
顶盖厚壁铜铸件铸造工艺改进
2013-08-29 01:15哈尔滨电机厂有限责任公司黑龙江150040王清宇
金属加工(热加工) 2013年7期
哈尔滨电机厂有限责任公司 (黑龙江 150040) 王清宇
顶盖铸件是我公司大电机研究所系列试验机组的部件。在采购来的顶盖铸件加工过程中,发现铸件上表面存在大面积夹杂、缩松和气孔缺陷,严重影响我公司试验机组的制造周期和电站投标工作。以往采购的顶盖铸件缺陷较多,产品质量难以保证,为此我们在接下来的自制顶盖铸件过程中积极进行铸造工艺攻关。
1.产品特点
以往公司的水轮机组的转轮部套铸件一直采用锡青铜制造,虽制造难度低,但加工后的表面粗糙度和外观不尽如人意,而表面粗糙度及叶型的低强度会直接影响转轮的效率。
从提高公司在投标过程的反应速度和在市场中的竞争力,以及铸件的制造难度来考虑,将铸件材质由锡青铜ZCuZn5Sn5Pb5改为硅黄铜ZCuZn16Si4。
铸件毛坯外形尺寸一般在f600mm×120mm左右,毛重300kg左右。其结构如图1所示。
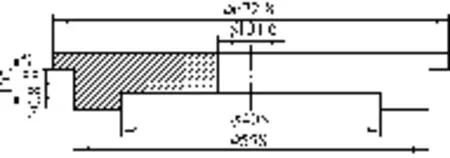
图1 顶盖铸件结构
2.工艺性分析
(1)铸件结构特点分析 此铸件结构属于规范截面的厚壁铸件,铸件最厚为120mm。铸造过程中可能出现的问题主要有两类:一是铸件需设置合理的补缩冒口和冷铁,以防止缩松、缩孔缺陷。二是需合理设置浇注系统并挡渣处理,防止氧化夹渣进入型腔产生夹杂、夹渣缺陷。
(2)铸件材质铸造性能分析 硅使黄铜的抗拉强度、硬度显著提高,塑性下降。硅在黄铜表面形成一层致密的SiO2保护膜,提高了在大气和海水中的耐蚀性。硅还能提高铸造性能,缩小结晶温度范围,提高流动性,降低疏松倾向,使组织致密,从而提高合金的耐水压性。常用的硅黄铜是ZCuZn16Si4,其力学性能中等,但超过锡青铜。在大气、淡水和300℃以内蒸汽、石油、酒精和其他有机介质中耐蚀性良好。铸造流动性好,疏松倾向小,线收缩较小,铸件气密性好,可以砂型铸造复杂铸件,也适宜于金属型和压铸。①此种材质属典型的层状凝固,易于形成集中缩孔。②铸件材质中含锌较高,浇注过程中极易氧化,易产生夹渣等缺陷。③铸造性能较好,焊接性较好,缺陷较锡青铜更易于焊补。
(3)生产能力、设备条件的分析 该铸件是我事业部生产的较大铸铜件,毛坯重达300kg(铜液重量650kg左右)。要进行两炉合开,同时熔炼,合包浇注,这对控制各炉熔化温度、熔化速度及化学成分的调整都增加了很多困难。
3.原铸造工艺分析
方案一:如图2所示,为底面、侧面加冷铁整体加高明浇。此方案工艺出品率低,加工困难。
方案二:如图3所示,为粘土砂造型。底面冷铁,上面冒口。此方案容易出现浇注冲砂、砂眼等缺陷。

图2 原工艺方案一

图3 原工艺方案二
鉴于以上情况,我们针对顶盖原铸造工艺方案二进行计算机仿真模拟,结果如图4、图5所示。
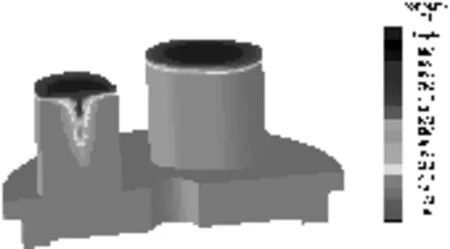
图4 缩松判据

图5 X射线判据
4.铸造工艺改进
从上述结果看,铸造工艺设计基本符合要求,结合铸件缺陷来看主要是金属液和浇注过程的影响。因此,在提高金属液纯净度的同时,从浇注温度、浇注系统设置、冒口补缩和保温等方面进行如下分析和改进。
(1)铸造工艺采用铬铁矿面砂,提高铸型表面的强度,降低表面粗糙度值,同时提高砂型的激冷度,改善铸件内部质量。
(2)在铸件底面加冷铁,提高激冷度,加强铸件的顺序凝固和补缩。
(3)使用醇基锆英粉涂料,防止粘砂和砂眼缺陷。
(4)采用保温冒口,提高冒口的补缩效率,并在浇注结束后采取补浇冒口、加保温覆盖剂等措施,进行温度场的调整,实现铸件的顺序凝固,加强补缩。
(5)提高金属液的熔炼质量,改善浇注系统,避免铸件夹渣;在加强合金液精炼除气、提高合金液纯净度的情况下,保证铸件的内部质量,达到产品的要求。
5.熔炼、浇注工艺
铸件的成分是性能的保证,为了精确控制铸件成分,化验室使用直读光谱仪进行熔炼全程的配合,实时调整合金液的化学成分。根据生产的实际情况,按照合金熔炼和浇注工艺规范选择合理的工艺参数,并严格执行。
(1)采用两炉同时熔炼,合包浇注。
(2)出炉温度1100~1150℃,出炉温度取中高限,合包镇静。
(3)浇注温度950~1050℃,浇注温度取中下限,低温快浇。
(4)熔炼应与造型配合好,做到及时浇注,并酌情调整成分。
(5)浇注后进行冒口补浇,并使用覆盖剂进行冒口覆盖。
6.无损检测
铜合金铸件金属原材料用量较大。铸件的毛坯重量往往是产品零件加工后的两倍或几倍。同时铸件产生废品的原因反馈也不及时,影响了产品质量的改进和生产进度,造成了大量的浪费,使生产成本增高。
为解决问题,及时发现产品的质量问题,我们对顶盖铸件进行粗加工和无损检测。铸件打磨后进行PT、UT无损检测,确保铸件的表面和内部质量合格。
7.应用效果
顶盖铸件粗加工后经无损检测合格交货,通过顶盖铸件的成功生产,不仅保证了我公司的“牛栏江”项目的转轮模型试验,而且对缩短转轮的制造周期提供了前期保证。
通过顶盖铸件生产,为试验模型提供了优质合格的铸件产品,达到了预期的攻关目标,对后续项目提供了有力的支持和保证,对我公司以后的经营、投标等活动提供了有力支持,其潜在的经济效益巨大。
猜你喜欢
天津冶金(2021年3期)2021-06-28
金属加工(热加工)(2020年3期)2020-05-13
模具制造(2019年4期)2019-06-24
焊接(2016年1期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
湖北工业职业技术学院学报(2015年2期)2015-12-25
设备管理与维修(2015年11期)2015-03-16
铸造设备与工艺(2015年1期)2015-01-21
职业·下旬(2014年4期)2014-08-25
大型铸锻件(2011年5期)2011-09-25
