
修船供砂一体化的设计思路与实施
2013-09-07 07:50林隆
中国修船 2013年5期
林 隆
(上海船厂船舶有限公司,上海 202156)
修船供砂一体化的设计思路与实施
林 隆
(上海船厂船舶有限公司,上海 202156)
文章通过修船供砂一体化的设想,详细叙述供砂一体化实施过程以及在设计制造方案中的选择和针对关键点的解决,表明了修船企业只有在进行修船生产的同时加大对生产保障设备投入的必要性,从而才能达到缩短船期和提高质量的目的。
供砂一体化;砂库;振筛机;单索散货抓斗;专用平板拖车
在上海船厂船舶有限公司 (以下简称上海船厂)崇明修船码头,有3个外形呈圆筒形的钢结构,它们就是建造于2006年直径为8 m、高13 m的钢结构,也是修船供砂一体化的主题部分——1 500 t铜矿砂库。
2003年初,上海船厂修船分厂考虑到长远发展,开始了崇明修船基地前期准备工作,年中在修船18勇士的带领下,以及修船职工的努力,开始了艰苦的崇明修船创业历程。在简陋的设施条件下,利用码头上仅有的1部门吊,2台轮胎吊,创造了二江三地 (上海浦东、浦西、崇明)同时修船的大好局面。随着船越修越多,崇明修船基地涂装工程,由于设备的问题,产生了跟不上生产需求的矛盾,因远离陆地,地处偏僻,交通条件有限,再遇上台风等恶劣天气,运砂、储砂的问题严重地暴露了出来。再加上装运铜矿砂的人工量大,时间长,大大制约了修船周期。这一难题,严峻地摆在了修船分厂技术质量部面前,实现供砂一体化的思路由此产生。
1 供砂一体化设计思路的形成
1.1 早期供砂的状况
由于处于上海船厂崇明区域大规模修船的早期,起重设备极其简陋,喷砂用的铜矿砂只能采用袋装砂,用船运至崇明岛,靠码头后,由用砂工程队每次派出4名人员,拆包将铜矿砂倒入砂箱内,然后用轮胎吊将砂箱吊上码头,用铲车将其铲走,耗费了大量的人工和时间。而剩余的铜矿砂无法储存,只能放在砂船上,用帆布盖住以避免下雨造成损失,砂船积压,造成周转失控。
1.2 供砂一体化的实际思路
考虑到修船在崇明发展的需要以及在上海本部多年来的经验,提出了供砂一体化的概念,即以下3点。
1)为降低用砂成本,购买散砂运送至崇明修船码头,用门吊配专用抓斗,将铜矿砂装入砂库,同时也节约了用砂方的劳动力成本和时间。
2)建立1 500 t铜矿砂库,再配备每只可容纳3 t铜矿砂的砂箱240只,使铜矿砂储存量一次就可达2 220 t,可满足船壳喷砂Sa2级37 000 m2,或供货舱喷砂Sa2级24 650 m2,由此,可完全扭转由于台风等其他因素对涂装用砂的影响,确保在修船舶喷砂作业的完成。
3)将砂库的铜矿砂经振筛之后,装入砂箱,由专用平板拖车配备拖车动力车 (35匹的拖拉机)将其运到用砂场所,铲车将砂箱铲到喷砂砂缸上,即可进行喷砂作业。
1.3 供砂一体化所需配备的设备
1 500 t的砂库;振筛机;专用抓斗;专用平板拖车;15 t门吊;砂箱;砂缸。
2 供砂一体化实施
在设计思路明确之后,针对具体的方案逐一进行细化,对遇到的每一关键点都发挥了修船工程技术人员的聪明才智和专业优势逐一解决。
