全自动光刻机的同步控制方法
2013-09-17 01:49:44宋丽娟
电子工业专用设备 2013年11期
宋丽娟,宫 晨
(中国电子科技集团公司第四十五研究所,北京 100176)
全自动光刻机的同步控制方法
宋丽娟,宫 晨
(中国电子科技集团公司第四十五研究所,北京 100176)
对于一种包含多个相对独立又彼此干涉机构的全自动光刻机,设计合理的控制方法才能使各个机构高效而稳定地协同工作。按照机械结构将设备划分为4个控制对象,采用同步控制方法使这4个对象实现并行工作。这种控制方法相对于顺序执行工艺流程的方式,极大地提高了设备的运行效率。而且,这种同步控制方法也可适用于具有类似控制要求的其他设备。
多机械手;同步控制;全自动光刻机
随着半导体设备自动化水平不断提高,效率已成为衡量全自动设备性能的重要指标之一。因此,如何设计一套安全、稳定又高效的设备控制系统,是半导体设备研发工程师设计软件系统时考虑的重要因素。在全自动掩模光刻设备中,通常包含工作台、预对准台和机械手等多种结构,本文介绍了一种包含多个机械手的全自动光刻掩模机的软件系统的同步控制方法。
1 设备同步分析
1.1 设备结构
一种全自动掩模光刻机的结构如图1所示,它由取料盒、收料盒、预对准台、工作台和两组机械手构成,是一个包含3个机械手的全自动设备,包括了左侧的联动机械手臂(双臂机械手)和右侧手臂(单臂机械手)。单、双臂机械手是两组看似独立又彼此干扰的机构,其中双臂机械手是在X1轴和Y1轴上的二维运动;而单臂机械手仅进行X2轴上的一维运动。两组手臂均进行点位运动,双臂机械手的X1轴运动点位为P1~P4,Y1轴运动点位为 P5、P6;单臂机械手的 X2轴运动点位为 P7~P10。
该设备的主要工艺流程:单臂机械手从取料盒取片送至预对准台,在预对准台完成料片的预对准,再由双臂机械手将预对准台上已完成预对准和工作台上已完成曝光的料片分别送至工作台和收料盒,送到工作台的料片再进行曝光工艺,完成曝光后再被送至收料盒。
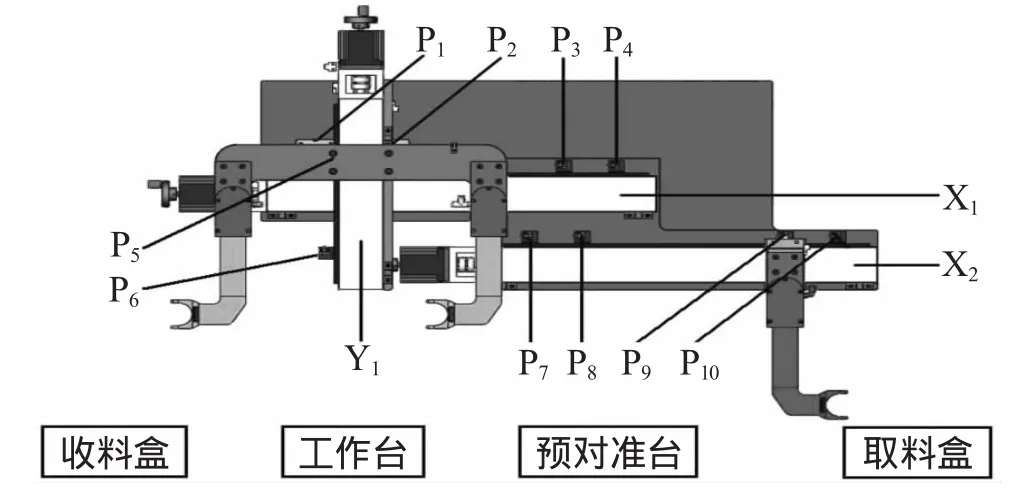
图1 设备结构图
1.2 并行时序
如果采用顺序执行工艺的方式,即取片→预对准→送片→曝光→送收料盒的流程来完成一次工艺流程,工艺周期非常长。而对于这样一台全自动设备来说,这样的生产效率过于低下。因此,分析该设备各机构的工艺动作,使各机构能够最大可能地并行工作,是提高设备效率的有效途径。

图2 各机构的并行时序图
运行时序图是一种能够有效地体现各机构在同一时间段内的同步动作、指示出其下一时间段运动所需的必要条件的示意图。设计出正确的运行时序图是设备同步控制成功的关键,依据运行时序图,能够清晰的将同时运动的机械部件划分成独立的软件控制模块,模块间的并行同步控制即是设备的同步控制。
对于图1所示的多机械手全自动光刻设备,单臂机械手、双臂机械手、工作台、预对准台可以并行协同工作,其运行时序图如图2所示。从时间轴看,从0~t9是完成一片料片工艺过程的最小单位,在这个时间段内,各个机构并行协同完成一次工艺流程。以下用图2中的一部分来说明各机构如何并行协同工作:当预对准台完成预对准后,预对准台的接片柱将料片抬起;同时,工作台也完成了曝光工艺,工作台的接片柱也将料片抬起,这时双臂机械手才可以在预对准台和工作台同时取片。接着,当预对准台和工作台的接片柱都降下后,双臂机械手才可以去工作台和收料盒送片。同样的,放片流程中各机构的协同工作过程与上述描述类似。
1.3 干涉点分析
设备的多机构并行协同工作时,各机构之间存在着多个干涉点。要保证设备运行的正确性,必须根据设备的机械设计结构及运行时序图,准确地整理出这些干涉点,以规避干涉点给设备运行带来的不安全因素。各机构间的干涉点归纳为:
(1)双臂机械手和单臂机械手。X轴方向——双臂机械手在P1或P2点位的时候,单臂机械手才可以运行至P7和P8;而当单臂机械手在P9或P10点位的时候,双臂机械手才可以运行至P3和P4;Y轴方向——双臂机械手进行取放片工作时,它运行在P5点;而当工作台在曝光工艺准备机曝光过程中,它必须运动至P6的位置。
(2)双臂机械手和预对准台、工作台。预对准台完成预对准并抬升接片柱,同时工作台完成曝光并抬升接片柱后,双臂机械手才可以进入预对准台和工作台接片;而预对准台接片柱降下、工作台接片柱降下且掩模板架在高位时,双臂机械手才可以进入预对准台和工作台送片。
