
长输管线X80钢管道的焊接
2013-08-31 02:32文海庆
装备制造技术 2013年2期
文海庆
(中石油第二建设公司,甘肃 兰州 730060)
中缅天然气管道是我国“十一五”期间规划的重大天然气管道项目之一,与同期拟建的中缅原油管道共同构成我国油气进口的西南战略通道。管道起自缅甸西海岸皎漂市,从云南瑞丽市进入中国境内,终点到达广西贵港市。中缅天然气管道工程(国内段)干线全长1 726.8 km,其中与中缅原油管道并行1 101.2 km。全线管径Ф1 016mm,设计压力10MPa,采用X80级钢管。长输管道是国家能源安全的一个重要保证,由于牵涉地域广,输送介质压力高,具有高的可燃性,一旦泄漏可能造成巨大的灾难性后果,因此,保证长输管道的焊接品质是一项长期和艰巨的任务。
1 钢焊接接头性能
1.1 力学性能
中缅管线X80钢属于针状铁素体(贝氏体)超纯净、超低碳型管线钢,含碳量较低,淬硬倾向不大,其化学成分见表1,其力学性能见表2。硬度试验性能要求所有硬度测定点的硬度值不应大于300 HV10;冲击试验性能要求试样的冲击吸收功应大于等于表3中的规定值。

表1 化学成分(品质分数)(%)

表2 力学性能

表3 X 8 0钢冲击韧性实验要求
1.2 工艺性能
(1)弯曲试验要求
在弯曲后,试样拉伸弯曲表面上的焊缝和熔合线区域所发现的任何方向上的任一裂纹或其它缺陷尺寸,应不大于钢管公称壁厚的1/2,且不大于3 mm。除非发现其它缺陷,由试样边缘上产生的裂纹长度在任何方向上应不大于6mm。在弯曲试验中,每个试件均应满足评定要求;
(2)刻槽锤断试验要求
每个刻槽锤断试样的断裂面完全焊透和熔合。任何气孔的最大尺寸应不大于1.6mm,且所有气孔的累计面积应不大于断裂面积的2%。夹渣深度应小于0.8mm,长度应不大于钢管公称壁厚的1/2,且小于3mm。相邻夹渣间应至少相距13mm无缺陷的焊缝金属。白点不做为不合格的原因。
(3)宏观金相检验要求
宏观检验面不允许存在裂纹和未熔合,其它缺陷应符合刻槽锤断试验的要求。
(4)焊接接头抗氢致裂纹(HIC)性能试验应符合下列要求:
裂纹敏感率(CSR)小于或等于2%;
裂纹长度率(CLR)小于或等于15%;
裂纹厚度率(CTR)小于或等于5%。
2 X80钢的焊接工艺
2.1 焊接方法
针对X80钢的性能和成分,目前国内开发出了几种焊接X80钢的焊接工艺:
一是,采用低氢性手工焊根焊+自保护药芯半自动焊填充盖面工艺;
二是,用半自动焊根焊+自保护药芯焊丝半自动焊填充盖面工艺;
三是,采用全自动焊工艺。中缅管线天然气管道施工现场地势复杂,根据现场施工环境和施工特点,选择了第一种施工方案,即根部焊接采用焊条电弧焊方法,热焊、填充焊、盖面焊选择自保护药芯半自动焊。
2.2 焊接材料
X80钢采用低匹配进行焊接时焊缝会产生应变,因而需要焊缝具有更高的韧性以防止在缺陷处产生裂纹,在焊接材料的选择上采用和母材金属高匹配高匹配时缺陷容限大于低匹配,这一限度随屈服强度与拉伸强度比率增加而降低。因此,在根部焊接时,选择的焊接材料为焊条E7016直径3.2mm,热焊、填充及盖面焊接选择E81T8-Ni2j焊丝,直径2.0mm。
2.3 焊接工艺规程及参数
X80钢选择采用低氢焊条手工焊根焊+自保护药芯半自动焊填充盖面工艺,其具体工艺规程和参数见下表4、表5。

