2019-12-23 09:05:00
传感器与微系统(2019年9期)2019-09-11 02:25:10
重型机械(2018年6期)2019-01-07 11:13:48
上海金属(2016年1期)2016-11-23 05:17:28
水电站机电技术(2016年1期)2016-02-28 14:21:36
合成技术及应用(2015年3期)2015-12-11 08:36:27
水电站机电技术(2014年4期)2014-10-13 08:30:03
水电站机电技术(2014年3期)2014-09-26 12:01:15
机电产品开发与创新(2014年6期)2014-03-11 16:42:50