2.1 1 500 t砂库选址
了解和参考了2家船厂和我厂浦西厂区的砂库情况。
1)中船澄西船厂的大型砂库建立在厂区里,离码头较远,直径15 m,考虑地面的承受力,采用打桩加强,建了一个砂库,储砂1 500 t。砂船靠码头之后,采用4台长距离的皮带输送机,将铜矿砂装入砂库,它的特点是:工程量大、占地面积大、设备多、不易于日常使用及维修保养。
2)广州文冲船厂的供砂情况类似我厂崇明修船基地早期供砂状况,无参考价值。
3)位于浦西厂区的砂库分厂自行建造的500 t砂库1个,经振筛后再用输送带放入用砂库,但砂库和用砂库在厂区内,离码头较远,采用吊车装砂,容量较小。
根据以上3种情况以及崇明现状考虑了以下3种方案。
方案一:在修船码头东面,2根门型机轨道中间建造1个能储砂1 500 t的大型砂库,2根轨道之间的最大距离为10.5 m,离江面最近,便于砂船的停靠和直接运上码头,见图1。
方案二:在修船厂区东面防汛墙内建造1个1 500 t大型砂库,采用长距离输送带运砂入砂库 ,见图2。
方案三:在修船码头5#引桥东面门机内侧建造3个储砂500 t的砂库,见图3。
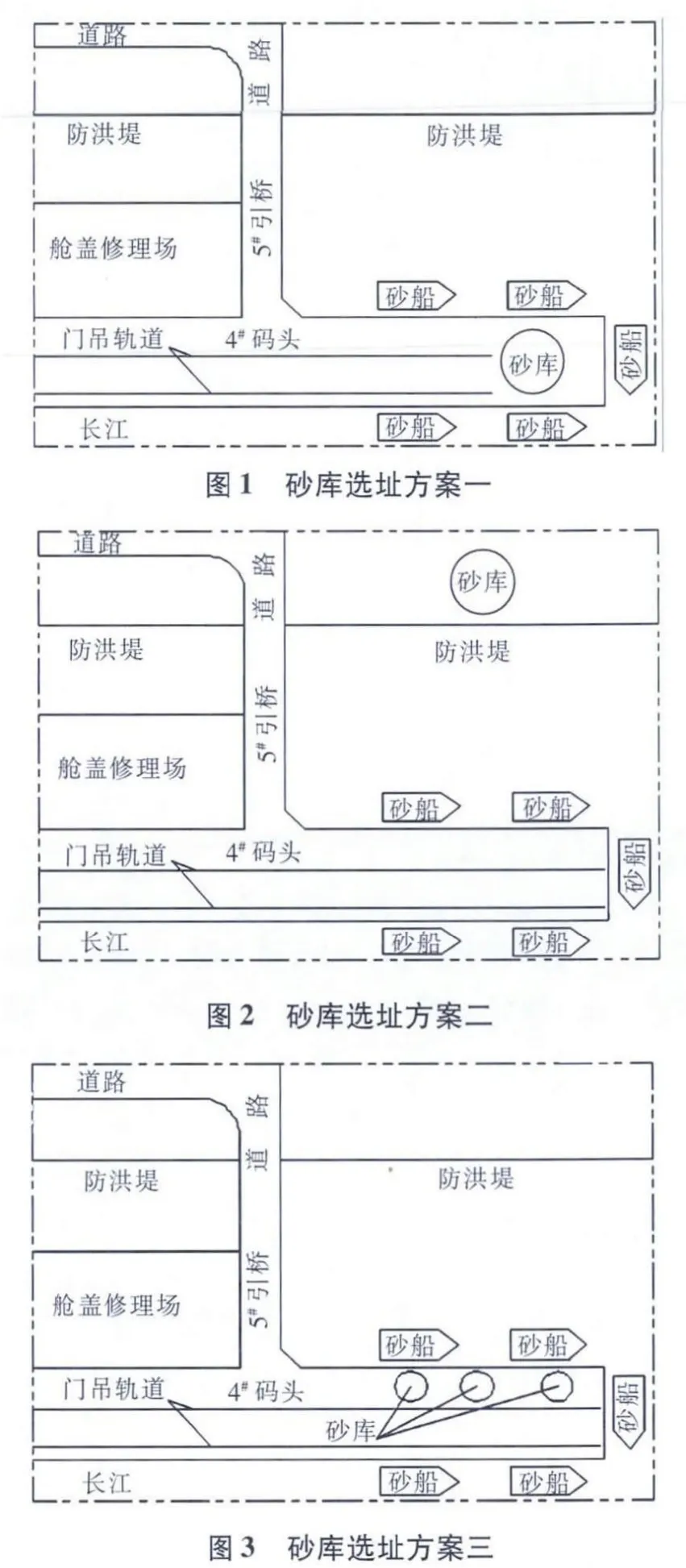
经过讨论和计算,否定了方案一和方案二。方案一最主要的问题是码头根本不具备对1 500 t砂库所占据面积的承受力,两轨之间距离仅为10.5 m,如果1 500 t的容量,则其高度将使门型机根本不能使用。方案二的问题类似于中船澄西船厂砂库的缺点。而方案三的优点是将1 500 t的承受力分解为3处,经计算和上海船厂建筑设计室审核确定,方案可行,但已经是极限承载。最后确定了方案三,即制造3个直径为8 m,高为12.5 m,储砂共1 500 t的砂库。
2.2 3个500 t铜矿砂罐设计制造
1)为了能储存500 t铜矿砂以及下部放砂的需求,将箱体结构设计成由圆筒和下部的圆锥体组成,见图4。
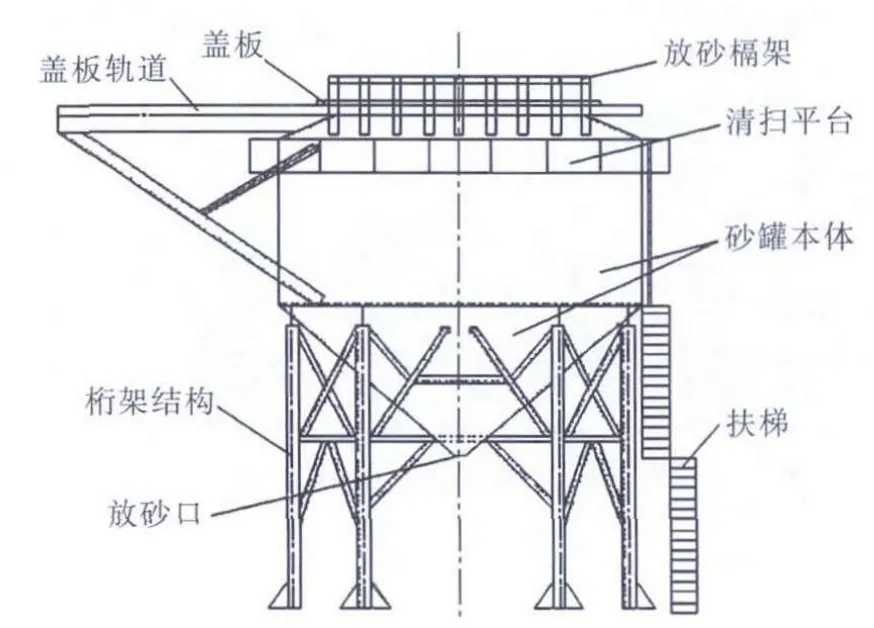
图4 500 t砂罐示意图
2)为了考虑在抓斗装砂时,抓斗空中打开的冲击力,在砂罐顶部专门设计了放砂槅架,由D273×10 mm的钢管组组成,以承受带砂抓斗的冲击力。
3)为了防止铜矿砂受潮,以及下雨对铜矿砂的影响等天气原因,在砂罐的上部,放砂槅架的下面设计了砂罐的盖板门及移动装置,同时为了操作方便,采用手动钢丝绞车启闭,安装在砂罐底部,使人在地面上就可以根据需要进行启闭盖板门。
4)为了考虑箱体结构中500 t铜矿砂的承载以及放砂时砂箱的高度,设计由管子D400×12 mm和D127×6 mm组成的高为6.8 m的桁架结构。
5)为了防止崇明地区的台风和强对流天气,还在3个砂罐安装区域周围,设计风暴桩和砂罐上的耳环,以便在紧急状况时能保证1 500 t砂库的安全。
6)为了维修的操作需要,设计控制室、清扫平台、放砂阀门开启机构、扶梯和扶手栏杆、中间平台、上平台等。
2.3 砂罐和振筛一体化