表4 X80钢管焊接工艺规程列表

表5 X80钢管焊接工艺参数
(1)焊接破口
焊接坡口应按焊接工艺规程的要求执行,其要求如图1所示。
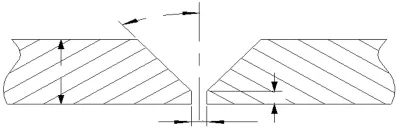
图1 V型坡口形式
当厚度差小于或等于3.0mm的不等壁厚钢管对接焊时,可直接进行焊接,如图2所示。当厚度差大于3.0mm且δ2/δ1不大于1.5的不等壁厚钢管对接焊时,可在厚度大的部件上进行削薄处理(图3 a))或在内部进行封底焊(图3b))。
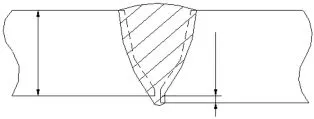
图2 厚度差小于或等于3.0mm的不等壁厚钢管对接焊
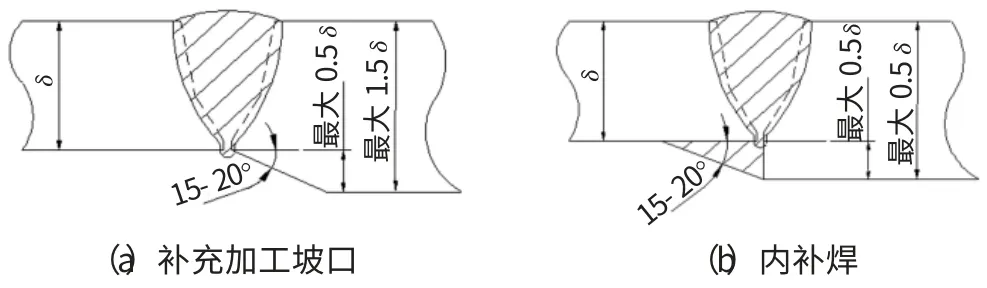
图3 厚度差大于3.0mm且厚度比δ2/δ1不大于1.5的不等壁厚钢管对接焊根部的处理
(2)焊接预热
预热可以降低焊接接头的冷裂纹敏感性,提高X80钢抗冷裂性能提高,X80钢管焊接的预热温度为100℃~200℃。当返修焊接时,预热温度为150℃~200℃。当环境温度在5℃以上时,预热宽度在坡口两侧各50mm。环境温度低于5℃时,采用火焰加热的方法进行管口预热,预热宽度为坡口两侧各75mm。预热后应清除表面污垢,在距管口25mm处的圆周上均匀测量预热温度,保证预热温度均匀,预热时不能破坏钢管的防腐层。
2.4 保护气体
保护气体有惰性气体、活性气体或者两者混合气体,这些气体的干燥度、纯度和成分比例应满足焊接品质的要求,中缅管线采用20%Ar+80%CO2混合气体进行保护。保护气体提高了焊缝金属的缺口韧性和断裂韧性,同时减小了焊接飞溅,使电弧更加稳定。
3 结束语
中缅管线X80钢根焊方法采用低氢焊条E7016上向焊接,填充、盖面采用自保护药芯半自动焊填向下焊接,使用20%Ar+80%CO2混合保护气体,焊接前进行预热。本焊接工艺保证了焊缝性能,保证了管线施工正常进行,为高强度钢的焊接提供了有利的依据。
[1]吕彦民,李作文,赵文杰.X80钢管道焊接技术[J].油气田地面工程,2008,27(9):79-80.
[4]孙 宏,田 鹏,王晓香.X 8O 钢级螺旋焊钢管力学性能研究[J].压力容器,2005,22(2):13-15.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
建材发展导向(2021年22期)2022-01-18
建材发展导向(2021年10期)2021-07-16
合成树脂及塑料(2021年1期)2021-01-13
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
电子制作(2018年10期)2018-08-04
电子制作(2018年10期)2018-08-04
电子制作(2017年10期)2017-04-18
电子制作(2017年9期)2017-04-17