(3)单臂机械手和预对准台。预对准台接片柱降下时,单臂机械手才可以到预对准台送片或者从P7点回到P9点。
2 同步控制方法
2.1 模块的同步设计
为了实现设备各机构正确的协同并行运动,依据上述的同步分析,设计了如图3所示的同步控制方案:将单臂机械手、预对准台、双臂机械手和工作台4个机构分别设计为取料、预对准、收料和曝光4个运动模块,并设计了故障监控模块以保证异常时各运动模块能够正常结束。这5个模块分别创建5个对应的后台控制线程。
实现线程同步的方法有临界区、信号量、事件和互斥量4种方式,其中事件(CEvent)是在内核模式下工作,适用于一个线程等待另一个线程完成某任务。在该设备中,双臂机械手和预对准台、工作台以及单臂机械手有干涉点,同时,单臂机械手和预对准台、双臂机械手也有干涉点。因此,要避免它们彼此冲突,一个部件在干涉点的时候,另一个部件就需要等待干涉源消失,而事件对象能够完成这种线程之间的互相等待。
4 个运动模块的线程内部都采用串行工作结构,各运动模块间通过事件对象实现同步,而运动模块与故障模块间通过退出变量进行交互。当某运动模块出现故障时,通知故障模块异常发生,故障模块再将异常反馈给其他的运动模块,其依据异常类型将运动暂停或将模块安全退出。

图3 设备同步控制模块
2.2 利用事件对象实现线程的同步
对上节中提到的三组机构间的干涉点,设计了两种解决干涉的方法。单臂机械手和双臂机械手都是点位运动,它们在某些点位会互相干涉,可以为两组手臂分别设计两个变量(分别为单臂机械手安全和双臂机械手安全)来保证同步运行时的安全。当单臂机械手在P9和P10时,双臂机械手安全;当双臂机械手在P1和P2时,单臂机械手安全。而对于单臂机械手和预对准台、双臂机械手和预对准台、工作台之间的干涉,则利用事件对象来实现这些线程间的同步。
2.2.1 事件设计
4 个运动线程事件的具体定义:
●单臂机械手和预对准台之间的事件对象定义
A1:SingleArm_PreClib_Drop_Event(单臂机械手通知预对准台已到放片位)
A2:SingleArm_PreClib_Evacuate_Event(单 臂机械手通知预对准台已到后撤位)
A3:SingleArm_PreClib_RWait_Event(单臂机械手通知预对准台已到取料等待位)
B1:PreClib_SingleArm_Drop_Event(预对准台通知单臂机械手可以到放片位)
B2:PreClib_SingleArm_Evacuate_Event(预对准台通知单臂机械手可以到后撤位)
B3:PreClib_SingleArm_RWait_Event(预对准台通知单臂机械手可以回取料等待位)
●双臂机械手和预对准台之间的事件对象定义
C1:PreClib_DoubleArms_Pickup_Event(预对准台通知双臂机械手到预对准台取片位)
C2:PreClib_DoubleArms_ToWrkTbe_Event(预对准台通知双臂机械手可去工作台)
D1:DoubleArms_PreClib_Pickup_Event(双臂机械手通知预对准台已到预对准台取片位)
D2:DoubleArms_PreClib_ToWrkTbe_Event(双臂机械手通知预对准台已到达工作台)
●双臂机械手和工作台之间的事件对象定义
E1:DoubleArms_Wrk_Pickup_Event(双 臂 机 械手通知工作台已到工作台取片位)
E2:DoubleArms_Wrk_PickupBack_Event(双 臂机械手通知工作台取完片已离开)
E3:DoubleArms_Wrk_DropBack_Event(双臂机械手通知工作台放完已回事件)
F1:Wrk_DoubleArms_Pickup_Event(工 作 台 通知双臂机械手取片)
F2:Wrk_DoubleArms_PickupBack_Event(工 作台通知双臂机械手取完片离开)
F3:Wrk_DoubleArms_DropBack_Event(工作台通知双臂机械手放完离开)
2.2.2 事件交互