在确定砂库选址方案的时候,已经考虑到在84 m×10.8 m的码头上建立3个砂罐,没有了常规振砂、筛砂的工作区域,因此,设想将砂罐和振筛装置整合在一起,一方面减去了储砂和筛砂的占地面积,使整个系统的结构更为紧凑,另一方面,省去长距离运送铜矿砂的过程,提高出砂效率。在对振筛机进行改进之后,委托江苏海安振动机厂进行制造。
将振筛机安装在砂罐出砂口的下部,经过振筛之后的铜矿砂就可直接进入砂箱,对振筛机安装的方式有2个设想。
设想一:将振筛机直接吊在砂罐的圆锥箱体上,将吊接点采用重磅给予加强,见图5。
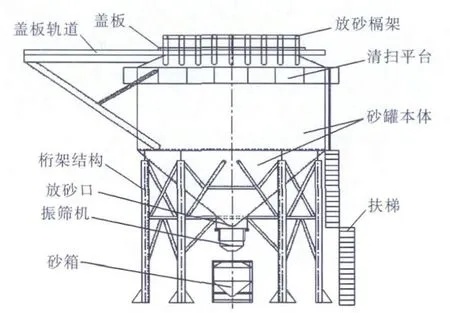
图5 砂罐与振筛机一体化的设想一
设想二:将振筛机用机座放于砂罐出砂口下方,而机座则是直接安装在地面上,见图6。
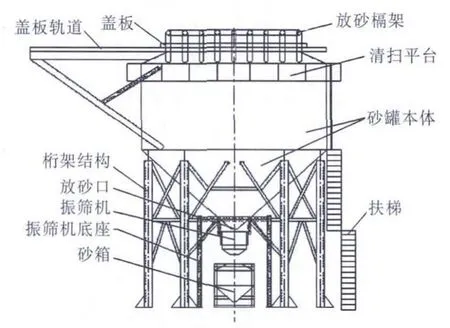
图6 砂罐与振筛机一体化的设想二
基于振筛机在启动初和关车后的强烈振动以及振筛机的使用频繁,选用了设想二。经过多年来的使用实践证明,当初的选择是正确的,该方案在2011年获得了国家知识产权局颁发的实用新型专利证书。
2.4 选择装砂抓斗
在砂库的选址、砂罐的设计制造和储振筛一体化构思完成之后,将铜矿砂从砂船上吊运至砂库的装载母体——抓斗的选择成为必须。
由于一开始就决定采用吊车加抓斗的方式进行卸砂,放弃了皮带输送机的方法,所以抓斗就跟门机 (吊机)联系在一起。
1)卸砂过程已不采用人工控制操作的方法进行,整个过程是全机械化的,15 t门吊只有单索。因此选择单索散货抓斗,在与上海起帆科技股份有限公司的探讨中,要求单索,抓斗经搁底后,空中打开,完成抓砂、起吊、经砂库顶部搁碰后空中打开使砂入库的整套动作。
2)考虑到拟采用15 t老式门机来进行卸砂、砂船与门机的半径距离以及抓斗的自重,最后选用5 t单索散货抓斗,经多年使用的结论:故障率低、效率高、成本低。
2.5 专用平板拖车的选用
在上述一系列成型的设计中,供砂一体化已全部是机械化操作,整个过程除去人力搬运,大大缩短了供砂的成本及时间。
经振筛后的铜矿砂进入砂箱后,应是由铲车将砂箱铲至专用平板拖车,再用动力机车将其拖至用砂场地,放到喷砂砂缸上,这是参照了中船澄西船厂的供砂使用经验,但有2点不同。①专用平板拖车尺寸不一样,根据我厂的道路情况,采用的尺寸是:3.6 m(长) ×1.8 m(宽),每个平板拖车上可放2个砂箱,共计10 t;②制作厂家不同,澄西船厂是利用自己的优势建造的,我们则委托安徽合力叉车有限公司按尺寸定制,购置费用比澄西船厂的低。8年使用验证,故障率较低,这些平板拖车使用广泛,非常有利于涂装作业。
2.6 15 t门机局部改造
用于装砂的1542门机,是原修船分厂浦西码头1976年制造的东门吊门机,由于浦西码头的修改造工程,该门机准备报废,考虑到供砂一体化的需要,经大修后给予使用,但由于轨距不同,需要进行改造,当时浦西码头的轨道间距为10 m,而崇明码头轨道间距为10.5 m,所以采用了最简单且实效的方法,制造4只高600 mm,两边各外倾250 mm的中间座。解决了轨道间距差的问题,考虑到门机重心的上移,经过计算和第九设计院的复核,确认对门机的安全吊运,行走没有任何影响,从而完成了装砂门吊的局部改造。
3 供砂一体化实施完成的时间
上海船厂修船事业部从2005年7月获得公司对该项目的批准之后,经过2个月的设计及前期准备,于2005年9月开始施工,至2006年3月10日投入使用,在这期间还制订了1 500 t砂库的使用办法和供砂一体化实施的细则,从安全、设备使用,维修分工、管理职能各方面进行了规定。使用7年多来,对修船涂装作业发挥了很大的作用。
4 结束语
俗话说:兵马未动,粮草先行。供砂一体化的实施,给予了修船3大主体工程之一的涂装工程巨大的动力,也在2006年以及之后的3年修船牛市中发挥了巨大的作用,因供砂问题造成修船脱期的局面一去不复返。修船人用自己的设计、自己的施工建造,完成了修船供砂一体化目标的实现,展示了修船人的聪明才智。
当然,我们还有很多的事要做,要努力,我们还曾经设想过,要把砂库建在船坞上。利用坞吊,利用船坞的舱室,把供砂供得更直接,时间更短,成本更低,更有实用价值,更有利于涂装工程周期的缩短,当然这一设想还有待时机、有待其需求的迫切性来完成。总之修船人将满怀工作的激情,修身养性,苦练内功,迎接修船牛市的再一次到来。
Imagination for making ship repair and sand supply by all is given in this paper,the choice of plans,the key point to solve and the coures of implementing are expounded in detail,which shows the necessity for ship repair enterprises to increase their investments in producing guarantee equipments while ship repair is going on so as to shorten the periods and raise the quality.
sand supply by all;sand store;vibration screening machine;single-cable bulk clamper;special board traller
U672
C
1001-8328(2013)05-0024-04
林隆 (1956-),男,浙江宁波人,高级工程师,大学专科,主要从事船舶修理的技术质量及设备工作。
2013-05-10
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
化工机械(2020年5期)2020-11-14
科技资讯(2018年8期)2018-08-09
科教导刊·电子版(2018年6期)2018-06-06
山东工业技术(2017年14期)2017-07-18