上述事件之间的交互关系如图4所示,4个运动线程内部是顺序执行的,线程间通过事件对象来实现线程间的同步。以取料和预对准线程间利用事件对象实现线程间的同步控制为例,当单臂机械手从上料盒取完料片后,开始等待事件B1,而当预对准台设置了事件B1后,单臂机械手才将料片送至预对准台的放片位,并设置事件A1;预对准台等到事件A1后,接片柱开真空并抬升,再设置事件B2;单臂机械手等到事件B2后,运动到后撤位,设置事件A2;预对准台等到事件A2后,接片柱关真空并下降,设置事件B3;单臂机械手等到事件B3后,再回到取片等待位,设置事件A3;预对准台等到事件A3后,再执行后续流程,至此,一次取料的流程就完成了。单臂机械手和预对准台之间通过事件对象实现了两个线程的同步控制,事件之间交互的正确,保证了设备的安全运行。收料线程和预对准、曝光线程间的同步过程与上述描述类似。

图4 单、双臂机械手、预对准台和工作台间的事件交互示意图
3 结 论
对多机械手的全自动光刻机设计的同步控制方法,能够使设备在实际工艺流程中安全、稳定且高效地运行。相对于顺序执行工艺流程的方式,并行工作方式大大提高了设备的运行效率,并且,这种同步控制的方法对其他半导体设备的并行控制
设计也具有一定的借鉴价值。
:
[1]孙鑫,余安萍.VC++深入详解[M].北京:电子工业出版社,2006.
[2](美)Michael Quirk,(美)Julian Serda著,韩郑生 译.半导体制造技术[M].北京:电子工业出版社,2009.384-400.
The Synchronous Control Method for A Type of Automatic Mask Aligner
SONG Lijuan,GONG Chen
(The 45thResearch Institute of CETC,Beijing 100176,China)
Abstract:For a contains several relatively independent and mutual interference mechanism of automatic mask aligner,designs reasonable control methods to make efficient and stable institutions to work together.According to the mechanical structure could be divided into four control objects,adopts synchronize control method for parallel work of these four objects.This control method is compared with the sequential execution of process,greatly improves the efficiency of equipment.Moreover,the synchronize control method also can be applied to other equipment with similar control requirement.
Keywords:Multi-manipulator;Synchronize control;Automatic mask aligner
TN305.7
B
1004-4507(2013)11-0050-04
2013-04-24
猜你喜欢
诗潮(2019年8期)2019-08-23 05:39:48
当代陕西(2018年12期)2018-08-04 05:49:20
意林·少年版(2018年10期)2018-05-30 16:24:42
诗潮(2017年4期)2017-12-05 10:16:18
中国惯性技术学报(2017年1期)2017-06-09 08:15:14
制造技术与机床(2017年2期)2017-05-04 04:17:24
探测与控制学报(2015年4期)2015-12-15 15:01:00
诗潮(2015年3期)2015-03-20 14:40:24
舰船科学技术(2015年8期)2015-02-27 15:38:46
航天返回与遥感(2014年5期)2014-07-31 17:57:09